Português
Soluções para Fabricação de Peças Personalizadas
Serviço de Fabricação de Peças para Equipamentos Industriais
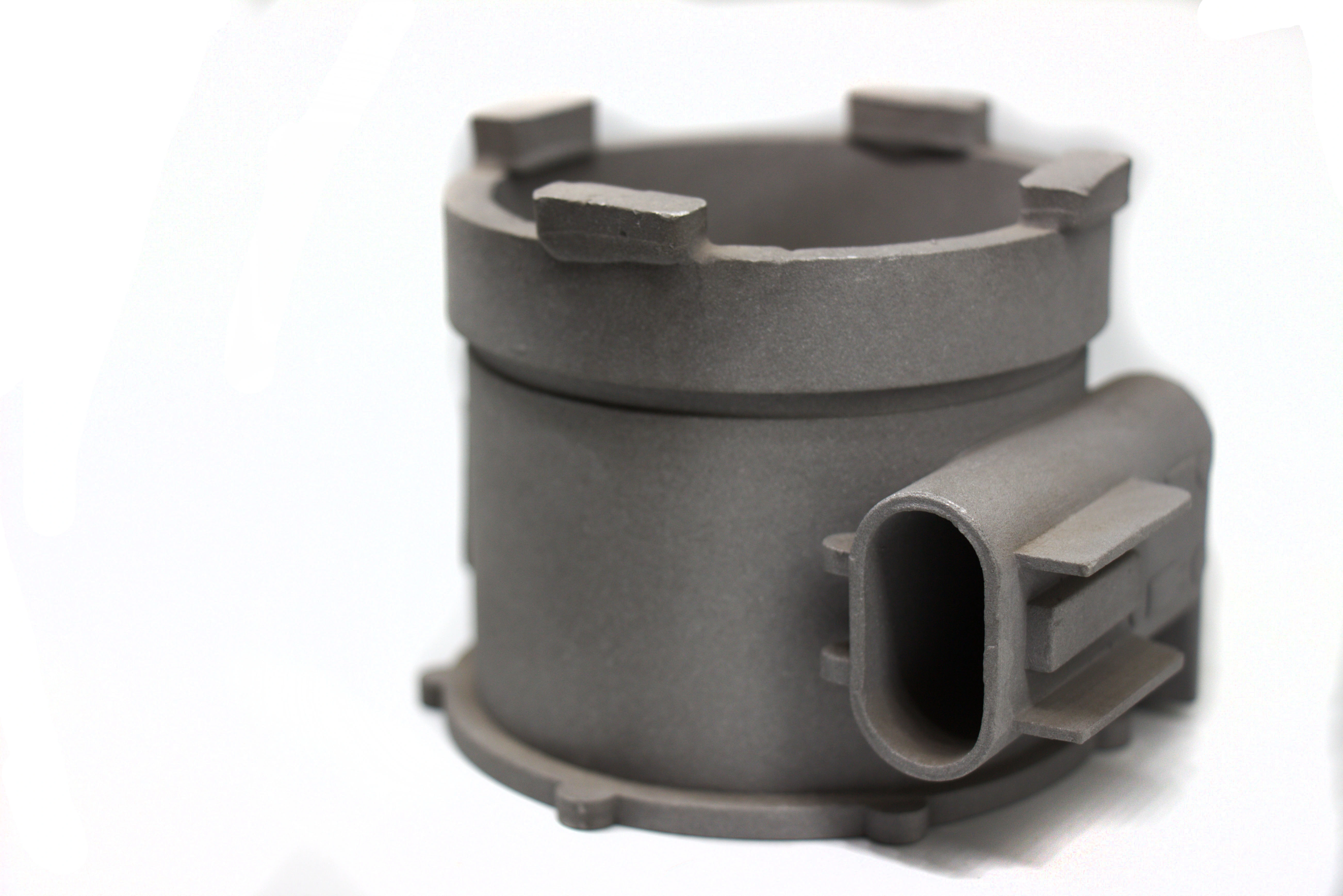
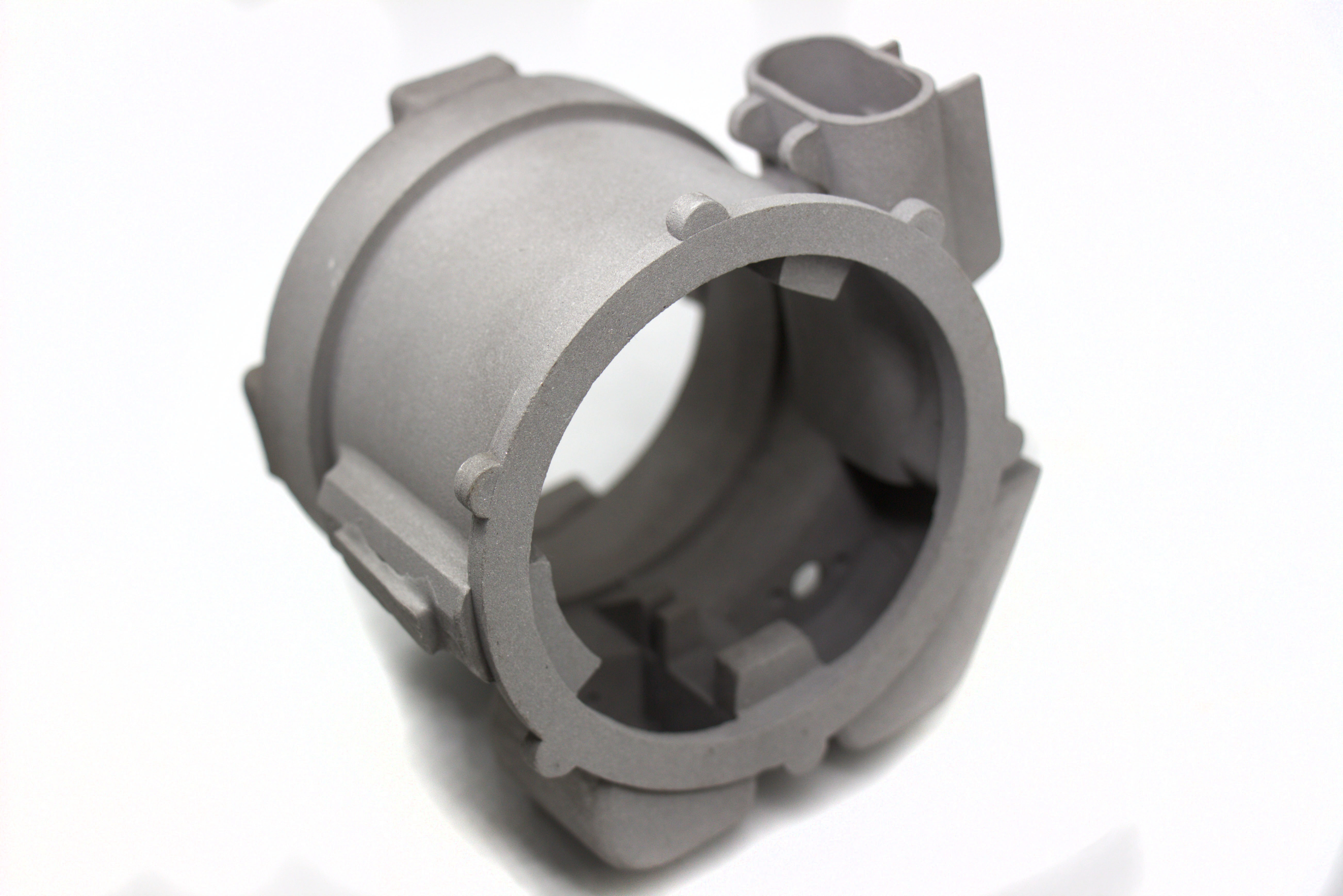
A Neway oferece fabricação de peças para equipamentos industriais, incluindo usinagem CNC, impressão 3D, fundição a vácuo, fundição sob pressão e moldagem por injeção. Fornecemos componentes duráveis e de alta precisão projetados para atender às exigências rigorosas das aplicações industriais.
Usinagem de Peças para Equipamentos Industriais
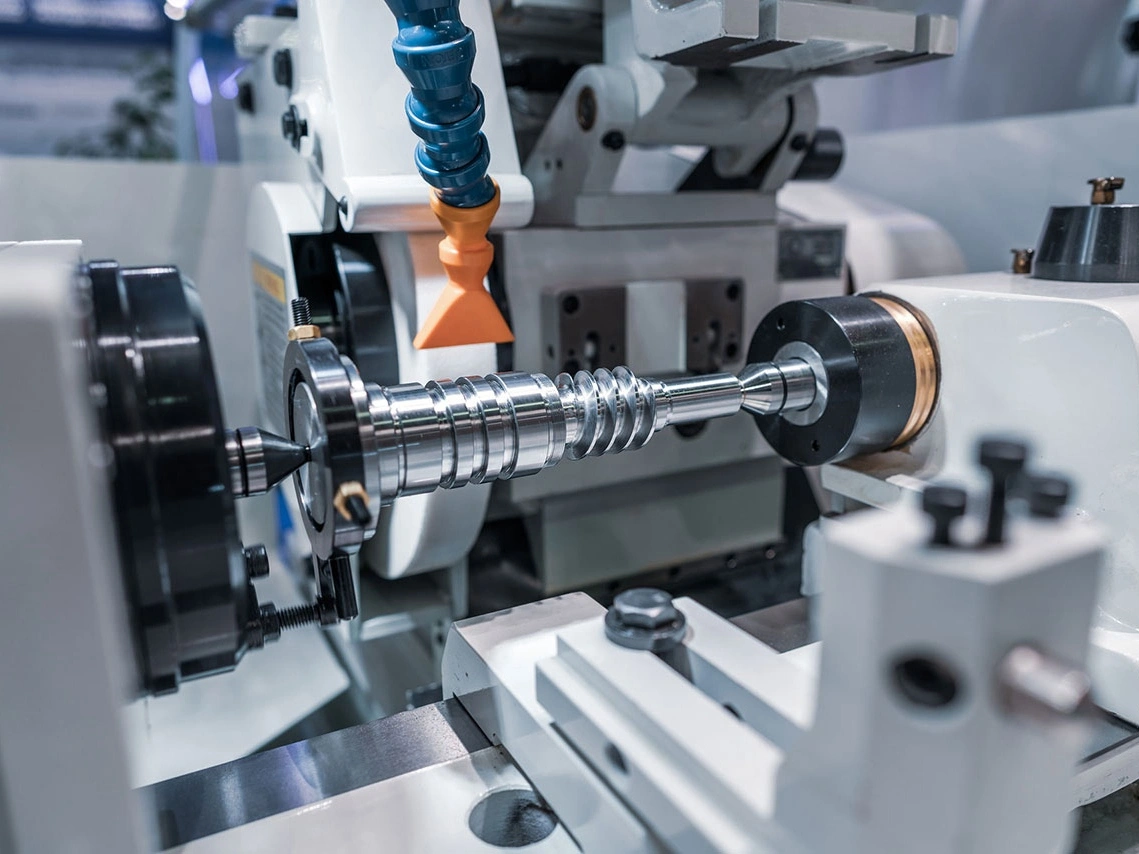
A usinagem de peças para equipamentos industriais envolve processos precisos como fresamento CNC, torneamento, furação, mandrilamento, retificação e eletroerosão para criar componentes de alta qualidade. Utilizando técnicas de usinagem multi-eixo e de precisão, esses serviços garantem a produção de peças complexas e exatas para máquinas industriais. O resultado são peças duráveis e confiáveis, otimizadas para desempenho e longevidade em aplicações exigentes.
Seleção de Materiais para Equipamentos Industriais
A fabricação de equipamentos industriais requer materiais duráveis capazes de suportar alta tensão e ambientes severos. Materiais chave incluem superligas para resistência a altas temperaturas, titânio para relação resistência-peso, aço inoxidável para resistência à corrosão, alumínio para componentes leves e plásticos para aplicações não estruturais, isolantes ou de vedação.
Tratamentos de Superfície Típicos para Peças de Equipamentos Industriais
Tratamentos de superfície típicos para peças de equipamentos industriais incluem anodização, eletrodeposição, pintura em pó e PVD para melhorar durabilidade, resistência à corrosão e aparência estética. Métodos como jateamento, passivação e polimento melhoram o acabamento, enquanto tratamentos térmicos e revestimentos térmicos proporcionam estabilidade térmica. Esses tratamentos garantem desempenho eficiente em condições industriais exigentes.

Saber Mais
Revestimento Térmico

Saber Mais
Acabamento Conforme Usinado

Saber Mais
Pintura

Saber Mais
PVD (Deposição Física de Vapor)

Saber Mais
Jateamento

Saber Mais
Eletrodeposição

Saber Mais
Polimento

Saber Mais
Anodização

Saber Mais
Pintura em Pó

Saber Mais
Eletropolimento

Saber Mais
Passivação

Saber Mais
Escovação

Saber Mais
Óxido Negro

Saber Mais
Tratamento Térmico

Saber Mais
Revestimento de Barreira Térmica (TBC)

Saber Mais
Desbarbação e Polimento por Tumbling

Saber Mais
Revestimento Alodine

Saber Mais
Cromagem

Saber Mais
Fosfatização

Saber Mais
Nitretação

Saber Mais
Galvanização

Saber Mais
Revestimento UV

Saber Mais
Revestimento de Verniz

Saber Mais
Revestimento de Teflon
Peças para Equipamentos Industriais Usinadas CNC
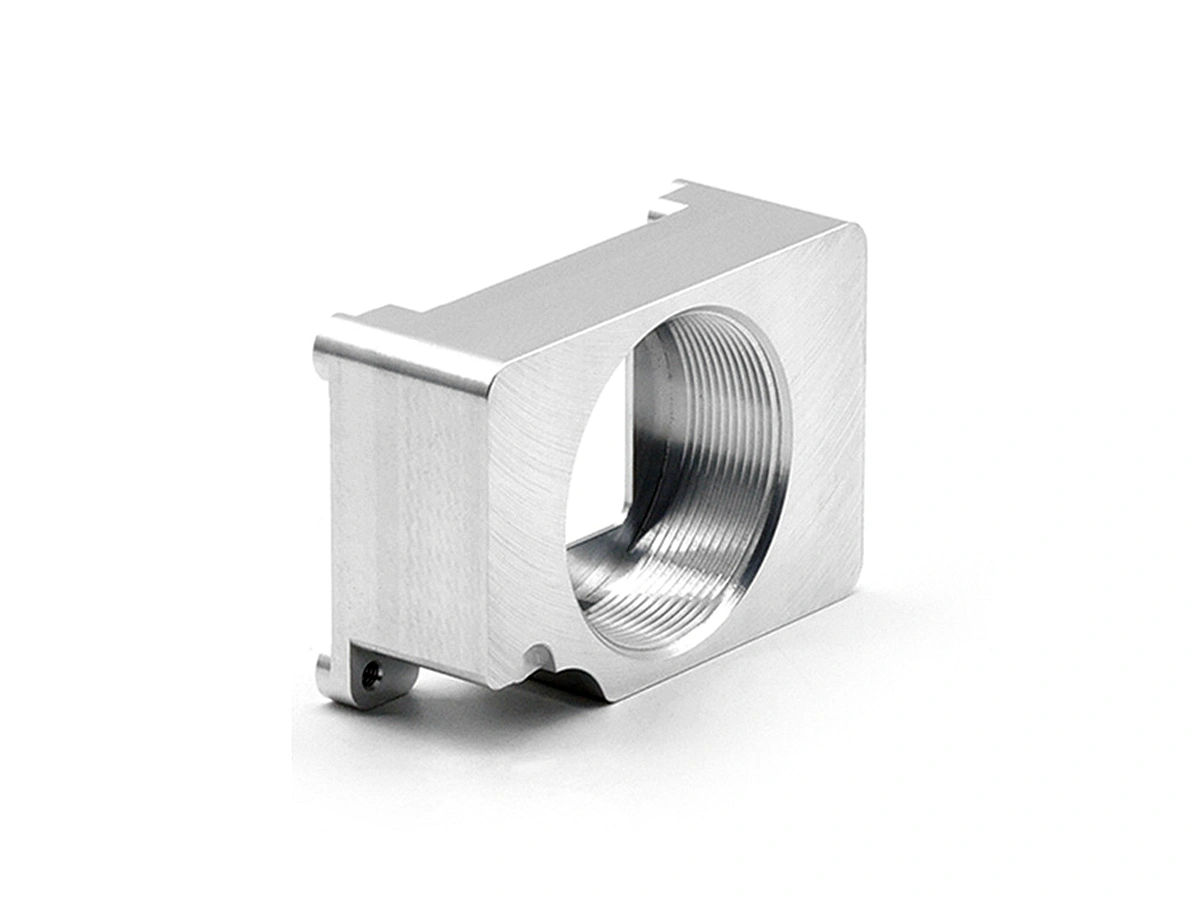
Equipamentos industriais se beneficiam da usinagem CNC para produzir peças como bombas, válvulas e compressores, oferecendo componentes de alta resistência e engenharia precisa que garantem operação suave e longa vida útil.







Comece um novo projeto hoje
Guia de Projeto para Peças de Equipamentos Industriais
Peças para equipamentos industriais requerem estratégias de design que assegurem alta integridade estrutural, precisão na fabricação, facilidade de manutenção e conformidade. Este guia detalha as melhores práticas para componentes submetidos a altas cargas, usinagem de precisão e operação em campo.
Considerações para Fabricação de Peças Personalizadas para Equipamentos Industriais
A fabricação precisa de peças personalizadas para equipamentos industriais requer materiais robustos, estabilidade de processo, tolerâncias apertadas e conformidade global. Este guia descreve princípios de produção orientados pela engenharia para peças de alto desempenho e escaláveis.
Frequently Asked Questions
Explorar recursos relacionados




Neway Precision Works Ltd.
N.º 3, Rua Industrial Oeste de Lefushan
Fenggang, Dongguan, China
Código Postal 523000
Soluções
Copyright © 2026 Machining Precision Works Ltd.All Rights Reserved.