Français
Neway propose des services complets de fabrication de composants pour produits grand public, incluant usinage CNC, impression 3D, moulage sous vide, fonderie sous pression et moulage par injection. Nous fournissons des composants durables et de haute qualité adaptés à l’industrie des biens de consommation, garantissant précision, performance et rentabilité dans chaque produit.

Usinage de pièces pour produits grand public
L’usinage de pièces pour produits grand public consiste en la fabrication précise de composants par divers procédés CNC, tels que le fraisage, le tournage, le perçage et le meulage. Ces techniques avancées garantissent haute précision et qualité pour des produits tels que l’électronique, les appareils électroménagers et les dispositifs personnels. L’usinage multi-axes et l’électroérosion offrent une précision accrue pour les formes complexes, répondant aux exigences des biens de consommation modernes.

Sélection des matériaux pour produits grand public
Dans la fabrication de produits grand public, des matériaux comme les superalliages, le titane, l’aluminium, le cuivre, le laiton, le bronze, l’acier au carbone, l’acier inoxydable, le plastique et la céramique sont essentiels pour produire des articles durables, fonctionnels et esthétiques tels que ustensiles de cuisine, électronique, jouets et objets décoratifs.

Traitements de surface typiques pour produits grand public
Les traitements de surface typiques pour produits grand public incluent des techniques telles que la peinture, le galvanoplastie, l’anodisation et le revêtement en poudre, qui améliorent l’esthétique et la durabilité. Des processus supplémentaires comme le polissage, la passivation et le revêtement UV améliorent la finition et la résistance à l’usure. Pour des besoins spécialisés, des options comme le PVD, le sablage et le revêtement en téflon offrent des performances accrues, tandis que les traitements thermiques renforcent les matériaux pour une utilisation plus durable.

En savoir plus
Revêtement thermique

En savoir plus
Finition telle que usinée

En savoir plus
Peinture

En savoir plus
PVD (Dépôt physique en phase vapeur)

En savoir plus
Sablage

En savoir plus
Placage électrolytique

En savoir plus
Polissage

En savoir plus
Anodisation

En savoir plus
Revêtement en poudre

En savoir plus
Électropolissage

En savoir plus
Passivation

En savoir plus
Brossage

En savoir plus
Oxyde noir

En savoir plus
Traitement thermique

En savoir plus
Revêtement barrière thermique (TBC)

En savoir plus
Tournage, ébavurage et polissage

En savoir plus
Revêtement Alodine

En savoir plus
Chromage

En savoir plus
Phosphatation

En savoir plus
Nitruration

En savoir plus
Galvanisation

En savoir plus
Revêtement UV

En savoir plus
Revêtement laqué

En savoir plus
Revêtement Téflon
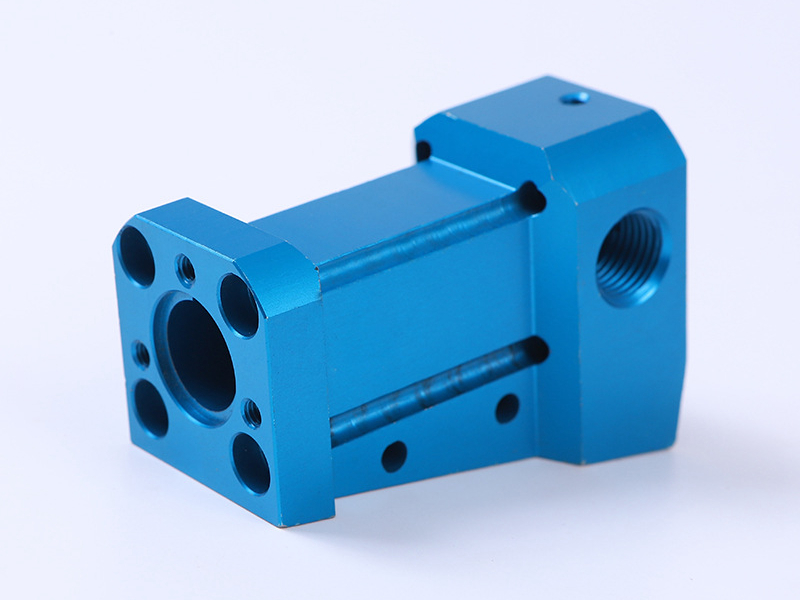
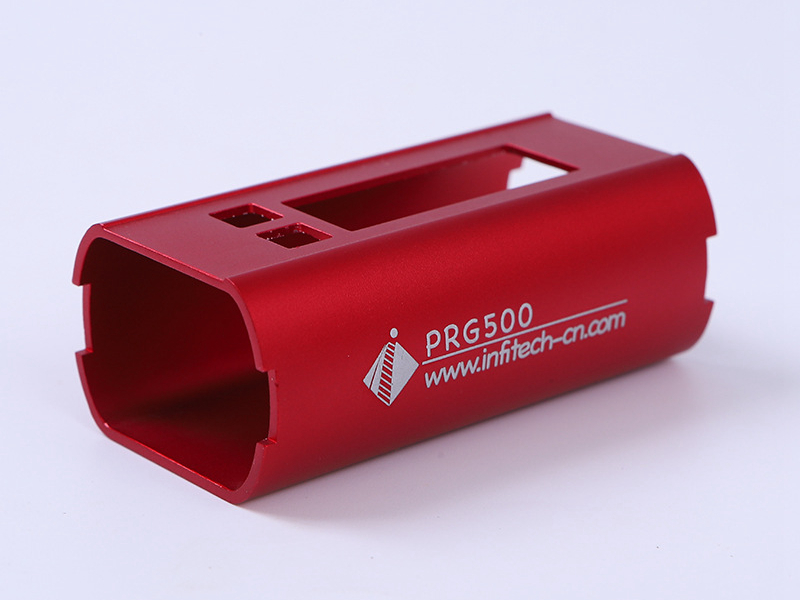
Composants usinés CNC pour produits grand public
Dans les produits grand public, l’usinage CNC fabrique des pièces telles que des boîtiers, des supports et des enveloppes, offrant des finitions de haute qualité et des tolérances précises pour les appareils électroniques, électroménagers et accessoires du quotidien.








Commençons un nouveau projet aujourd'hui
Guide de conception des produits grand public
La conception des produits grand public intègre l’ingénierie fonctionnelle, la fabricabilité, l’ergonomie utilisateur, l’identité visuelle et la conformité globale. Ce guide décrit les meilleures pratiques techniques pour assurer des performances prêtes pour le marché, la faisabilité de production et l’attrait consommateur.
Considérations pour la fabrication personnalisée de produits grand public
La fabrication réussie de produits grand public personnalisés nécessite une intégration précise de la faisabilité technique, de l’attrait visuel, de l’efficacité des coûts et de la conformité réglementaire. Ce guide fournit des meilleures pratiques axées sur l’ingénierie pour une production évolutive.
Frequently Asked Questions
Explorer les ressources associées


Neway Precision Works Ltd.
N°3, route industrielle Ouest Lefushan
Fenggang, Dongguan, Chine
Code postal 523000
Solutions
Copyright © 2026 Machining Precision Works Ltd.All Rights Reserved.