Français
Service d'Usinage CNC Bronze Personnalisé en Ligne
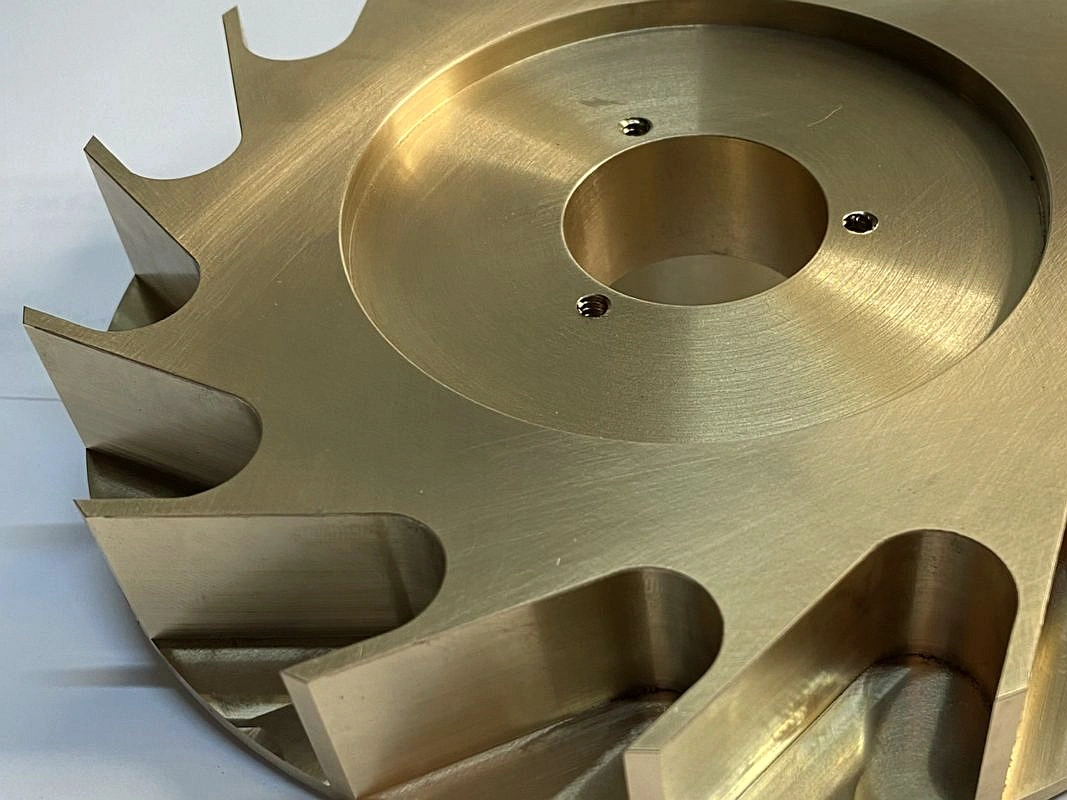
Notre service personnalisé d'usinage CNC bronze en ligne offre un usinage de précision pour divers alliages de bronze, incluant le bronze au phosphore et le bronze à l'aluminium. Avec des délais rapides et un savoir-faire expert, nous créons des pièces personnalisées de haute qualité adaptées à vos spécifications et besoins industriels.
- Service de Prototypage Rapide CNC Bronze
- Service d'Usinage CNC Bronze en Petite Série
- Production de Masse d'Usinage CNC Bronze
- Service d'Usinage Bronze Tout-en-Un

Envoyez-nous vos conceptions et spécifications pour un devis gratuit
Tous les fichiers téléchargés sont sécurisés et confidentiels
En savoir plus sur l'Usinage CNC du Bronze
Découvrez l'usinage CNC du bronze, incluant ses propriétés, paramètres d'usinage et meilleures pratiques. Les alliages de bronze, connus pour leur résistance à l'usure et à la corrosion, nécessitent des vitesses de broche spécifiques, des taux d'avance et des fluides de refroidissement pour des résultats optimaux, assurant la précision des pièces comme les roulements et bagues.
Alliages de bronze typiques en usinage CNC
Les alliages de titane typiques utilisés en usinage CNC comprennent Ti-3Al-2.5V, Ti-6Al-2Sn-4Zr-6Mo, Ti-15V-3Cr-3Sn-3Al et Ti-7Al. Ces alliages offrent une excellente résistance, une résistance à la corrosion et une tolérance à la chaleur, ce qui les rend idéaux pour les applications aérospatiales, médicales et industrielles nécessitant un usinage de précision.
Traitement de surface pour pièces en bronze usinées CNC
Le traitement de surface des pièces en bronze usinées CNC améliore la durabilité, la résistance à la corrosion et l'apparence. Les techniques telles que le polissage, le placage, l'anodisation et le revêtement améliorent la résistance à l'usure, réduisent la friction et assurent une performance optimale dans des environnements sévères, ce qui les rend idéales pour les applications industrielles et marines.

Étude de cas sur l'usinage CNC personnalisé en bronze
Une étude de cas sur l'usinage CNC personnalisé en bronze présente des solutions adaptées aux besoins spécifiques des clients, démontrant comment l'usinage de précision des pièces en bronze améliore la performance, la durabilité et l'efficacité. Elle met en lumière les défis, les techniques utilisées et les résultats réussis dans des industries telles que l'aérospatiale et le secteur maritime.








Commençons un nouveau projet aujourd'hui
Suggestions de paramètres pour l'usinage CNC du bronze
Les paramètres d'usinage CNC du bronze sont essentiels pour optimiser les performances, la durée de vie des outils et la qualité des pièces. La vitesse de broche appropriée, le taux d'avance, la profondeur de coupe et l'utilisation de liquide de refroidissement évitent l'usure excessive, l'accumulation de chaleur et la déformation du matériau, assurant un usinage efficace des alliages de bronze dans diverses applications.
Suggestions de tolérances pour l'usinage CNC du bronze
Les suggestions de tolérances pour l'usinage CNC du bronze garantissent une qualité et une fonctionnalité optimales des pièces. En sélectionnant des tolérances générales et précises appropriées, une épaisseur de paroi et des tailles de perçage minimales, les fabricants équilibrent l'efficacité de l'usinage, la résistance des matériaux et la rentabilité pour les productions à faible et fort volume.
Frequently Asked Questions
Explorer les ressources associées




Neway Precision Works Ltd.
N°3, route industrielle Ouest Lefushan
Fenggang, Dongguan, Chine
Code postal 523000
Solutions
Copyright © 2026 Machining Precision Works Ltd.All Rights Reserved.