हिन्दी
प्रिसिजन डीप होल ड्रिलिंग सेवा
हमारी प्रिसिजन डीप होल ड्रिलिंग सेवा धातु और मिश्र धातुओं जैसे सामग्री में गहरे, संकीर्ण छिद्रों के लिए सटीक, उच्च गुणवत्ता वाली ड्रिलिंग प्रदान करती है। उन्नत उपकरणों का उपयोग करते हुए, हम सख्त सहिष्णुता, चिकनी सतहें, और 50:1 से 100:1 के प्रभावी पहलू अनुपात के छिद्र गहराई हासिल करते हैं।
- रैपिड ड्रिलिंग प्रोटोटाइप सेवा
- कम मात्रा CNC ड्रिलिंग सेवा
- CNC ड्रिलिंग मास प्रोडक्शन सेवा
- वन स्टॉप CNC ड्रिलिंग सेवा
मुफ़्त त्वरित उद्धरण के लिए अपनी डिज़ाइन अपलोड करें
सभी अपलोड की गई फ़ाइलें सुरक्षित और गोपनीय हैं
CNC बनाम EDM डीप होल ड्रिलिंग
हमारी CNC और EDM डीप होल ड्रिलिंग सेवा प्रिसिजन मशीनिंग को इलेक्ट्रिकल डिस्चार्ज तकनीक के साथ मिलाती है ताकि गहरे, संकीर्ण छिद्र अत्यंत सटीकता के साथ प्राप्त किए जा सकें। कठिन मशीनिंग सामग्री के लिए आदर्श, यह सेवा उच्च गुणवत्ता, सख्त सहिष्णुता, और चिकनी फिनिश सुनिश्चित करती है।
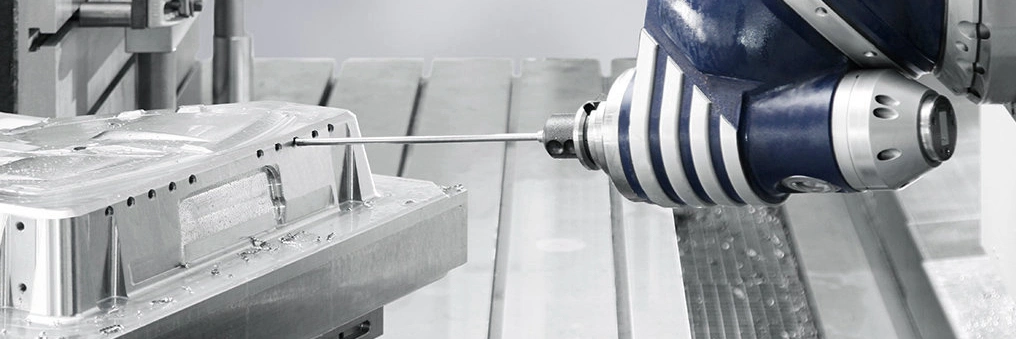
CNC डीप होल ड्रिलिंग विभिन्न सामग्री में 50:1 तक के अधिकतम पहलू अनुपात के साथ गहरे, संकीर्ण छिद्रों की सटीक और कुशल ड्रिलिंग प्रदान करता है। हम उन्नत CNC तकनीक का उपयोग करके सख्त सहिष्णुता, चिकनी सतहें, और सुसंगत छिद्र गहराई प्राप्त करते हैं, जो जटिल अनुप्रयोगों के लिए उच्च गुणवत्ता सुनिश्चित करता है।

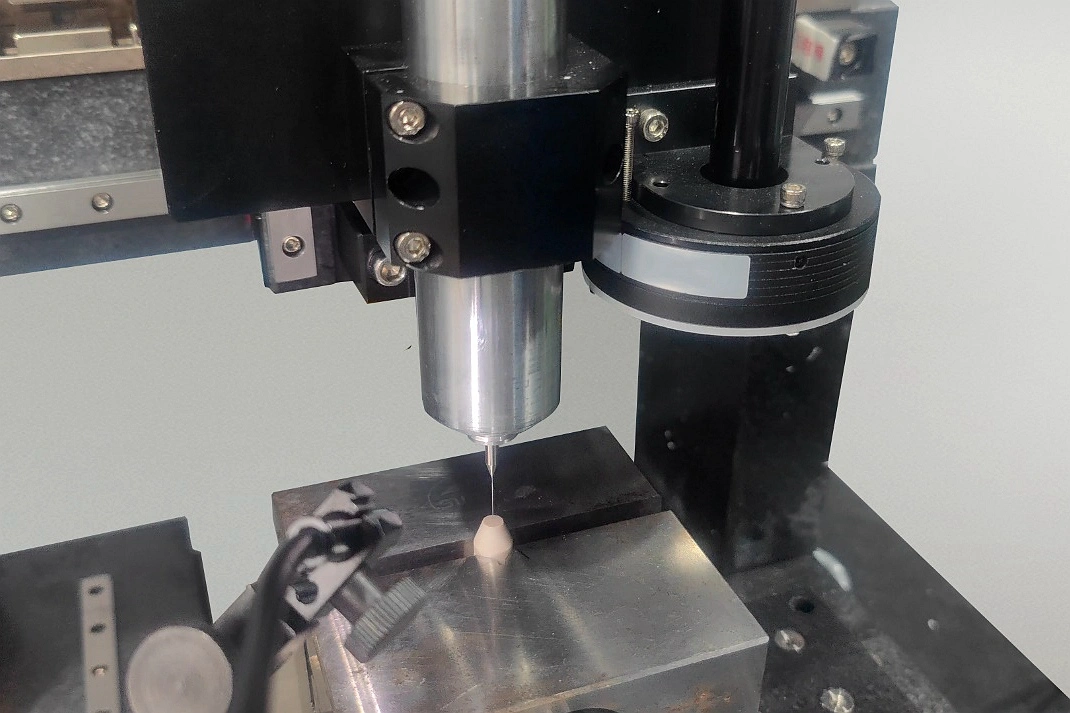
EDM डीप होल ड्रिलिंग विद्युत डिस्चार्ज मशीनिंग का उपयोग कर गहरे, संकीर्ण, उच्च-सटीक छिद्र बनाता है, जिसमें कठोर सामग्री में 100:1 तक का अधिकतम पहलू अनुपात होता है। यह प्रक्रिया सख्त सहिष्णुता, चिकनी फिनिश, और न्यूनतम सामग्री तनाव सुनिश्चित करती है, जिससे यह जटिल या चुनौतीपूर्ण ड्रिलिंग अनुप्रयोगों के लिए आदर्श है।
EDM डीप होल ड्रिलिंग विद्युत डिस्चार्ज मशीनिंग का उपयोग कर गहरे, संकीर्ण, उच्च-सटीक छिद्र बनाता है, जिसमें कठोर सामग्री में 100:1 तक का अधिकतम पहलू अनुपात होता है। यह प्रक्रिया सख्त सहिष्णुता, चिकनी फिनिश, और न्यूनतम सामग्री तनाव सुनिश्चित करती है, जिससे यह जटिल या चुनौतीपूर्ण ड्रिलिंग अनुप्रयोगों के लिए आदर्श है।
CNC डीप होल ड्रिलिंग विभिन्न सामग्री में 50:1 तक के अधिकतम पहलू अनुपात के साथ गहरे, संकीर्ण छिद्रों की सटीक और कुशल ड्रिलिंग प्रदान करता है। हम उन्नत CNC तकनीक का उपयोग करके सख्त सहिष्णुता, चिकनी सतहें, और सुसंगत छिद्र गहराई प्राप्त करते हैं, जो जटिल अनुप्रयोगों के लिए उच्च गुणवत्ता सुनिश्चित करता है।
EDM डीप होल ड्रिलिंग विद्युत डिस्चार्ज मशीनिंग का उपयोग कर गहरे, संकीर्ण, उच्च-सटीक छिद्र बनाता है, जिसमें कठोर सामग्री में 100:1 तक का अधिकतम पहलू अनुपात होता है। यह प्रक्रिया सख्त सहिष्णुता, चिकनी फिनिश, और न्यूनतम सामग्री तनाव सुनिश्चित करती है, जिससे यह जटिल या चुनौतीपूर्ण ड्रिलिंग अनुप्रयोगों के लिए आदर्श है।
CNC डीप होल ड्रिलिंग विभिन्न सामग्री में 50:1 तक के अधिकतम पहलू अनुपात के साथ गहरे, संकीर्ण छिद्रों की सटीक और कुशल ड्रिलिंग प्रदान करता है। हम उन्नत CNC तकनीक का उपयोग करके सख्त सहिष्णुता, चिकनी सतहें, और सुसंगत छिद्र गहराई प्राप्त करते हैं, जो जटिल अनुप्रयोगों के लिए उच्च गुणवत्ता सुनिश्चित करता है।
CNC और EDM डीप होल ड्रिलिंग अनुप्रयोग
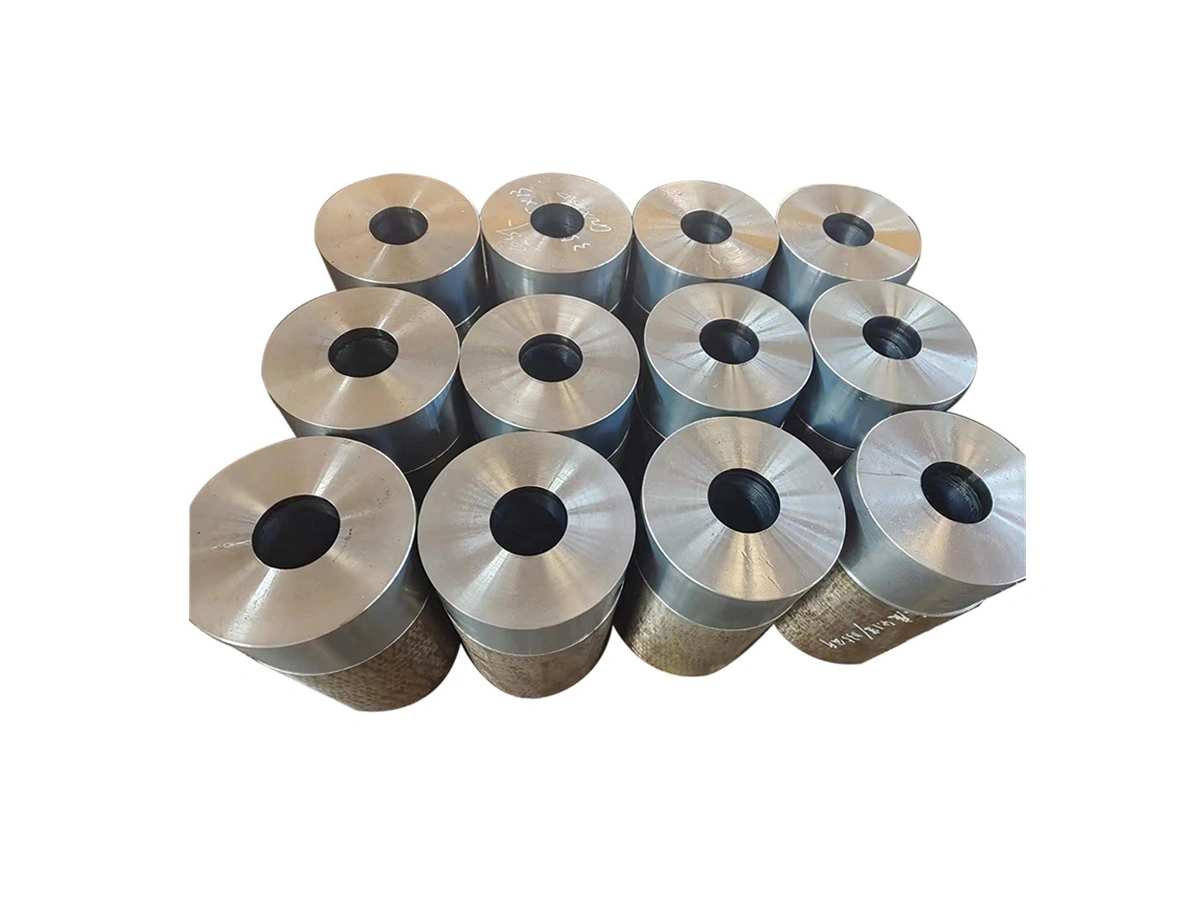
CNC और EDM डीप होल ड्रिलिंग अनुप्रयोग विभिन्न उद्योगों को कवर करते हैं, टरबाइन ब्लेड, ईंधन इंजेक्टर, और हाइड्रोलिक मार्ग जैसे घटकों के लिए प्रिसिजन ड्रिलिंग प्रदान करते हैं। यह प्रक्रिया जटिल, गहरे छिद्र आवश्यकताओं के लिए सख्त सहिष्णुता, चिकनी फिनिश, और उत्कृष्ट प्रदर्शन सुनिश्चित करती है।

प्रिसिजन CNC ड्रिलिंग के लिए प्रमुख सामग्री
CNC ड्रिलिंग विभिन्न सामग्री जैसे सुपरअलॉय, टाइटेनियम, एल्यूमीनियम, कॉपर, ब्रास, ब्रॉन्ज, कार्बन स्टील, स्टेनलेस स्टील, प्लास्टिक, और सिरेमिक के प्रिसिजन मशीनिंग के लिए आवश्यक है। प्रत्येक सामग्री की अपनी विशिष्ट विशेषताएं होती हैं, जैसे शक्ति, संक्षारण प्रतिरोध, और मशीनिंग योग्यता, जो इन्हें विभिन्न उद्योगों के लिए उपयुक्त बनाती हैं। CNC ड्रिलिंग जटिल अनुप्रयोगों के लिए उच्च गुणवत्ता, सटीक कट और छिद्र सुनिश्चित करता है।

CNC और EDM डीप होल ड्रिलिंग पार्ट्स के लिए सतह फिनिशिंग
CNC और EDM डीप होल ड्रिलिंग पार्ट्स के लिए सतह फिनिशिंग पार्ट की टिकाऊपन और कार्यक्षमता बढ़ाती है। हम पॉलिश्ड, ग्राउंड, या चिकनी सतहों सहित विभिन्न फिनिश प्रदान करते हैं, जो सख्त सहिष्णुता, न्यूनतम घर्षण, और प्रिसिजन घटकों के लिए उत्कृष्ट प्रदर्शन सुनिश्चित करते हैं।

और जानें
थर्मल कोटिंग

और जानें
एज़ मशीनड

और जानें
पेंटिंग

और जानें
PVD (फिजिकल वेपर डिपोजिशन)

और जानें
सैंडब्लास्टिंग

और जानें
इलेक्ट्रोप्लेटिंग

और जानें
पॉलिशिंग

और जानें
एनोडाइजिंग

और जानें
पाउडर कोटिंग

और जानें
इलेक्ट्रोपॉलिशिंग

और जानें
पासिवेशन

और जानें
ब्रशिंग

और जानें
ब्लैक ऑक्साइड

और जानें
हीट ट्रीटमेंट

और जानें
थर्मल बैरियर कोटिंग (TBC)

और जानें
टम्बलिंग

और जानें
एलोडिन

और जानें
क्रोम प्लेटिंग

और जानें
फॉस्फेटिंग

और जानें
नाइट्राइडिंग

और जानें
गैल्वनाइजिंग

और जानें
UV कोटिंग

और जानें
लैकर कोटिंग

और जानें
टैफ्लॉन कोटिंग
CNC और EDM डीप होल ड्रिलिंग केस स्टडी
हमारी CNC और EDM डीप होल ड्रिलिंग केस स्टडी विभिन्न उद्योगों में सफल परियोजनाओं को उजागर करती है, दिखाती है कि प्रिसिजन ड्रिलिंग तकनीकें कैसे सख्त सहिष्णुता प्राप्त करती हैं, पार्ट प्रदर्शन में सुधार करती हैं, और जटिल डिज़ाइन आवश्यकताओं को पूरा करती हैं। जटिल डीप-होल अनुप्रयोगों के लिए हमारे सिद्ध समाधान देखें।











आज ही नया प्रोजेक्ट शुरू करें
CNC और EDM डीप होल ड्रिलिंग सहिष्णुता सुझाव
CNC और EDM डीप होल ड्रिलिंग सहिष्णुता सुझाव सटीक, उच्च गुणवत्ता वाले परिणाम प्राप्त करने के लिए दिशा-निर्देश प्रदान करते हैं। मानक अनुप्रयोगों के लिए, ±0.1 मिमी सहिष्णुता सामान्य है, जबकि प्रिसिजन ड्रिलिंग ±0.02 मिमी से ±0.05 मिमी तक प्राप्त कर सकती है, जो जटिलता और सामग्री पर निर्भर करती है।
CNC और EDM डीप होल ड्रिलिंग डिजाइन गाइडलाइन
CNC और EDM डीप होल ड्रिलिंग डिजाइन गाइडलाइन्स जटिल छिद्र बनाने में प्रिसिजन और दक्षता सुनिश्चित करती हैं। अनुशंसाओं में इष्टतम त्रिज्या, छिद्र डिजाइन अनुपात, थ्रेड विनिर्देश, और सतह फिनिश शामिल हैं, जो विभिन्न अनुप्रयोगों में सख्त सहिष्णुता और चिकनी, उच्च गुणवत्ता वाले परिणाम प्राप्त करने में मदद करते हैं।
Frequently Asked Questions
संबंधित संसाधन एक्सप्लोर करें


Neway Precision Works Ltd.
नं.3 लेफुशान इंडस्ट्री वेस्ट रोड
फेंगगांग, डोंगगुआन, चीन
पिन 523000
समाधान
Copyright © 2026 Machining Precision Works Ltd.All Rights Reserved.