Français
Service personnalisé d’usinage CNC en acier au carbone en ligne
Notre service personnalisé d’usinage CNC en acier au carbone en ligne offre un usinage de précision pour des pièces en acier au carbone adaptées à vos spécifications. Nous fournissons une production de haute qualité, efficace, avec des délais rapides et des prix compétitifs, idéal pour les industries automobile, aérospatiale et manufacturière.
- Service de prototypage rapide CNC en acier au carbone
- Service d’usinage CNC en acier au carbone en petite série
- Production en série d’usinage CNC en acier au carbone
- Service complet d’usinage en acier au carbone

Envoyez-nous vos conceptions et spécifications pour un devis gratuit
Tous les fichiers téléchargés sont sécurisés et confidentiels
À propos de l’usinage CNC en acier au carbone
L’usinage CNC en acier au carbone comprend la découpe, la mise en forme et la finition précises de pièces en acier au carbone. Grâce à une excellente résistance et polyvalence, il est idéal pour un large éventail d’applications. Des paramètres et outils adaptés sont essentiels pour obtenir des résultats de haute qualité et rentables.

Acier au carbone typique disponible pour l’usinage CNC
Les aciers au carbone typiques pour l’usinage CNC incluent les nuances telles que 1018, 1020, 1025, 1040, 1060, 1045, 1215, 4130, 4140, 4340, 5140, A36, 12L14, acier pour matrices, acier allié, acier pour outils de ciseau, acier à ressort, acier rapide, acier laminé à froid, acier à roulements et acier SPCC. Ces aciers offrent un équilibre entre résistance, dureté et usinabilité, adaptés à une large gamme d’applications telles que pièces automobiles, composants structurels et outillages.
Traitement de surface des pièces usinées CNC en acier au carbone
Le traitement de surface des pièces usinées CNC en acier au carbone améliore la durabilité et les performances. Les méthodes courantes comprennent le revêtement, le traitement thermique, la galvanisation et l’anodisation, qui améliorent la résistance à la corrosion, à l’usure et la dureté de surface, garantissant une plus longue durée de vie et une meilleure fonctionnalité dans diverses applications.

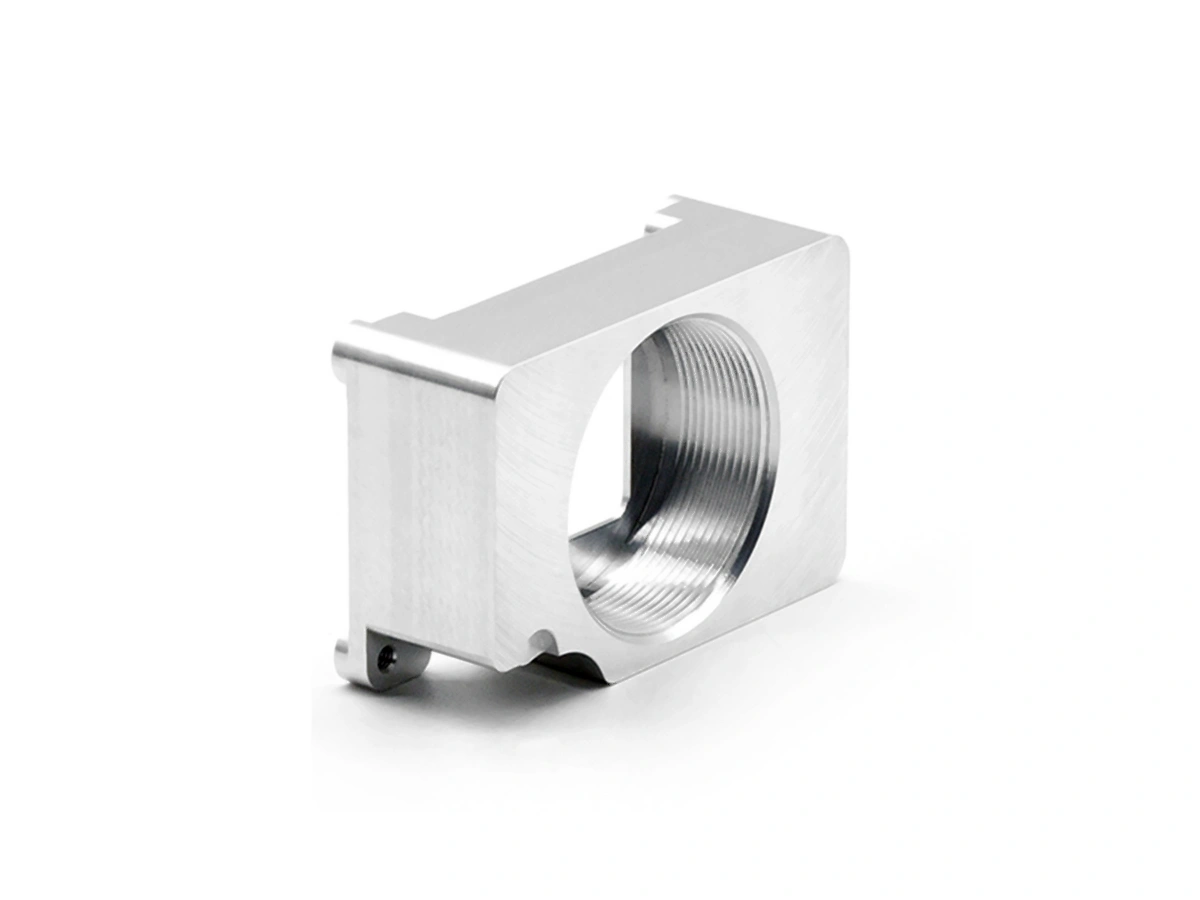
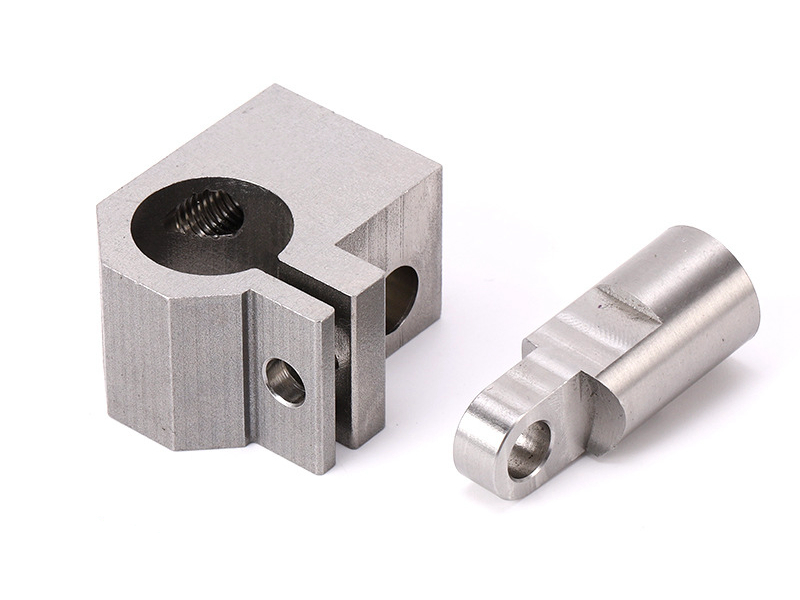
Galerie des composants usinés CNC en acier au carbone
La galerie des composants usinés CNC en acier au carbone présente une gamme de pièces de précision fabriquées à partir de différents grades d’acier au carbone. Ces composants, utilisés dans des secteurs comme l’automobile, la construction et la machinerie, illustrent la polyvalence, la résistance et la durabilité des matériaux en acier au carbone.







Commençons un nouveau projet aujourd'hui
Suggestions de paramètres pour l’usinage CNC de l’acier au carbone
L’usinage CNC des superalliages nécessite des paramètres optimisés pour l’efficacité et la qualité. Les facteurs clés incluent une puissance de broche contrôlée, des vitesses d’avance modérées, des coupes peu profondes et un refroidissement haute pression. Une sélection appropriée des outils, des revêtements et une rigidité de la machine assurent la précision, réduisent l’usure et améliorent les performances des composants.
Suggestions pour l’usinage CNC de l’acier au carbone
L’usinage CNC de l’acier au carbone nécessite une prise en compte minutieuse des paramètres tels que la vitesse de broche, la profondeur de coupe et le choix des outils. Une planification appropriée garantit une élimination optimale du matériau, une bonne finition de surface et une longue durée de vie des outils, minimisant les défauts et améliorant la précision des pièces, que ce soit pour de petites ou grandes séries.
Frequently Asked Questions
Explorer les ressources associées



Neway Precision Works Ltd.
N°3, route industrielle Ouest Lefushan
Fenggang, Dongguan, Chine
Code postal 523000
Solutions
Copyright © 2026 Machining Precision Works Ltd.All Rights Reserved.