Português
Serviço Personalizado de Usinagem CNC em Bronze Online
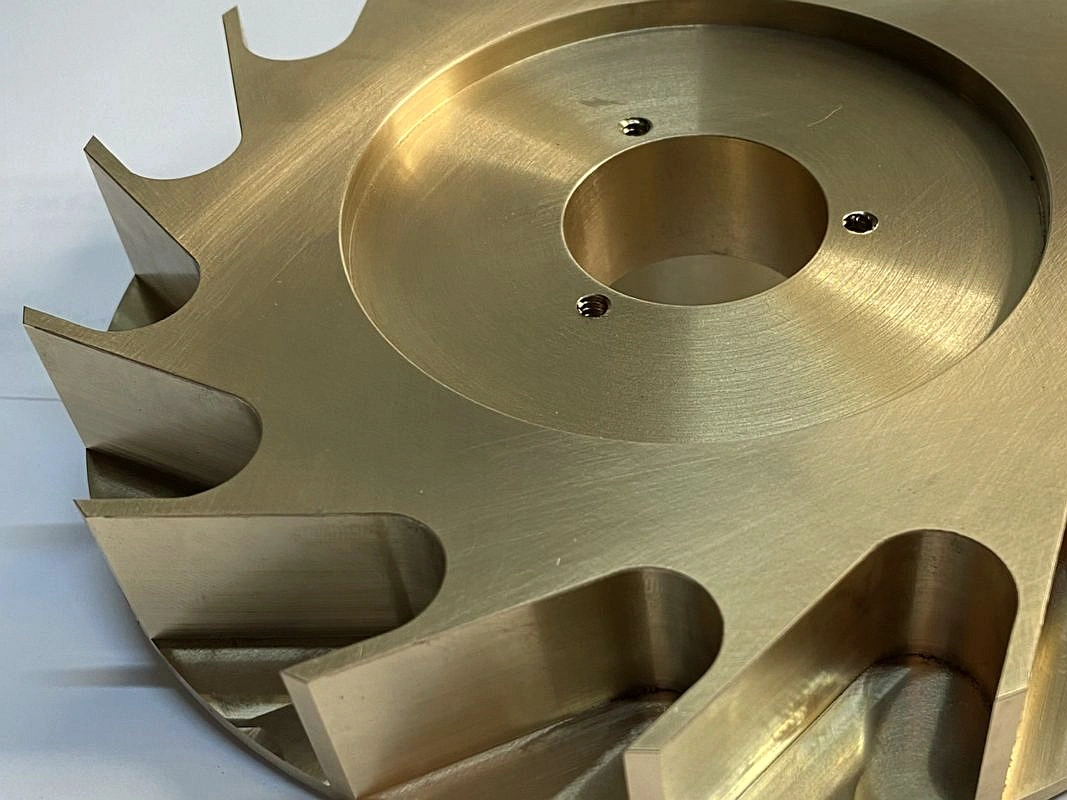
Nosso serviço personalizado de usinagem CNC em bronze online oferece usinagem de precisão para várias ligas de bronze, incluindo bronze fosforoso e bronze de alumínio. Com prazos rápidos e mão de obra especializada, criamos peças personalizadas de alta qualidade adaptadas às suas especificações e necessidades industriais.
- Serviço Rápido de Prototipagem CNC em Bronze
- Serviço de Usinagem CNC em Bronze para Baixo Volume
- Produção em Massa de Usinagem CNC em Bronze
- Serviço Completo de Usinagem em Bronze

Envie-nos os seus desenhos e especificações para um orçamento gratuito
Todos os ficheiros carregados são seguros e confidenciais
Conheça a Usinagem CNC em Bronze
Saiba sobre usinagem CNC em bronze, incluindo suas propriedades, parâmetros de usinagem e melhores práticas. As ligas de bronze, conhecidas por sua resistência ao desgaste e à corrosão, exigem velocidades específicas do spindle, taxas de avanço e fluidos refrigerantes para resultados ótimos, garantindo precisão em peças como mancais e buchas.
Ligas de bronze típicas em usinagem CNC
Ligas típicas de titânio usadas em usinagem CNC incluem Ti-3Al-2.5V, Ti-6Al-2Sn-4Zr-6Mo, Ti-15V-3Cr-3Sn-3Al e Ti-7Al. Essas ligas oferecem excelente resistência, resistência à corrosão e tolerância ao calor, tornando-as ideais para aplicações aeroespaciais, médicas e industriais que exigem usinagem de precisão.
Tratamento de Superfície para Peças Usinadas em Bronze CNC
O tratamento de superfície para peças usinadas em bronze CNC melhora a durabilidade, resistência à corrosão e aparência. Técnicas como polimento, galvanoplastia, anodização e revestimento melhoram a resistência ao desgaste, reduzem o atrito e garantem desempenho ideal em ambientes severos, tornando-as ideais para aplicações industriais e marítimas.

Estudo de Caso de Usinagem CNC em Bronze Personalizado
Um estudo de caso de usinagem CNC em bronze personalizado demonstra soluções sob medida para necessidades específicas dos clientes, mostrando como a usinagem precisa de peças de bronze melhora o desempenho, durabilidade e eficiência. Destaca desafios, técnicas utilizadas e resultados bem-sucedidos em indústrias como aeroespacial e marítima.








Comece um novo projeto hoje
Sugestões de Parâmetros para Usinagem CNC de Bronze
Os parâmetros de usinagem CNC de bronze são críticos para otimizar desempenho, vida útil da ferramenta e qualidade da peça. Velocidade do spindle, taxa de avanço, profundidade de corte e uso de fluido refrigerante adequados evitam desgaste excessivo, acúmulo de calor e deformação do material, garantindo uma usinagem eficiente das ligas de bronze em várias aplicações.
Sugestões de Tolerância para Usinagem CNC de Bronze
As sugestões de tolerância para usinagem CNC de bronze garantem qualidade e funcionalidade ideais das peças. Ao selecionar tolerâncias gerais e de precisão apropriadas, espessura da parede e tamanhos mínimos de furação, os fabricantes equilibram eficiência de usinagem, resistência do material e custo-benefício para produções de baixo e alto volume.
Frequently Asked Questions
Explorar recursos relacionados




Neway Precision Works Ltd.
N.º 3, Rua Industrial Oeste de Lefushan
Fenggang, Dongguan, China
Código Postal 523000
Soluções
Copyright © 2026 Machining Precision Works Ltd.All Rights Reserved.