सतह की पूर्णता: सैंडब्लास्टिंग कैसे CNC भागों को बदलता है
परिचय
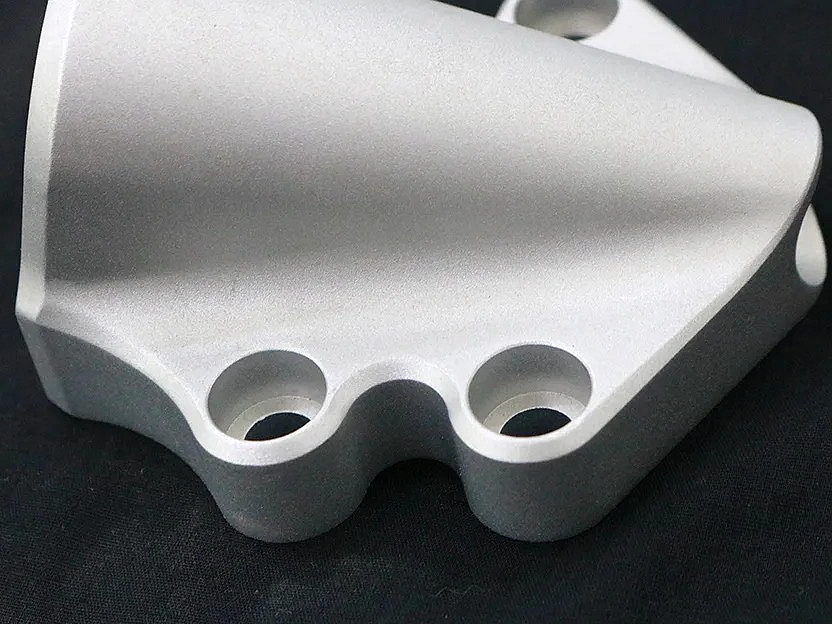
सैंडब्लास्टिंग एक यांत्रिक सतह उपचार है जो CNC मशीन किए गए घटकों पर लागू किया जाता है, इसमें संपीड़ित हवा द्वारा प्रेरित एब्रेसिव मीडिया का उपयोग करके सतह बनावट को परिष्कृत किया जाता है, जैसे CNC मशीनिंग के बाद। आमतौर पर Ra 1.2–3.2 μm सतह खुरदरापन प्राप्त होता है, सैंडब्लास्टिंग प्रभावी रूप से मशीनिंग मार्क्स, बर्स और मामूली दोषों को हटाती है। यह उपचार घटक की दिखावट को समान मैट या सैटिन फिनिश बनाकर महत्वपूर्ण रूप से बढ़ाता है और सतहों को बेहतर कोटिंग एडहेज़न और संक्षारण प्रतिरोध के लिए तैयार करता है।
ऑटोमोटिव, एयरोस्पेस, चिकित्सा उपकरण और उपभोक्ता इलेक्ट्रॉनिक्स उद्योगों में व्यापक रूप से अपनाई गई, सैंडब्लास्टिंग विभिन्न सामग्री, जैसे एल्यूमिनियम मिश्र धातु, स्टेनलेस स्टील और इंजीनियरिंग प्लास्टिक्स को प्रभावी रूप से संसाधित करती है। यह जटिल ज्यामितियों और सूक्ष्म फीचर्स को समान रूप से प्रोसेस करने में सक्षम है, जिससे निर्माता दृश्य रूप से आकर्षक, उच्च गुणवत्ता वाले घटक तैयार कर सकते हैं जो पेंटिंग, एनोडाइजिंग या पाउडर कोटिंग जैसी आगामी फिनिशिंग उपचारों के लिए अनुकूलित होते हैं।
सतह पूर्णता: सैंडब्लास्टिंग CNC मशीन किए गए पार्ट्स को कैसे बदलता है
वैज्ञानिक सिद्धांत और औद्योगिक मानक
परिभाषा:
सैंडब्लास्टिंग में एब्रेसिव मीडिया का नियंत्रित प्रभाव शामिल है, आमतौर पर एल्युमिनियम ������क्साइड, ग्लास बीड या स्टील ग्रिट, जिसे संपीड़ित हवा द्वारा CNC मशीन की सतहों पर प्रेरित किया जाता है। यह समान बनावट (Ra 1.2–3.2 μm) बनाता है, संदूषकों को हटाता है और सतहों को आगे के फिनिशिंग या सुरक्षा उपचार के लिए तैयार करता है।
शासकीय मानक:
ASTM D4417: सतह प्रोफाइल मापन के लिए मानक विधियाँ
ISO 8501-1: कोटिंग से पहले स्टील सब्सट्रेट की तैयारी
SAE J444: एब्रेसिव ग्रेन का आकार निर्धारित करने का मानक
प्रक्रिया कार्य और मामले
प्रदर्शन आयाम | तकनीकी पैरामीटर | अनुप्रयोग मामले |
|---|---|---|
सतह समानता | सुसंगत Ra 1.2–3.2 μm सतह खुरदरापन | चिकित्सा उपकरण एनक्लोज़र, प्रिसिजन एयरोस्पेस घटक |
दिखावट सुधार | मैट या सैटिन दृश्य फिनिश | उपभोक्ता इलेक्ट्रॉनिक्स, लक्ज़री ऑटोमोटिव पार्ट्स |
सतह सफाई | तेल, बर्स और संदूषकों का पूर्ण उन्मूलन | वाल्व बॉडीज़, औद्योगिक उपकरण, सेमीकंडक्टर पार्ट्स |
कोटिंग एडहेज़न | एडहेज़न शक्ति में सुधार >50% | ऑटोमोटिव कोटिंग्स, एनोडाइज्ड एयरोस्पेस पार्ट्स |
सतह फिनिश वर्गीकरण
तकनीकी विनिर्देशन मैट्रिक्स
सैंडब्लास्टिंग विधि | मुख्य पैरामीटर और माप | लाभ | सीमाएँ |
|---|---|---|---|
एल्युमिनियम ऑक्साइड ब्लास्टिंग | Ra: 1.5–3.2 μm; कठोरता: 9 मोस | प्रभावी डिबरिंग, उत्कृष्ट पेंट एडहेज़न | संभ���� ��तह एम्बेडिंग |
ग्लास बीड ब्लास्टिंग | Ra: 1.2–2.5 μm; कठोरता: 6 मोस | सैटिन फिनिश, सब्सट्रेट को नुकसान नहीं | भारी बर्स पर कम आक्रामक |
स्टील शॉट ब्लास्टिंग | Ra: 2.5–5.0 μm; कठोरता: 40–50 HRC | उच्च-तीव्रता सफाई, तनाव-राहत प्रभाव | नाजुक घटकों के लिए उपयुक्त नहीं |
प्लास्टिक मीडिया ब्लास्टिंग | Ra: 1.0–2.0 μm; कम कठोरता (3–4 मोस) | कोमल सफाई, नाजुक भागों के लिए आदर्श | मीडिया की सीमित स्थायित्व |
सिलिकॉन कार्बाइड ब्लास्टिंग | Ra: 2.0–4.0 μm; कठोरता: 9.5 मोस | आक्रामक सफाई, तेज सतह नक्काशी | उच्च सामग्री उन्मूलन दर |
चयन मानदंड और अनुकूलन दिशानिर्देश
एल्युमिनियम ऑक्साइड ब्लास्टिंग
चयन मानदंड: सामान्य सतह फिनिशिंग, प्रभावी डिबरिंग और उत्कृष्ट कोटिंग तैयारी के लिए वरीय।
अनुकूलन दिशानिर्देश: दबाव नियंत्रित करें (4–6 बार), ग्रेन आकार चुनें (#80–120 मेष), और समानता के लिए नोज़ल की समान गति सुनिश्चित करें।
ग्लास बीड ब्लास्टिंग
चयन मानदंड: सटीक घटकों पर स्मूथ, सैटिन जैसी फिनिश प्राप्त करने के लिए आदर्श।
अनुकूलन दिशानिर्देश: बारीक ग्लास बीड्स का उपयोग करें (#100–200 मेष), मध्यम दबाव बनाए रखें (2–4 बार), और समान ब्लास्टिंग दूरी सुनिश्चित करें (15–25 सेमी)।
स्टील शॉट ब्लास्टिंग
चयन मानदंड: मजबूत भागों के लिए उपयुक्त, जिन्हें गहन सफाई और तनाव राहत की आवश्यकता होती है, विशेष रूप से स्टील और कास्ट घटक।
अनुकूलन ��श�निर्देश: मोटे स्टील शॉट का उपयोग करें (S170–S330), दबाव सावधानीपूर्वक नियंत्रित करें (5–7 बार), और सतह की अखंडता नियमित रूप से मॉनिटर करें।
प्लास्टिक मीडिया ब्लास्टिंग
चयन मानदंड: नाजुक सामग्री और हल्के घटकों के लिए अनुशंसित, सतह में न्यूनतम परिवर्तन सुनिश्चित करने के लिए।
अनुकूलन दिशानिर्देश: कम दबाव लागू करें (1–3 बार), उपयुक्त प्लास्टिक मीडिया प्रकार चुनें (एक्रिलिक या मेलामाइन-आधारित), और लगातार मीडिया को रीफिल करें।
सिलिकॉन कार्बाइड ब्लास्टिंग
चयन मानदंड: कठोर सामग्री पर मशीनिंग मार्क्स को जल्दी हटाने और आक्रामक सतह उपचार के लिए उपयोग किया जाता है।
अनुकूलन दिशानिर्देश: ब्लास्टिंग दबाव सेट करें (4–6 बार), मध्यम आकार के एब्रेसिव ग्रेन का उपयोग करें (#60–100 मेष), और अत्यधिक सतह क्षरण से बचने के लिए प्रक्रिया पर नज़र रखें।
सामग्री-फिनिश अनुकूलता चार्ट
सब्सट्रेट श्रेणी | सिफ़ारिश की गई सैंडब्लास्टिंग विधि | प्रदर्शन लाभ | औद्योगिक सत्यापन डेटा |
|---|---|---|---|
ग्लास बीड ब्लास्टिंग | समान सैटिन फिनिश; पेंट एडहेज़न में सुधार | एयरोस्पेस घटक ASTM D4417 मानक अनुसार | |
एल्युमिनियम ऑक्साइड ब्लास्टिंग | प्रभावी डिबरिंग; संक्षारण प्रतिरोध में सुधार | ISO 8501-1 अनुसार चिकित्सा उपकरण | |
प्लास्टिक मीडिया ब्लास्टिंग | सतह संदूषण के बिना कोमल सफाई | एयरोस्पेस इम्प्लांट SAE AMS2430 अनुसार परीक्षण किए गए | |
प्लास्टिक मीडिया ब्लास्टिंग | नाजुक सतह उपचार; कम खुरदरापन (Ra <2 μm) | एलेक्ट्रॉनिक डिवाइस एनक्लोज़र ASTM D7127 अनुसार सत्यापित | |
स्टील शॉट ब्लास्टिंग | तनाव-मुक्त सतहें; थकान प्रतिरोध में सुधार | औद्योगिक टूलिंग ASTM E466 अनुसार सत्यापित |
सैंडब्लास्टिंग प्रक्रिया नियंत्रण: महत्वपूर्ण चरण और मानक
पूर्व-ब्लास्टिंग आवश्यकताएँ
सतह डीग्रीसिंग: क्षारीय धुलाई या सॉल्वेंट क्लीनिंग के माध्यम से तेल और संदूषकों को हटाना (ISO 8501-1)।
मास्किंग और सुरक्षा: महत्वपूर्ण आयाम और थ्रेडेड क्षेत्रों का प्रिसिजन मास्किंग (ASTM D6123 अनुपालन)।
मीडिया चयन: SAE J444 मानक अनुसार ग्रेन आकार और कठोरता सत्यापित।
ब्लास्टिंग प्रक्रिया नियंत्रण
दबाव मॉनिटरिंग: लगातार ब्लास्टिंग दबाव बनाए रखें (±0.2 बार सटीकता)।
दूरी नियंत्रण: नोज़ल-से-वर्कपीस दूरी (15–25 सेमी) समान फिनिश सुनिश्चित करती है।
मीडिया गुणवत्ता आश्वासन: एब्रेसिव गुणवत्ता बनाए रखने के लिए नियमित रूप से ब्लास्टिंग मीडिया का निरीक्षण और ताजगी बनाए रखें।
ब्लास्टिंग के बाद ���च
सतह खुरदरापन मापन: प्रोफिलोमीटर का उपयोग करके ASTM D4417 अनुसार सत्यापित करें।
सफाई निरीक्षण: दृश्य और सूक्ष्म मूल्यांकन (ISO 8501-1) के माध्यम से संदूषक मुक्त सतह सुनिश्चित करें।
कोटिंग एडहेज़न टेस्ट तैयारी: मानकीकृत परीक्षणों (ASTM D3359) के माध्यम से बेहतर कोटिंग एडहेज़न सुनिश्चित करें।
अक्सर पूछे जाने वाले प्रश्न (FAQs)
अन्य सतह फिनिशिंग विधियों की तुलना में CNC मशीन किए गए पार्ट्स पर सैंडब्लास्टिंग के मुख्य लाभ क्या हैं?
क्या सैंडब्लास्टिंग सटीक CNC-मशीन किए गए पार्ट्स को नुकसान या विकृत कर सकती है?
नाजुक CNC घटकों के लिए कौन सा एब्रेसिव मीडिया सबसे उपयुक्त है?
सैंडब्लास्टिंग पेंट या एनोडाइजिंग जैसी आगामी कोटिंग्स की एडहेज़न कैसे सुधारती है?
क्या सैंडब्लास्टिंग सभी प्रकार की CNC सामग्री के लिए उपयुक्त है, जिसमें प्लास्टिक्स और गैर-धात्विक भाग शामिल हैं?
