Français
Service personnalisé d'usinage CNC du cuivre en ligne
Notre service personnalisé d'usinage CNC du cuivre en ligne offre un usinage de précision pour les pièces en cuivre, garantissant une haute précision et qualité. Nous gérons des conceptions complexes avec une technologie CNC avancée, assurant des délais rapides et des solutions personnalisées adaptées à vos besoins.
- Service de prototypage rapide CNC du cuivre
- Service d'usinage CNC du cuivre en petite série
- Production de masse en usinage CNC du cuivre
- Service complet d'usinage du cuivre
Envoyez-nous vos conceptions et spécifications pour un devis gratuit
Tous les fichiers téléchargés sont sécurisés et confidentiels
Tout savoir sur l'usinage CNC du cuivre
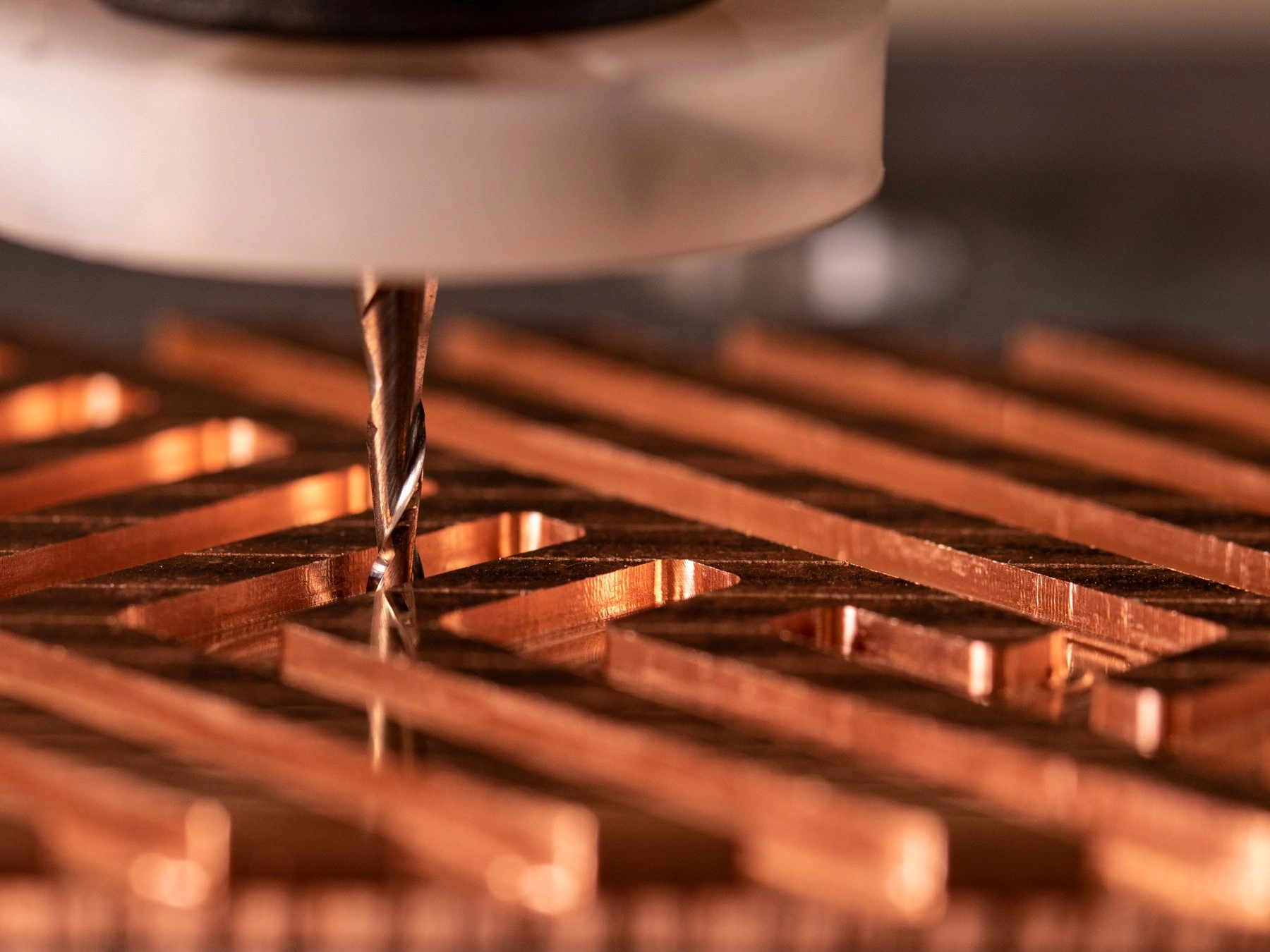
L'usinage CNC du cuivre consiste en la découpe et la mise en forme précises de matériaux en cuivre à l'aide d'une technologie CNC avancée. Il offre une excellente conductivité et une bonne usinabilité, idéal pour les applications électriques et thermiques. Les paramètres d'usinage appropriés et le choix des outils sont essentiels pour obtenir des pièces de cuivre précises et de haute qualité.
Alliages de cuivre typiques pour usinage CNC
Les alliages de cuivre typiques pour usinage CNC comprennent le cuivre C101, C110, le cuivre béryllium et le laiton. Ces alliages sont choisis pour leur excellente conductivité électrique, résistance à la corrosion et usinabilité. Les applications courantes incluent les connecteurs électriques, échangeurs de chaleur, machines industrielles et composants aérospatiaux.
Traitement de surface des pièces en cuivre usinées CNC
Les traitements de surface pour pièces en cuivre usinées CNC comprennent le placage électrolytique, l'anodisation, la passivation et le polissage. Ces traitements améliorent la résistance à la corrosion, augmentent la durabilité et offrent une finition lisse. Ils sont couramment utilisés dans l'électronique, l'aérospatiale et l'automobile pour garantir des performances optimales.

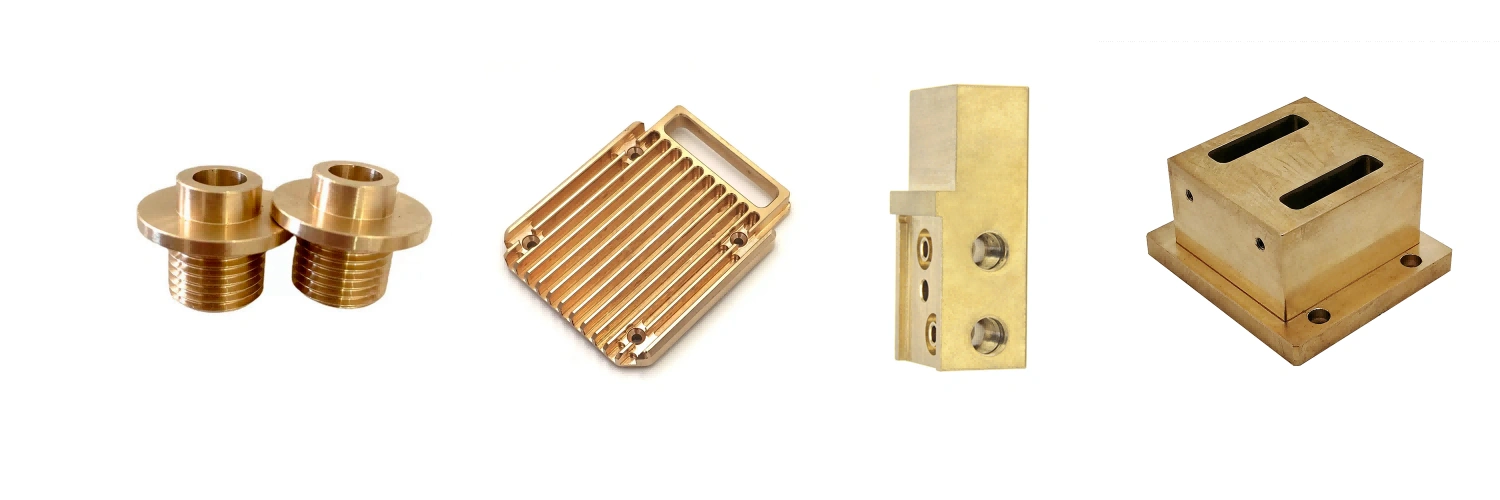
Galerie de pièces en cuivre usinées CNC
Découvrez notre galerie de pièces en cuivre usinées CNC, présentant des composants de haute précision fabriqués à partir d'alliages de cuivre de première qualité. Des connecteurs électriques aux pièces aérospatiales, notre galerie met en avant la polyvalence et la qualité de nos solutions personnalisées d'usinage du cuivre pour divers secteurs.




Commençons un nouveau projet aujourd'hui
Suggestions de paramètres d'usinage CNC des alliages de cuivre
L'usinage CNC des alliages de cuivre nécessite des paramètres optimisés pour l'efficacité et la qualité. Les facteurs clés comprennent la vitesse de broche, la profondeur de coupe, la vitesse d'avance, le type de refroidissement et le matériau de l'outil. Des ajustements appropriés garantissent un usinage fluide, minimisent l'usure de l'outil et produisent des composants en cuivre précis et de haute qualité.
Suggestions de tolérances pour l'usinage CNC du cuivre
Les tolérances proposées assurent la précision et la fonctionnalité des pièces en cuivre. Les tolérances générales comme ±0,1 mm sont standards, tandis que les tolérances précises, l'épaisseur minimale des parois et les dimensions des pièces garantissent la qualité. Ces recommandations optimisent l'usinage, réduisent l'usure des outils et améliorent la constance du produit.
Frequently Asked Questions
Explorer les ressources associées




Neway Precision Works Ltd.
N°3, route industrielle Ouest Lefushan
Fenggang, Dongguan, Chine
Code postal 523000
Solutions
Copyright © 2026 Machining Precision Works Ltd.All Rights Reserved.