Português
Serviço personalizado online de usinagem CNC em latão
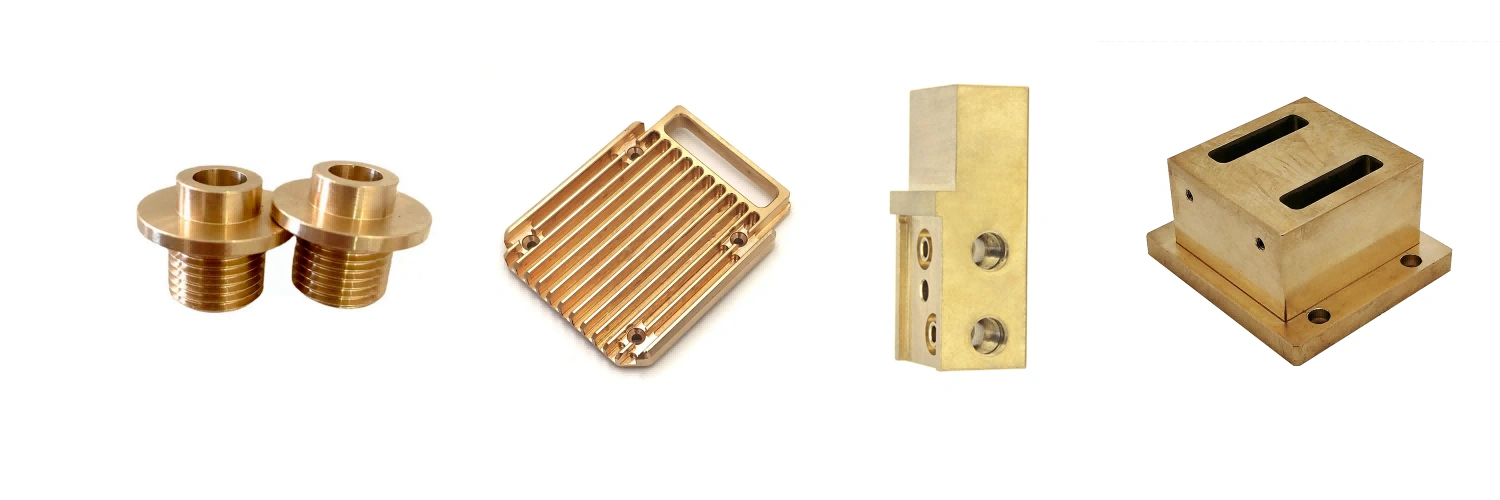
Nosso serviço personalizado online de usinagem CNC em latão oferece fabricação precisa de componentes em latão conforme suas especificações. Ideal para várias aplicações, incluindo eletrônicos, automotiva e hidráulica, garantimos peças de alta qualidade, econômicas, com rápido tempo de entrega e preços competitivos.
- Serviço de prototipagem rápida CNC em latão
- Serviço de usinagem CNC em latão para baixo volume
- Produção em massa de usinagem CNC em latão
- Serviço de usinagem em latão One Stop
Envie-nos os seus desenhos e especificações para um orçamento gratuito
Todos os ficheiros carregados são seguros e confidenciais
Conheça sobre a usinagem CNC em latão
A usinagem CNC em latão envolve a fabricação precisa de componentes de latão com alta usinabilidade, oferecendo excelentes acabamentos superficiais e tolerâncias apertadas. É comumente usada para peças de eletrônicos, automotivas e hidráulicas, combinando durabilidade com facilidade de processamento para uma produção eficiente e econômica.

Ligas Típicas de Latão na Usinagem CNC
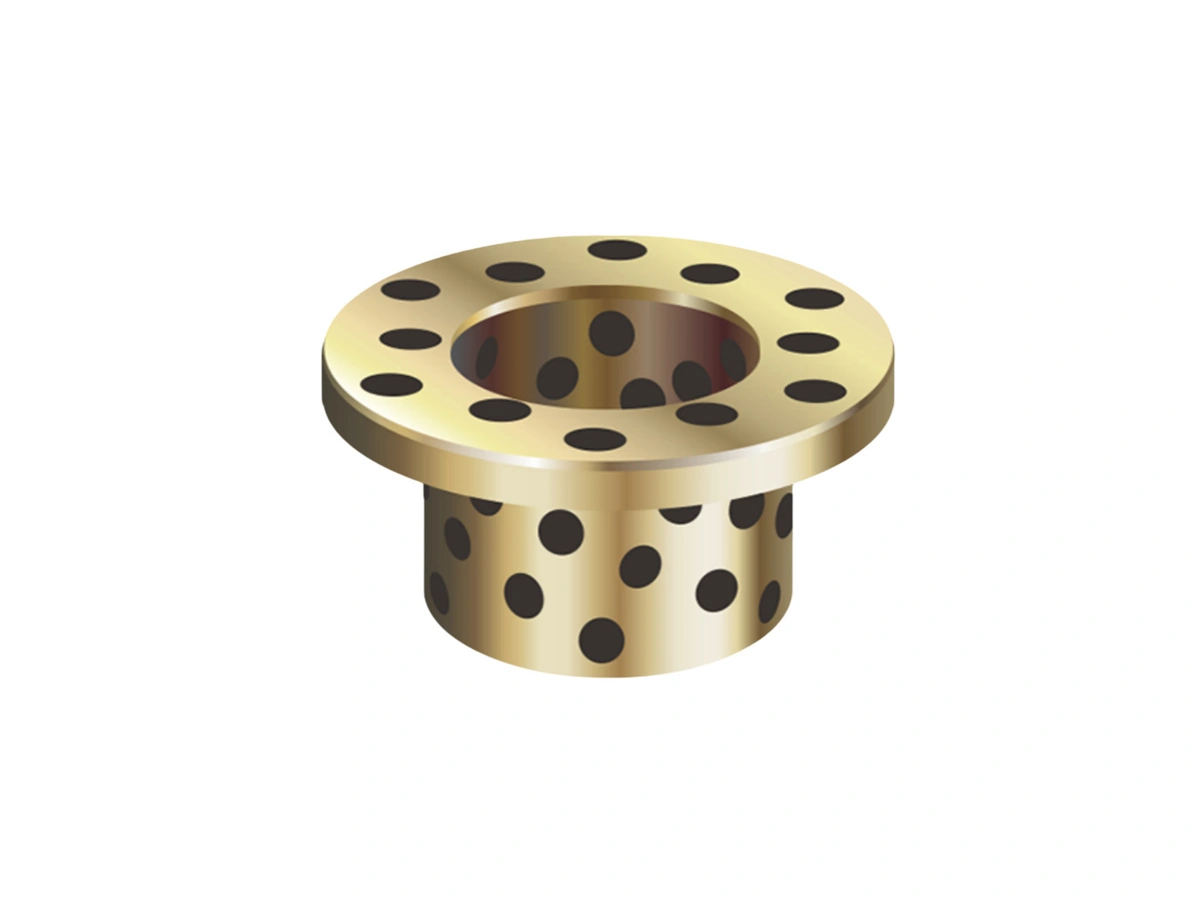
As ligas de latão típicas usadas na usinagem CNC incluem C360, C260, C270 e C377, oferecendo excelente usinabilidade, resistência à corrosão e condutividade elétrica. Estas ligas são ideais para a produção de componentes como conectores, válvulas, acessórios e fixadores, com uma ampla gama de aplicações industriais.
Tratamento de Superfície para Componentes de Latão Usinados por CNC
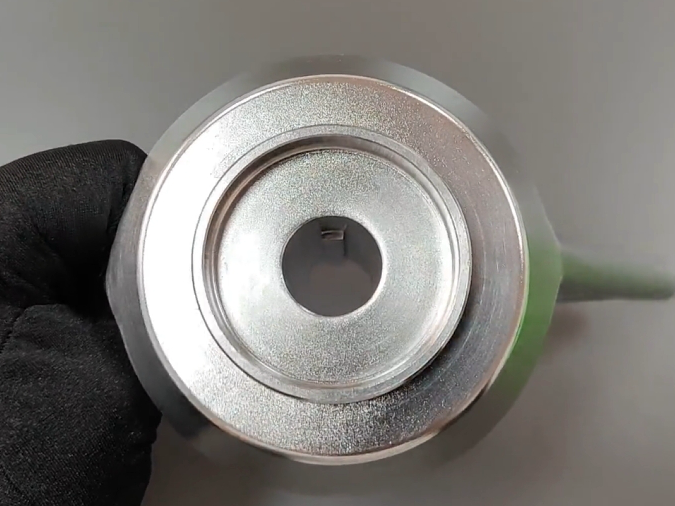
Os tratamentos de superfície para componentes de latão usinados por CNC, como eletrodeposição, anodização e passivação, melhoram a resistência à corrosão, aprimoram a estética e aumentam a durabilidade. Esses processos são essenciais para aplicações em eletrônica, encanamento, automotiva e decorativa, garantindo desempenho ideal e longevidade.

Estudo de Caso de Usinagem CNC de Latão Personalizado
Este estudo de caso de usinagem CNC de latão personalizado demonstra a precisão e versatilidade dos componentes de latão para aplicações especializadas. O projeto destaca processos de usinagem otimizados, soluções econômicas e resultados bem-sucedidos para indústrias como eletrônica, automotiva e encanamento, entregando peças de alta qualidade.







Comece um novo projeto hoje
Sugestão de Parâmetros para Usinagem CNC de Latão
Os parâmetros de usinagem CNC de latão otimizam a eficiência, vida útil da ferramenta e qualidade da peça. As principais considerações incluem potência do spindle, taxa de avanço, profundidade de corte, material da ferramenta e tipo de fluido refrigerante. Ajustar esses parâmetros garante usinagem suave, acabamentos precisos e resultados consistentes para peças de ligas de latão.
Sugestões de Tolerância para Usinagem CNC de Latão
As sugestões de tolerância para usinagem CNC de latão garantem precisão, eficiência e integridade da peça. As tolerâncias recomendadas variam de ±0,1 mm para aplicações gerais a limites mais rigorosos para componentes de alta precisão. Considerações incluem espessura da parede, tamanho do furo, dimensões da peça e volume de produção para resultados ideais.
Frequently Asked Questions
Explorar recursos relacionados



Neway Precision Works Ltd.
N.º 3, Rua Industrial Oeste de Lefushan
Fenggang, Dongguan, China
Código Postal 523000
Soluções
Copyright © 2026 Machining Precision Works Ltd.All Rights Reserved.