Português
Soluções para Fabricação de Peças Personalizadas
Serviço de Fabricação de Componentes Nucleares
A Neway é especializada em fabricação de componentes nucleares, oferecendo serviços de Usinagem CNC, Impressão 3D, Fundição a Vácuo e Fundição por Cera Perdida. Fornecemos componentes de alta precisão e durabilidade, projetados para atender aos rigorosos requisitos da indústria nuclear.
Usinagem Personalizada de Componentes Nucleares
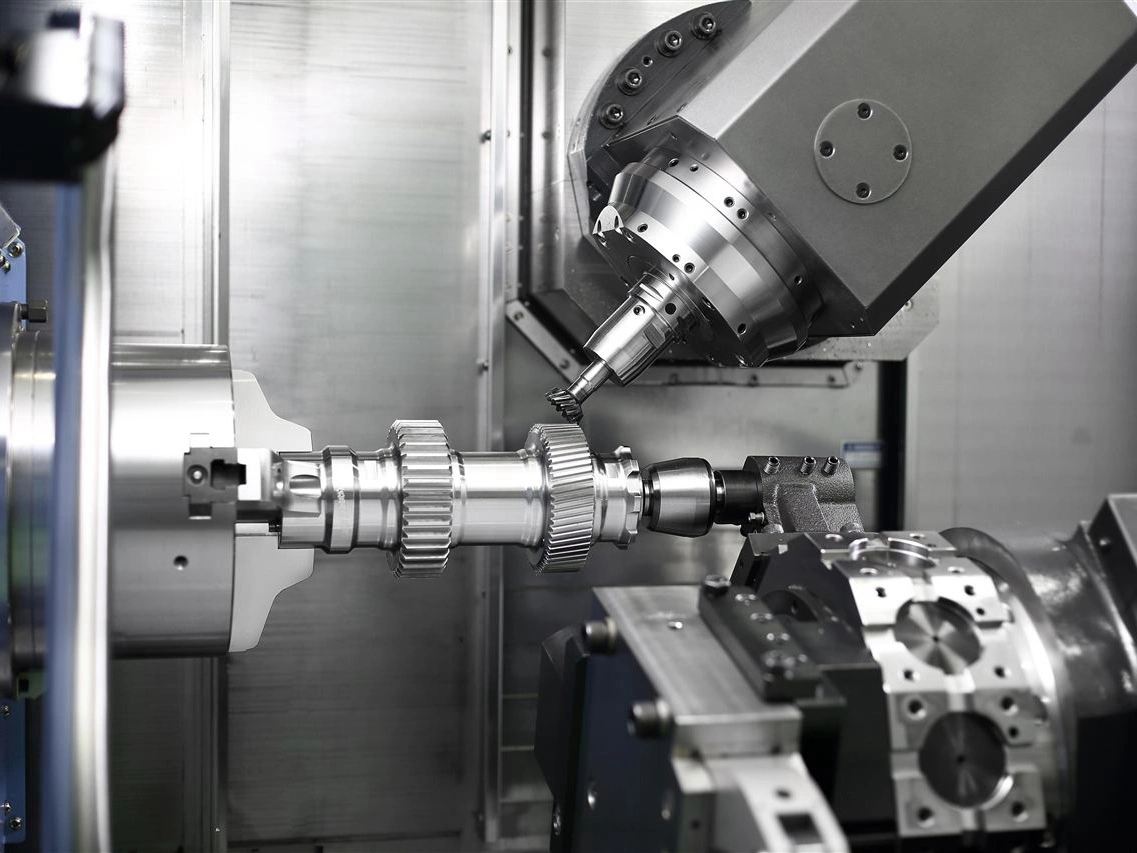
A usinagem personalizada de componentes nucleares envolve a fabricação precisa de peças usadas em reatores nucleares e sistemas relacionados. Utilizando técnicas avançadas de CNC como fresamento, torneamento e EDM, esses componentes são produzidos com alta precisão e confiabilidade. Garantindo estrita aderência aos padrões de segurança e qualidade, este processo assegura desempenho e durabilidade em aplicações nucleares críticas.
Seleção de Materiais Nucleares
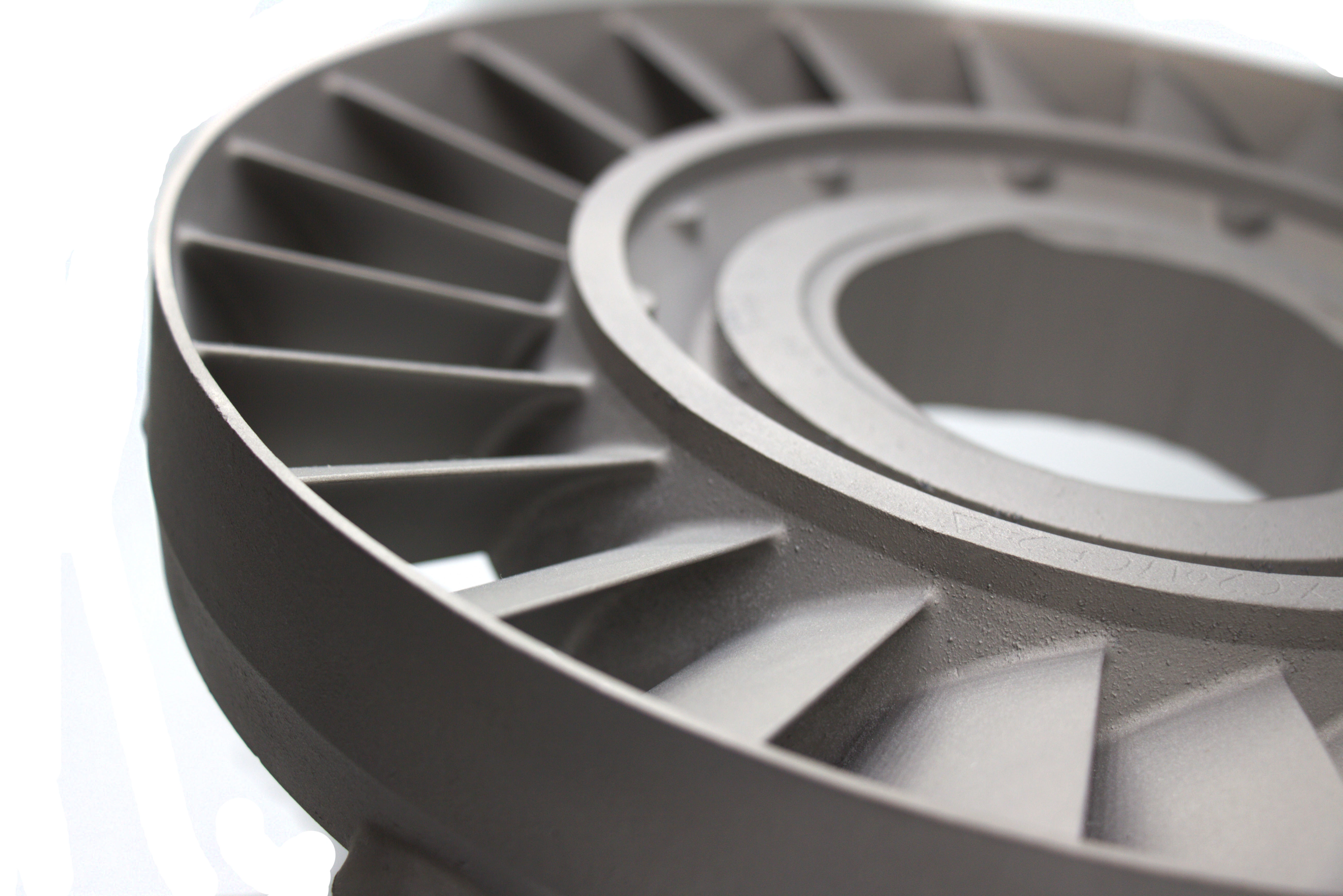
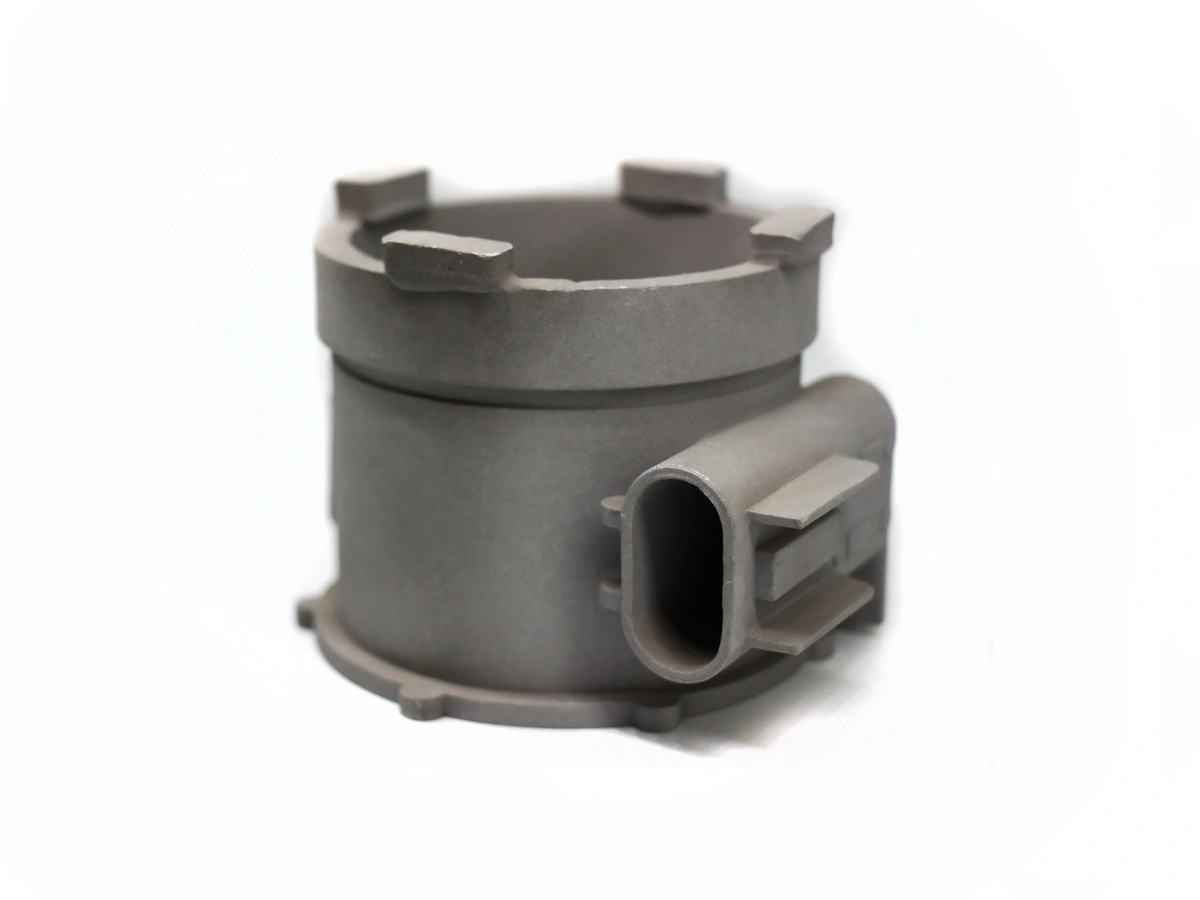
A fabricação de peças nucleares requer materiais capazes de suportar temperaturas extremas, radiação e corrosão. Superligas, titânio, aço inoxidável e cerâmicas são comumente usados para componentes de reatores, trocadores de calor e blindagens. Os materiais devem oferecer integridade estrutural e durabilidade para operação segura e prolongada em ambientes nucleares.
Tratamento de Superfície Típico para Peças Nucleares
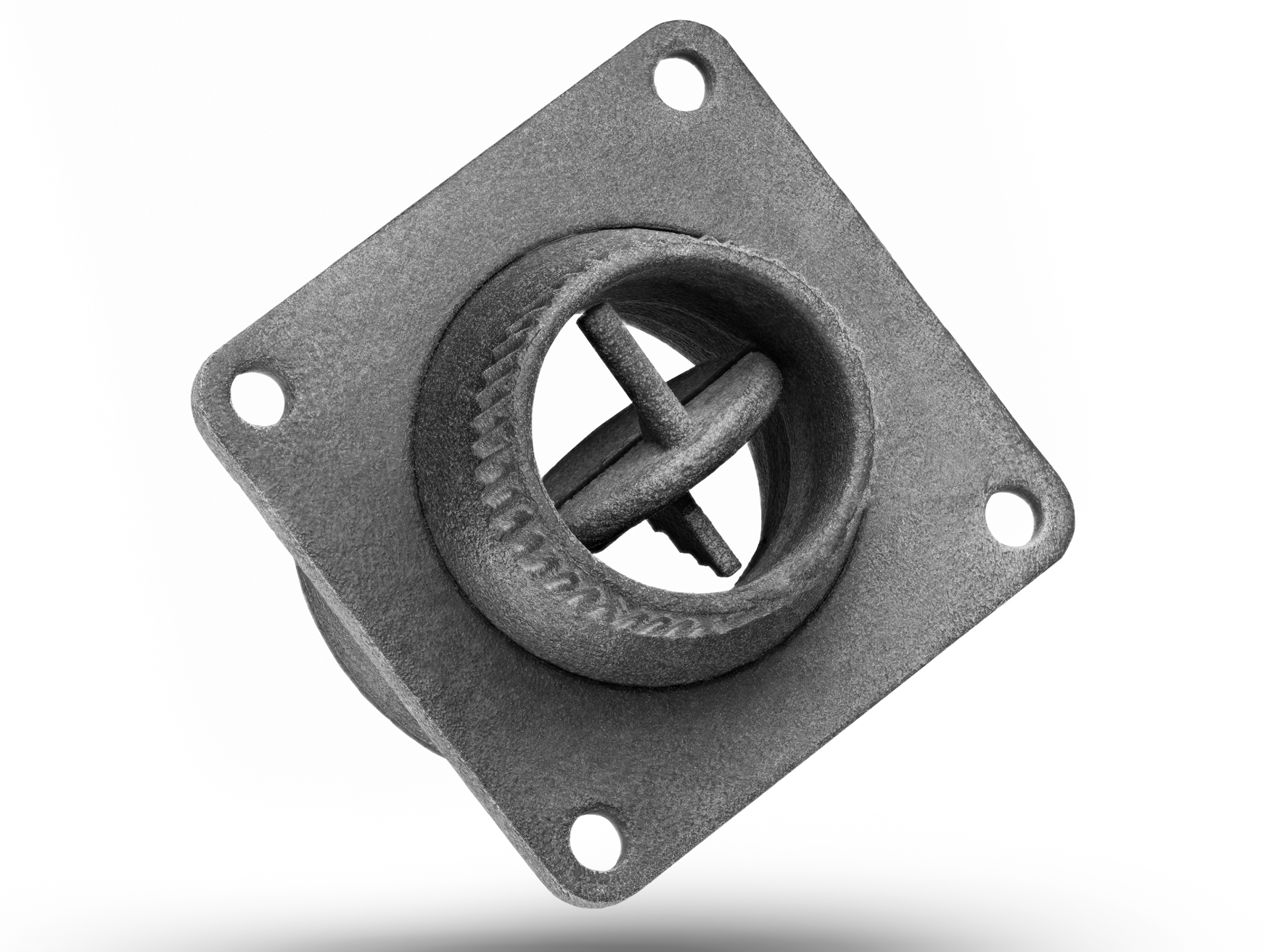
Tratamentos típicos de superfície para peças nucleares incluem revestimentos e processos como anodização, PVD, passivação, eletrodeposição e revestimentos de barreira térmica (TBC). Esses tratamentos aumentam a resistência à corrosão, melhoram as propriedades de desgaste e garantem segurança sob condições extremas. Técnicas como nitretação, fosfatização e óxido negro são usadas para durabilidade, enquanto revestimentos UV, verniz e Teflon fornecem proteção adicional em ambientes de radiação.

Saber Mais
Revestimento Térmico

Saber Mais
Acabamento Usinado

Saber Mais
Pintura

Saber Mais
PVD (Deposição Física de Vapor)

Saber Mais
Jateamento de Areia

Saber Mais
Eletrodeposição

Saber Mais
Polimento

Saber Mais
Anodização

Saber Mais
Pintura Eletrostática

Saber Mais
Eletropolimento

Saber Mais
Passivação

Saber Mais
Escovação

Saber Mais
Óxido Negro

Saber Mais
Tratamento Térmico

Saber Mais
Revestimento de Barreira Térmica (TBC)

Saber Mais
Tumbling

Saber Mais
Alodine

Saber Mais
Cromagem

Saber Mais
Fosfatização

Saber Mais
Nitretação

Saber Mais
Galvanização

Saber Mais
Revestimento UV

Saber Mais
Revestimento de Verniz

Saber Mais
Revestimento de Teflon
Usinagem CNC em Componentes da Indústria Nuclear
A usinagem CNC desempenha um papel vital na fabricação de componentes para usinas nucleares, como núcleos de reatores, sistemas de blindagem e sistemas de controle, garantindo segurança crítica e eficiência operacional.







Comece um novo projeto hoje
Guia de Design para Componentes Nucleares
O design de componentes nucleares exige controle rigoroso de materiais, confiabilidade estrutural e conformidade regulatória sob condições extremas de radiação e temperatura. Este guia apresenta práticas de engenharia alinhadas aos padrões globais de segurança nuclear.
Considerações para Fabricação Personalizada de Componentes Nucleares
A fabricação personalizada de componentes nucleares exige os mais altos padrões de integridade do material, precisão e conformidade. Este guia detalha considerações críticas para fabricar peças nucleares confiáveis e em conformidade.
Frequently Asked Questions
Explorar recursos relacionados


Neway Precision Works Ltd.
N.º 3, Rua Industrial Oeste de Lefushan
Fenggang, Dongguan, China
Código Postal 523000
Soluções
Copyright © 2026 Machining Precision Works Ltd.All Rights Reserved.