हिन्दी
कस्टम ऑनलाइन CNC बोरिंग निर्माण सेवा
हमारी कस्टम ऑनलाइन CNC बोरिंग निर्माण सेवा जटिल हिस्सों के लिए प्रिसिजन बोरिंग प्रदान करती है, कसी हुई सहिष्णुता और चिकनी फिनिश के साथ। हम ऑनलाइन ऑर्डरिंग, तेज़ टर्नअराउंड, और अनुकूलन विकल्प प्रदान करते हैं, जो विभिन्न औद्योगिक अनुप्रयोगों के लिए उच्च गुणवत्ता, लागत-कुशल समाधान सुनिश्चित करते हैं।
- त्वरित बोरिंग प्रोटोटाइपिंग सेवा
- कम मात्रा CNC बोरिंग सेवा
- CNC बोरिंग मास प्रोडक्शन सेवा
- वन स्टॉप CNC बोरिंग सेवा

नि:शुल्क कोटेशन के लिए हमें अपनी डिज़ाइन और विशिष्टताएँ भेजें
सभी अपलोड की गई फ़ाइलें सुरक्षित और गोपनीय हैं
CNC बोरिंग निर्माण क्या है
CNC बोरिंग निर्माण में मौजूदा छिद्रों का CNC मशीनरी का उपयोग करके प्रिसिजन से बड़ा और आकार देना शामिल है। यह प्रक्रिया कसी हुई सहिष्णुता, चिकनी फिनिश, और बेहतर छिद्र सटीकता सुनिश्चित करती है, जो सिलेंडरियकल पार्ट्स बनाने, माप सहिष्णुता सुधारने, और उच्च गुणवत्ता के परिणाम प्राप्त करने के लिए आदर्श है।

प्रिसिजन CNC बोरिंग के लिए प्रमुख सामग्री
CNC बोरिंग आमतौर पर विभिन्न सामग्री पर किया जाता है, प्रत्येक की अनूठी विशेषताएं होती हैं। सुपरअलॉय और टाइटेनियम उच्च तापमान अनुप्रयोगों के लिए उपयोग किए जाते हैं, जबकि एल्यूमिनियम, कॉपर, ब्रास, और ब्रॉन्ज उत्कृष्ट मशीनबिलिटी और जंग प्रतिरोध प्रदान करते हैं। कार्बन और स्टेनलेस स्टील मजबूती और टिकाऊपन प्रदान करते हैं, जबकि प्लास्टिक और सिरैमिक विशेष उद्योगों में हल्के और प्रिसिजन कंपोनेंट्स के लिए आदर्श हैं।

CNC बोरिंग पार्ट्स के लिए सतह की फिनिशिंग
CNC बोरिंग पार्ट्स के लिए सतह की फिनिशिंग मशीन किए गए कंपोनेंट्स की कार्यक्षमता और सौंदर्यशास्त्र को बढ़ाती है। विकल्पों में पॉलिश्ड, ग्राउंड, और स्मूथ फिनिश शामिल हैं, जो कसी हुई सहिष्णुता, घर्षण में कमी, और इष्टतम प्रदर्शन सुनिश्चित करते हैं। ये फिनिशिंग विभिन्न उद्योगों में प्रिसिजन पार्ट्स के लिए आवश्यक हैं।

और जानें
थर्मल कोटिंग

और जानें
जैसे मशीनिंग की गई फिनिश

और जानें
पेंटिंग

और जानें
PVD (फिजिकल वेपर डिपोजिशन)

और जानें
सैंडब्लास्टिंग

और जानें
इलेक्ट्रोप्लेटिंग

और जानें
पॉलिशिंग

और जानें
एनोडाइजिंग

और जानें
पाउडर कोटिंग

और जानें
इलेक्ट्रोपॉलिशिंग

और जानें
पासिवेशन

और जानें
ब्रशिंग

और जानें
ब्लैक ऑक्साइड

और जानें
हीट ट्रीटमेंट

और जानें
थर्मल बैरियर कोटिंग (TBC)

और जानें
टम्बलिंग

और जानें
एलोडिन कोटिंग

और जानें
क्रोम प्लेटिंग

और जानें
फॉस्फेटिंग

और जानें
नाइट्राइडिंग

और जानें
गैल्वेनाइजिंग

और जानें
UV कोटिंग

और जानें
लैकर कोटिंग

और जानें
टैफलॉन कोटिंग
कस्टम CNC बोरिंग पार्ट्स गैलरी
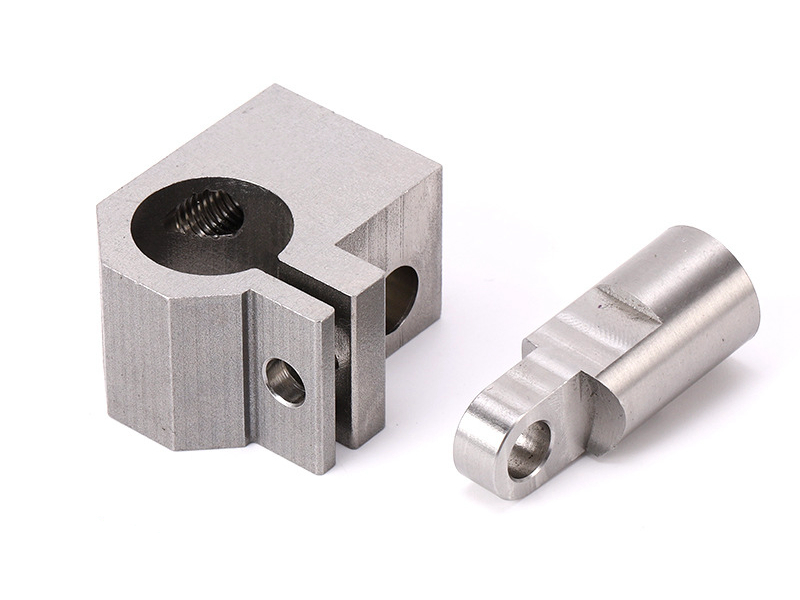
हमारी कस्टम CNC बोरिंग पार्ट्स गैलरी में सटीक इंजीनियर किए गए कंपोनेंट्स जैसे सिलेंडर, हाउसिंग, और शाफ्ट शामिल हैं, जो विभिन्न उद्योगों के लिए तैयार किए गए हैं। प्रत्येक पार्ट में कसी हुई सहिष्णुता, चिकनी फिनिश, और असाधारण गुणवत्ता प्रदर्शित होती है, जो हमारे उन्नत CNC बोरिंग निर्माण समाधान में विशेषज्ञता को दर्शाती है।












आज ही नया प्रोजेक्ट शुरू करें
CNC बोरिंग सहिष्णुता सुझाव
CNC बोरिंग सहिष्णुता सुझाव मशीनिंग में सटीकता और स्थिरता सुनिश्चित करते हैं। सामान्य अनुप्रयोगों के लिए, ±0.1 मिमी सहिष्णुता मानक है, जबकि उच्च-प्रिसिजन पार्ट्स के लिए ±0.02 मिमी से ±0.05 मिमी तक की आवश्यकता होती है। ये दिशानिर्देश जटिल कंपोनेंट्स के लिए इष्टतम फिट, प्रदर्शन, और सतह गुणवत्ता की गारंटी देते हैं।
CNC बोरिंग डिजाइन दिशानिर्देश
CNC बोरिंग डिजाइन दिशानिर्देश सटीक और कार्यात्मक कंपोनेंट्स प्राप्त करने के लिए आवश्यक सर्वोत्तम प्रथाओं को रेखांकित करते हैं। मुख्य विचारों में इष्टतम रेडियस, होल डाइमेंशन्स, वॉल थिकनेस, सतह फिनिश, और टूल एक्सेस शामिल हैं, जो CNC बोरिंग ऑपरेशनों में सटीकता, दक्षता, और गुणवत्ता सुनिश्चित करते हैं।
Frequently Asked Questions
संबंधित संसाधन एक्सप्लोर करें



Neway Precision Works Ltd.
नं.3 लेफुशान इंडस्ट्री वेस्ट रोड
फेंगगांग, डोंगगुआन, चीन
पिन 523000
समाधान
Copyright © 2026 Machining Precision Works Ltd.All Rights Reserved.