Português
Serviço de Usinagem de Descarga Elétrica de Precisão (EDM)
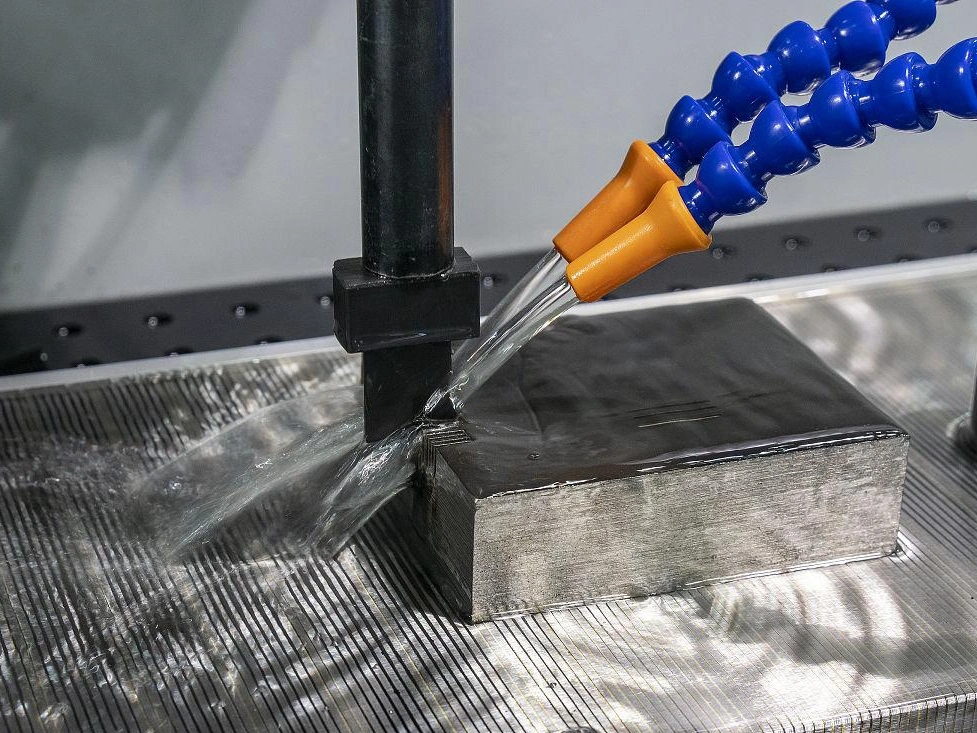
O serviço de Usinagem de Descarga Elétrica de Precisão (EDM) utiliza faíscas elétricas controladas para usinar com precisão materiais duros e formas complexas. Ideal para designs intrincados, tolerâncias rigorosas e materiais difíceis de usinar, o EDM garante alta precisão, acabamentos suaves e mínima deformação do material na fabricação.
- Serviço Rápido de Prototipagem EDM
- Serviço EDM de Baixo Volume
- Serviço de Produção em Massa EDM
- Serviço EDM Completo
Envie-nos os seus desenhos e especificações para um orçamento gratuito
Todos os ficheiros carregados são seguros e confidenciais
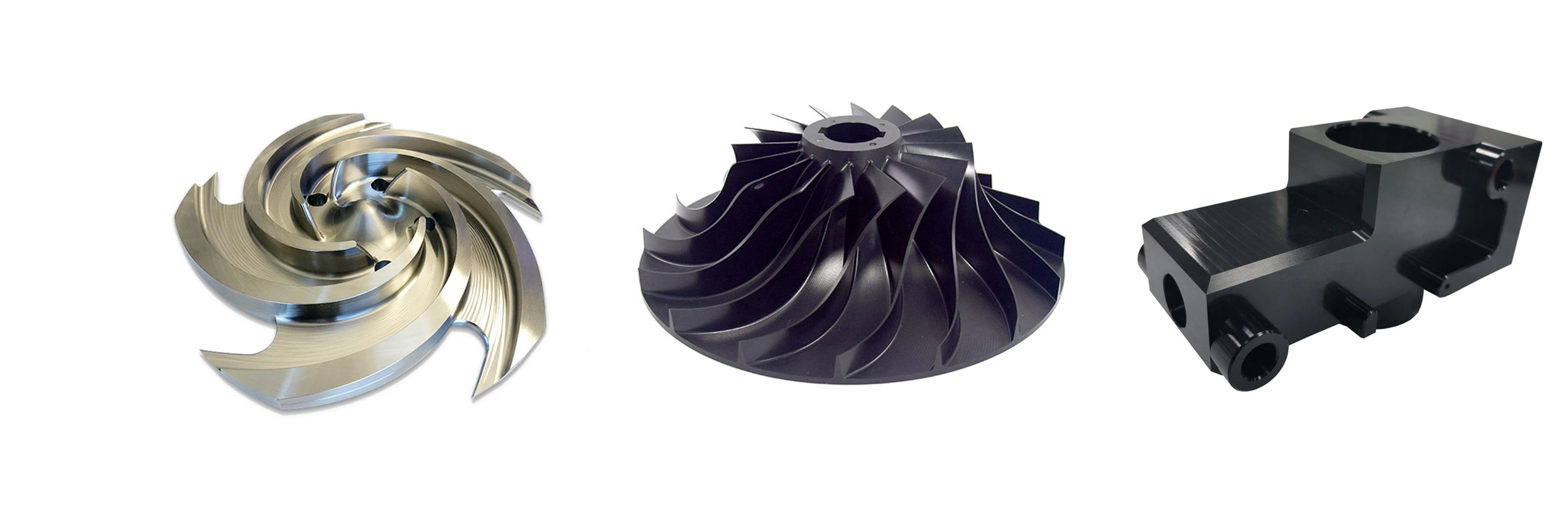
Aplicações da Usinagem de Descarga Elétrica (EDM)
As aplicações da Usinagem de Descarga Elétrica (EDM) envolvem a criação de componentes intricados e de alta precisão através da erosão de materiais duros com faíscas elétricas. Ideal para formas complexas, tolerâncias rigorosas e materiais resistentes, o EDM é amplamente utilizado nas indústrias aeroespacial, médica, automotiva e de ferramentaria.
Materiais para Usinagem de Descarga Elétrica
A Usinagem de Descarga Elétrica (EDM) é utilizada para modelar com precisão materiais duros como superligas, titânio e aço inoxidável. Também é eficaz na usinagem de metais condutores como alumínio, cobre, latão e bronze. O EDM pode processar diversos materiais, incluindo aço carbono, plásticos e cerâmicas, oferecendo versatilidade na fabricação de componentes complexos com alta precisão e mínimo estresse no material.

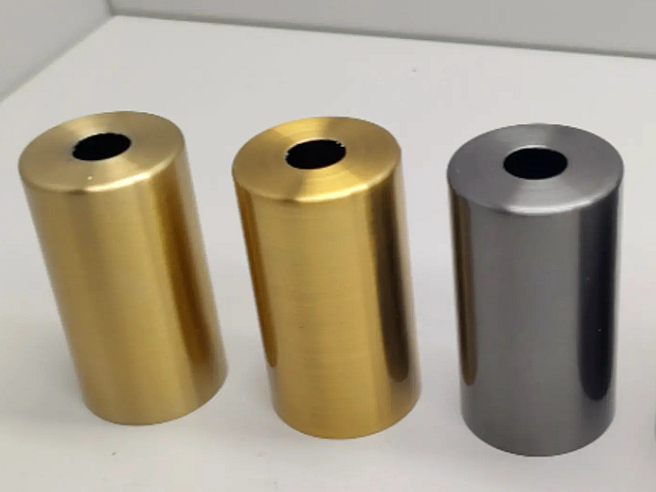
Tratamento de Superfície para Peças EDM
O tratamento de superfície para peças EDM melhora a durabilidade, resistência à corrosão e a aparência. Técnicas como polimento, revestimento e nitretação aprimoram a integridade da superfície, reduzem o desgaste e estendem a vida útil dos componentes fabricados por EDM, garantindo desempenho ideal em aplicações industriais exigentes.

Saber Mais
Revestimento térmico com resistência térmica aprimorada

Saber Mais
Acabamento conforme usinado

Saber Mais
Pintura

Saber Mais
PVD (Deposição Física de Vapor)

Saber Mais
Jateamento de areia

Saber Mais
Eletrodeposição

Saber Mais
Polimento

Saber Mais
Anodização

Saber Mais
Revestimento em pó

Saber Mais
Eletropolimento

Saber Mais
Passivação

Saber Mais
Escovação

Saber Mais
Óxido negro

Saber Mais
Tratamento térmico

Saber Mais
Revestimento de Barreira Térmica (TBC)

Saber Mais
Desbarbamento e polimento por tamboreamento

Saber Mais
Alodine

Saber Mais
Cromagem

Saber Mais
Fosfatização

Saber Mais
Nitretação

Saber Mais
Galvanização

Saber Mais
Revestimento UV

Saber Mais
Revestimento com verniz

Saber Mais
Revestimento de Teflon
Comece um novo projeto hoje
Sugestões de Tolerância para Usinagem EDM
As sugestões de tolerância para usinagem EDM fornecem orientações para alcançar alta precisão em componentes complexos. Ao selecionar tolerâncias apropriadas—como ±0,1 mm para uso geral e ±0,005 mm para peças de alta precisão—os fabricantes podem otimizar o desempenho, minimizar erros e atender a requisitos rigorosos de projeto.
Diretrizes de Projeto para Usinagem EDM
As diretrizes de projeto para usinagem EDM garantem produção eficiente e precisa de peças complexas. Considerando fatores como design do eletrodo, raios, posicionamento de furos, acabamento superficial e tolerância, os fabricantes podem alcançar resultados ótimos, reduzir o desgaste das ferramentas e atender eficazmente aos requisitos de alta precisão.
Frequently Asked Questions
Explorar blogs relacionados



Explorar recursos relacionados


Neway Precision Works Ltd.
N.º 3, Rua Industrial Oeste de Lefushan
Fenggang, Dongguan, China
Código Postal 523000
Soluções
Copyright © 2026 Machining Precision Works Ltd.All Rights Reserved.