Français
Service d'usinage CNC sur mesure
Notre service de fraisage CNC de précision à la demande est conçu pour répondre aux normes les plus exigeantes des industries nécessitant des solutions de fraisage CNC en superalliages, céramique, acier inoxydable, aluminium et titane, avec haute qualité, fiabilité et efficacité.
- Prototypage CNC rapide
- Service d’usinage CNC en faible volume
- Service de production de masse CNC
- Service d’usinage CNC tout-en-un
Envoyez-nous vos conceptions et spécifications pour un devis gratuit
Tous les fichiers téléchargés sont sécurisés et confidentiels
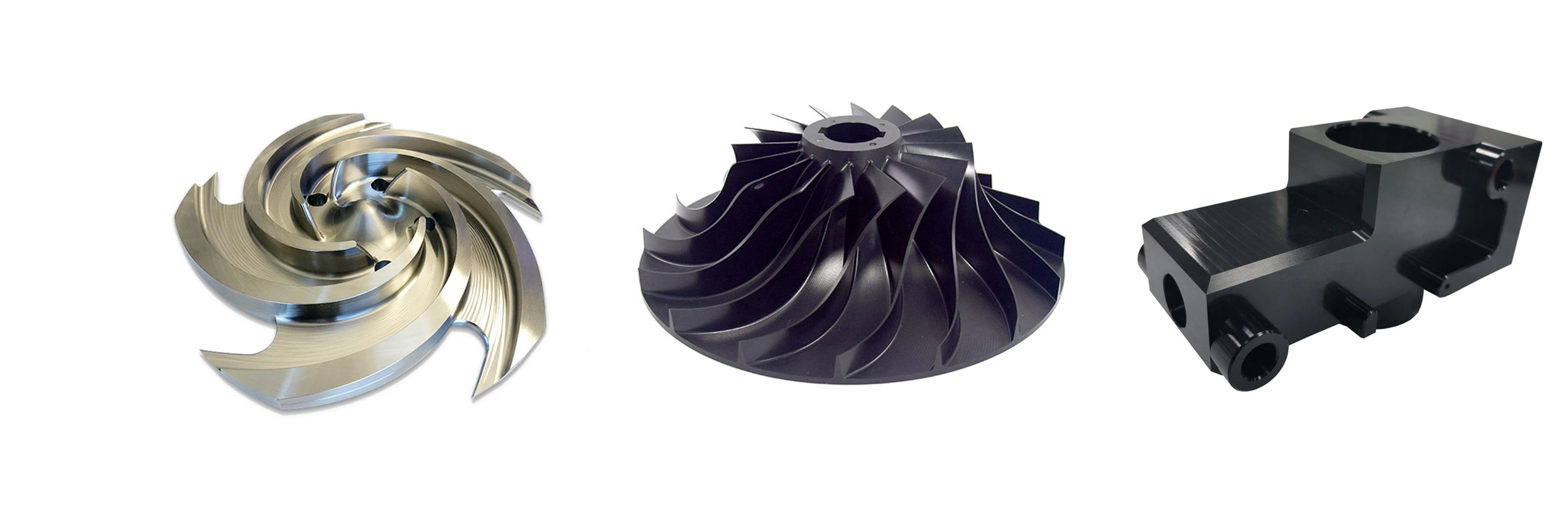
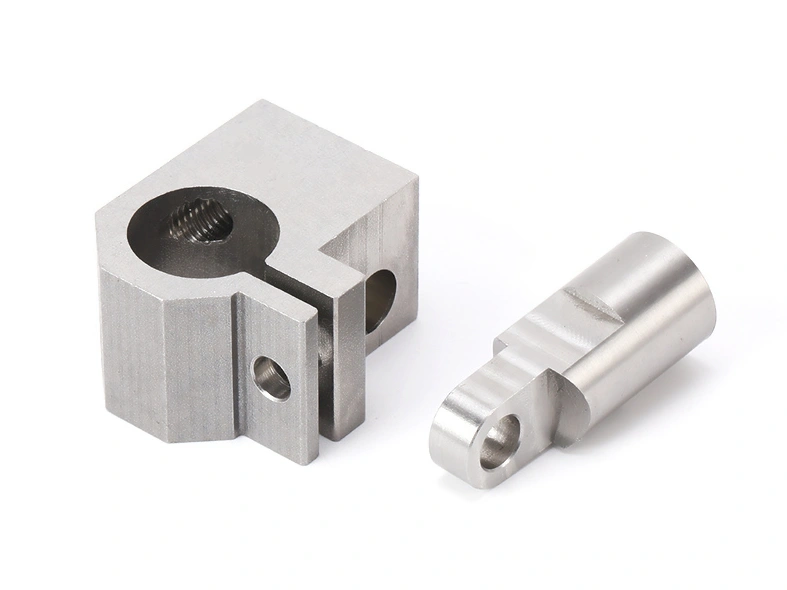
Fabrication de composants personnalisés par usinage CNC
Nous fournissons des services de fraisage, tournage et usinage CNC multi-axes de précision. Nous maîtrisons les technologies de traitement pour matériaux avancés, incluant alliages haute température, métaux ferreux, plastiques, céramiques, etc. Nous proposons également des services complets, tels que le traitement de surface, avec nos partenaires certifiés.

Notre service EDM découpe précisément formes complexes, structures en sous-coupes, alliages haute température et autres matériaux difficiles avec tolérance maximale de +/-0,005 mm.

Notre service d’usinage CNC offre des pièces personnalisées haute précision en superalliages, métaux, plastiques et céramiques, avec prototypage rapide et fabrication à la demande.

Nous proposons un service de fraisage CNC à la demande avec haute précision (+/-0,001in) pour pièces complexes, utilisant des capacités 3, 4 et 5 axes.

Le service personnalisé de tournage CNC fournit des pièces cylindriques précises avec des tolérances serrées, idéal pour superalliages, métaux, plastiques, céramiques et matériaux haute performance.

Notre service de perçage profond CNC offre une création précise de trous avec tolérances strictes, adapté à divers matériaux et applications. Le rapport maximal est de 100:1.

Notre service d’alésage CNC propose un agrandissement et une finition précise des trous, assurant une haute précision pour pièces grandes et complexes. Et traitement des cannelures internes et rainures internes.

Le service de rectification CNC garantit des finitions de surface ultra-précises et des tolérances serrées pour formes complexes, offrant des résultats de haute qualité sur céramique, métaux et superalliages.

Notre service d’usinage multi-axes utilise des machines CNC 4 et 5 axes pour produire des pièces complexes et haute précision avec géométries complexes et tolérances serrées.

Notre service d’usinage de précision produit des pièces avec tolérances serrées et précision exceptionnelle pour satisfaire les spécifications les plus exigeantes dans divers matériaux et industries.
Notre service EDM découpe précisément formes complexes, structures en sous-coupes, alliages haute température et autres matériaux difficiles avec tolérance maximale de +/-0,005 mm.
Notre service d’usinage CNC offre des pièces personnalisées haute précision en superalliages, métaux, plastiques et céramiques, avec prototypage rapide et fabrication à la demande.
Nous proposons un service de fraisage CNC à la demande avec haute précision (+/-0,001in) pour pièces complexes, utilisant des capacités 3, 4 et 5 axes.
Le service personnalisé de tournage CNC fournit des pièces cylindriques précises avec des tolérances serrées, idéal pour superalliages, métaux, plastiques, céramiques et matériaux haute performance.
Notre service de perçage profond CNC offre une création précise de trous avec tolérances strictes, adapté à divers matériaux et applications. Le rapport maximal est de 100:1.
Notre service EDM découpe précisément formes complexes, structures en sous-coupes, alliages haute température et autres matériaux difficiles avec tolérance maximale de +/-0,005 mm.
Notre service d’usinage CNC offre des pièces personnalisées haute précision en superalliages, métaux, plastiques et céramiques, avec prototypage rapide et fabrication à la demande.
Nous proposons un service de fraisage CNC à la demande avec haute précision (+/-0,001in) pour pièces complexes, utilisant des capacités 3, 4 et 5 axes.
Le service personnalisé de tournage CNC fournit des pièces cylindriques précises avec des tolérances serrées, idéal pour superalliages, métaux, plastiques, céramiques et matériaux haute performance.
Notre service de perçage profond CNC offre une création précise de trous avec tolérances strictes, adapté à divers matériaux et applications. Le rapport maximal est de 100:1.
Notre service d’alésage CNC propose un agrandissement et une finition précise des trous, assurant une haute précision pour pièces grandes et complexes. Et traitement des cannelures internes et rainures internes.
Le service de rectification CNC garantit des finitions de surface ultra-précises et des tolérances serrées pour formes complexes, offrant des résultats de haute qualité sur céramique, métaux et superalliages.
Notre service d’usinage multi-axes utilise des machines CNC 4 et 5 axes pour produire des pièces complexes et haute précision avec géométries complexes et tolérances serrées.
Notre service d’usinage de précision produit des pièces avec tolérances serrées et précision exceptionnelle pour satisfaire les spécifications les plus exigeantes dans divers matériaux et industries.
Notre service EDM découpe précisément formes complexes, structures en sous-coupes, alliages haute température et autres matériaux difficiles avec tolérance maximale de +/-0,005 mm.
Notre service d’usinage CNC offre des pièces personnalisées haute précision en superalliages, métaux, plastiques et céramiques, avec prototypage rapide et fabrication à la demande.
Matériaux pour usinage CNC
Nous pouvons usiner des alliages haute température comme Inconel, alliages de titane, etc. Des alliages ferreux tels que l'acier inoxydable, acier au carbone, etc. Des plastiques comme ABS, PC, POM, PEEK, etc. Des céramiques telles que l'alumine, la zircone, etc. Principalement utilisés pour la fabrication de pièces structurales en alliages haute température pour l’aérospatiale, les turbines à gaz et pièces de précision pour le secteur médical.

Applications des pièces usinées CNC
Les pièces usinées CNC sont largement utilisées dans diverses industries pour leur précision, durabilité et polyvalence. Ces pièces sont fabriquées en superalliages, titane, aluminium, acier inoxydable et plastiques, leur permettant d’être utilisées dans des secteurs haute performance comme l’aérospatial, l’automobile, les dispositifs médicaux, la production d’énergie et la robotique. L’usinage CNC permet des géométries complexes, des tolérances strictes et une production efficace. Il est idéal pour la fabrication de pièces moteurs, éléments structurels, instruments médicaux et machines industrielles avec précision et répétabilité accrues.

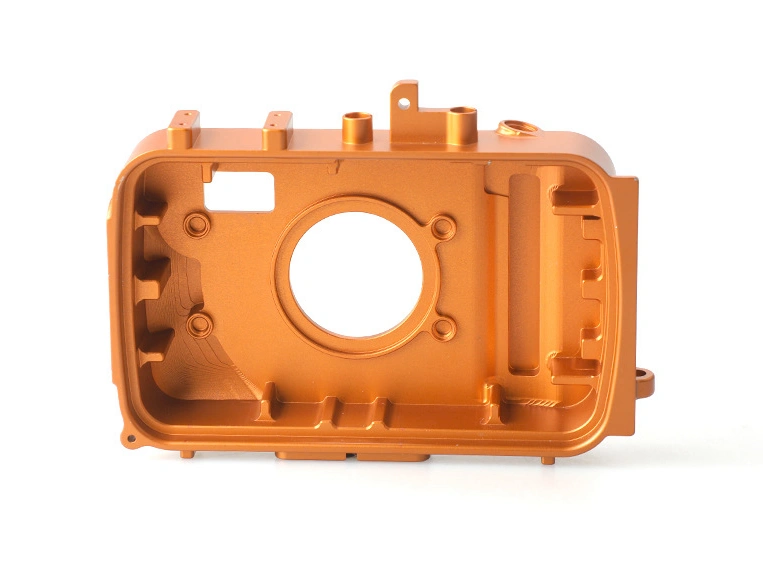
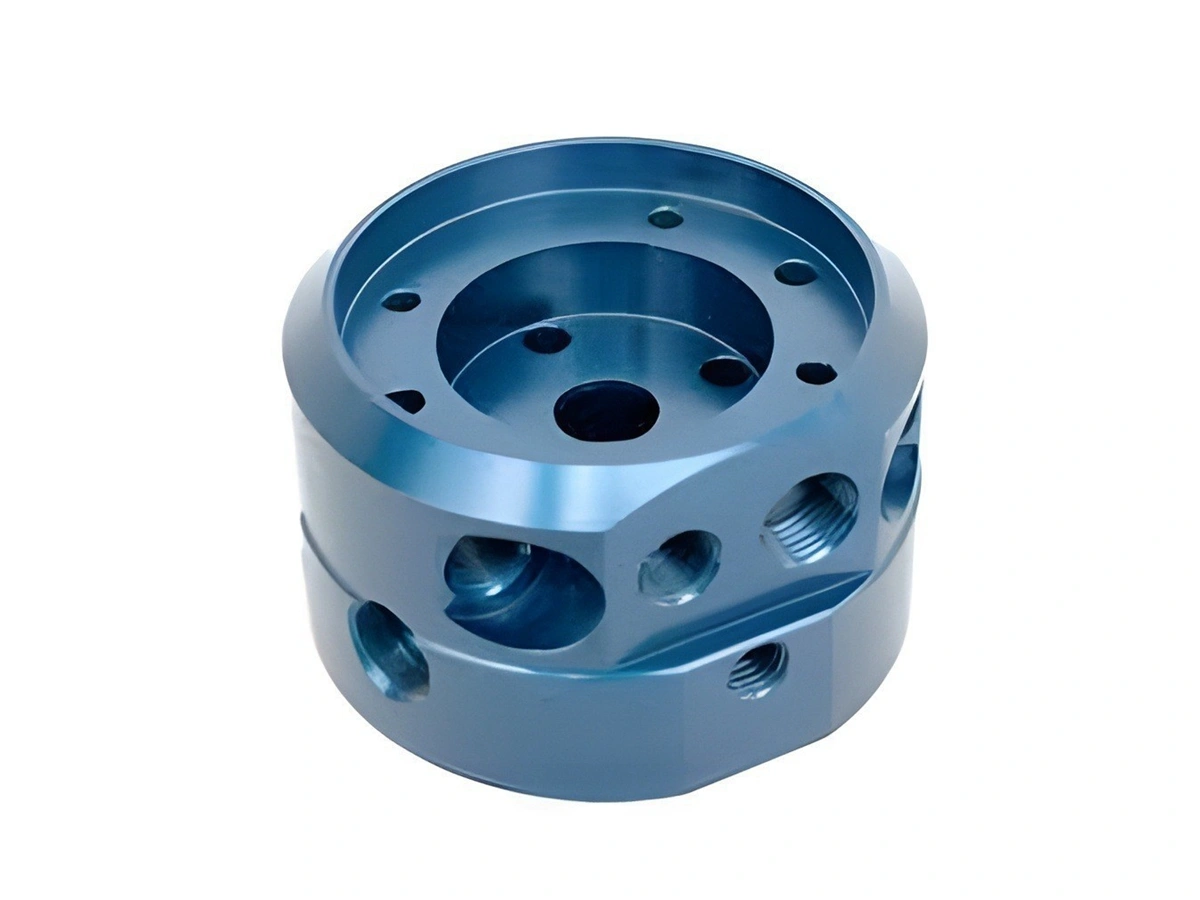
Traitement de surface pour pièces usinées CNC
Le traitement de surface des pièces usinées CNC améliore la durabilité, la performance et l’esthétique en modifiant la surface du matériau. Les techniques standards incluent anodisation, placage, revêtement, polissage et grenaillage. Ces traitements augmentent la résistance à la corrosion, à l’usure et la dureté superficielle. Par exemple, l’anodisation de l’aluminium augmente sa résistance à la corrosion, tandis que le grenaillage améliore la résistance à la fatigue. Ces traitements sont cruciaux dans des industries comme l’aérospatial, l’automobile et le médical, où la longévité et la fiabilité des composants sont critiques sous conditions sévères.

En savoir plus
Revêtement thermique

En savoir plus
Finition telle qu’usinée

En savoir plus
Peinture

En savoir plus
PVD (Dépôt physique en phase vapeur)

En savoir plus
Sablage

En savoir plus
Électrodéposition

En savoir plus
Polissage

En savoir plus
Anodisation

En savoir plus
Peinture en poudre

En savoir plus
Électropolissage

En savoir plus
Passivation

En savoir plus
Brossage

En savoir plus
Oxyde noir

En savoir plus
Traitement thermique

En savoir plus
Revêtement thermique (TBC)

En savoir plus
Tournage

En savoir plus
Revêtement Alodine

En savoir plus
Chromage

En savoir plus
Phosphatation

En savoir plus
Nitruration

En savoir plus
Galvanisation

En savoir plus
Revêtement UV

En savoir plus
Revêtement laque

En savoir plus
Revêtement Téflon
Études de cas de composants usinés CNC
Découvrez nos études de cas de composants usinés CNC, démontrant une fabrication de précision pour des secteurs comme l’aérospatial, l’automobile, le médical, et plus encore. Voyez comment nous fournissons des pièces CNC personnalisées de haute qualité avec des matériaux comme Inconel, Titane, Aluminium, etc.






Commençons un nouveau projet aujourd'hui
Tolérances en usinage CNC
La tolérance en usinage CNC désigne la variation admissible des dimensions des pièces lors du processus. Des tolérances strictes garantissent une haute précision, cruciale pour les composants nécessitant un ajustement et une fonction exacts, notamment en aérospatial, automobile et dispositifs médicaux.
Conseils de conception pour usinage CNC
Les conseils de conception pour usinage CNC visent à optimiser les pièces pour une production efficace. Les points clés incluent l’utilisation d’angles arrondis, le maintien d’un ratio profondeur/diamètre raisonnable pour les trous, la minimisation des tolérances serrées, l’accès aux outils, la simplification des formes, ainsi que la prise en compte du poids et de la taille. Ces stratégies réduisent temps, coûts et complexité d’usinage.
Frequently Asked Questions
Explorer les blogs associés



Explorer les ressources associées




Neway Precision Works Ltd.
N°3, route industrielle Ouest Lefushan
Fenggang, Dongguan, Chine
Code postal 523000
Solutions
Copyright © 2026 Machining Precision Works Ltd.All Rights Reserved.