हिन्दी
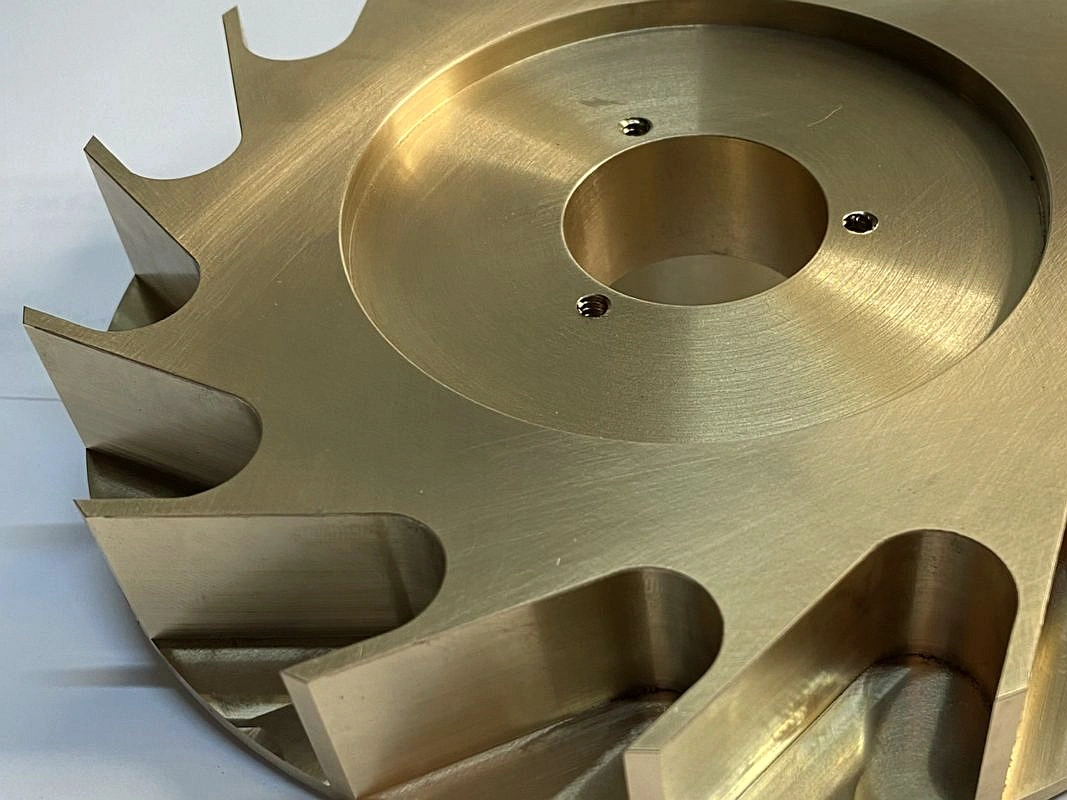
कस्टम ऑनलाइन ब्रॉन्ज़ CNC मशीनिंग सेवा
हमारी कस्टम ऑनलाइन ब्रॉन्ज़ CNC मशीनिंग सेवा विभिन्न ब्रॉन्ज़ मिश्र धातुओं के लिए प्रिसिजन मशीनिंग प्रदान करती है, जिसमें फॉस्फोरस ब्रॉन्ज़ और एल्यूमिनियम ब्रॉन्ज़ शामिल हैं। तेज़ टर्नअराउंड समय और विशेषज्ञ कारीगरी के साथ, हम उच्च गुणवत्ता वाली, आपकी विनिर्देशों और उद्योग की आवश्यकताओं के अनुसार कस्टम पार्ट्स बनाते हैं।
- ब्रॉन्ज़ CNC त्वरित प्रोटोटाइप सेवा
- ब्रॉन्ज़ CNC कम मात्रा मशीनिंग सेवा
- ब्रॉन्ज़ CNC मशीनिंग बड़े पैमाने पर उत्पादन
- वन-स्टॉप ब्रॉन्ज़ मशीनिंग सेवा

नि:शुल्क कोटेशन के लिए हमें अपनी डिज़ाइन और विशिष्टताएँ भेजें
सभी अपलोड की गई फ़ाइलें सुरक्षित और गोपनीय हैं
ब्रॉन्ज़ CNC मशीनिंग के बारे में जानें
ब्रॉन्ज़ CNC मशीनिंग के बारे में जानें, जिसमें इसकी विशेषताएँ, मशीनिंग पैरामीटर और सर्वोत्तम अभ्यास शामिल हैं। ब्रॉन्ज़ मिश्र धातुएँ, जो घर्षण और संक्षारण प्रतिरोध के लिए जानी जाती हैं, के लिए बेहतर परिणामों हेतु विशिष्ट स्पिंडल स्पीड, फीड रेट और कूलेंट आवश्यक हैं, जिससे बेयरिंग्स और बुशिंग्स जैसे पार्ट्स की सटीकता सुनिश्चित होती है।
सीएनसी मशीनिंग में विशिष्ट कांस्य मिश्र धातु
सीएनसी मशीनिंग में उपयोग किए जाने वाले विशिष्ट टाइटेनियम मिश्र धातु में Ti-3Al-2.5V, Ti-6Al-2Sn-4Zr-6Mo, Ti-15V-3Cr-3Sn-3Al, और Ti-7Al शामिल हैं। ये मिश्र धातु उत्कृष्ट ताकत, संक्षारण प्रतिरोध और गर्मी सहिष्णुता प्रदान करते हैं, जो इन्हें एयरोस्पेस, चिकित्सा, और औद्योगिक अनुप्रयोगों के लिए आदर्श बनाते हैं जहाँ सटीक मशीनिंग आवश्यक होती है।
ब्रॉन्ज़ CNC मशीन किए गए पार्ट्स के लिए सतह उपचार
ब्रॉन्ज़ CNC मशीन किए गए पार्ट्स के लिए सतह उपचार टिकाऊपन, जंग प्रतिरोध, और उपस्थिति को बढ़ाता है। पॉलिशिंग, प्लेटिंग, एनोडाइजिंग, और कोटिंग जैसी तकनीकें पहनने के प्रतिरोध को सुधारती हैं, घर्षण को कम करती हैं, और कठोर पर्यावरणों में उत्कृष्ट प्रदर्शन सुनिश्चित करती हैं, जिससे ये औद्योगिक और समुद्री अनुप्रयोगों के लिए आदर्श बनते हैं।

कस्टम ब्रॉन्ज़ CNC मशीनिंग केस स्टडी
एक कस्टम ब्रॉन्ज़ CNC मशीनिंग केस स्टडी विशिष्ट ग्राहक आवश्यकताओं के लिए अनुकूलित समाधान प्रस्तुत करती है, यह दर्शाती है कि ब्रॉन्ज़ पार्ट्स की प्रिसिजन मशीनिंग प्रदर्शन, टिकाऊपन, और दक्षता को कैसे सुधारती है। यह चुनौतियों, उपयोग की गई तकनीकों, और सफल परिणामों को हाइलाइट करती है जैसे कि एयरोस्पेस और मैरीन उद्योग।








आज ही नया प्रोजेक्ट शुरू करें
ब्रॉन्ज़ CNC मशीनिंग पैरामीटर सुझाव
ब्रॉन्ज़ CNC मशीनिंग पैरामीटर प्रदर्शन, टूल जीवन, और पार्ट क्वालिटी को अनुकूलित करने के लिए महत्वपूर्ण हैं। उचित स्पिंडल स्पीड, फीड रेट, कटिंग डेप्थ, और कूलेंट उपयोग अत्यधिक पहनावा, गर्मी निर्माण, और सामग्री विरूपण को रोकते हैं, विभिन्न अनुप्रयोगों में ब्रॉन्ज़ मिश्र धातुओं के कुशल मशीनिंग को सुनिश्चित करते हैं।
ब्रॉन्ज़ CNC मशीनिंग के लिए सहिष्णुता सुझाव
ब्रॉन्ज़ CNC मशीनिंग के लिए सहिष्णुता सुझाव इष्टतम पार्ट गुणवत्ता और कार्यक्षमता सुनिश्चित करते हैं। उपयुक्त सामान्य और सटीक सहिष्णुता, दीवार मोटाई, और न्यूनतम ड्रिल आकार चुनकर, निर्माता मशीनिंग दक्षता, सामग्री शक्ति, और लागत-प्रभावशीलता के बीच संतुलन बनाए रखते हैं, दोनों कम और उच्च मात्रा उत्पादन के लिए।
Frequently Asked Questions
संबंधित संसाधन एक्सप्लोर करें




Neway Precision Works Ltd.
नं.3 लेफुशान इंडस्ट्री वेस्ट रोड
फेंगगांग, डोंगगुआन, चीन
पिन 523000
समाधान
Copyright © 2026 Machining Precision Works Ltd.All Rights Reserved.