Perfection de surface : comment le sablage transforme les pièces CNC
Introduction
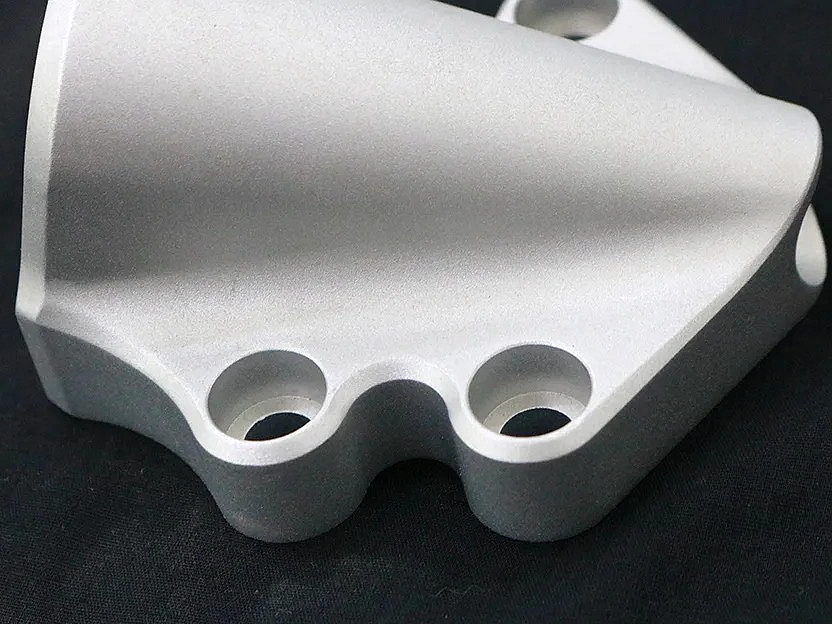
Le sablage est un traitement mécanique de surface appliqué aux composants usinés CNC, utilisant des abrasifs projetés par air comprimé pour affiner la texture de surface après des processus tels que l’usinage CNC. Atteignant généralement une rugosité de surface comprise entre Ra 1,2 et 3,2 μm, le sablage élimine efficacement les marques d’usinage, les bavures et les défauts mineurs. Ce traitement améliore considérablement l’esthétique des composants en créant des finitions mates ou satinées uniformes tout en préparant les surfaces pour une meilleure adhérence des revêtements et une résistance accrue à la corrosion.
Largement adopté dans les industries automobile, aérospatiale, équipements médicaux et électronique grand public, le sablage traite efficacement divers matériaux, y compris les alliages d’aluminium, l’acier inoxydable et les plastiques techniques. Capable de traiter uniformément les géométries complexes et les détails fins, il aide les fabricants à produire des composants attrayants visuellement et de haute qualité, optimisés pour des traitements de finition ultérieurs tels que peinture, anodisation ou revêtement en poudre.
Perfection de surface : Comment le sablage transforme les pièces CNC usinées
Principes scientifiques & normes industrielles
Définition :
Le sablage consiste en l'impact contrôlé d’abrasifs, généralement de l’oxyde d’aluminium, des billes de verre ou des grains d’acier, propulsés par air comprimé sur les surfaces usinées CNC. Il crée des textures uniformes (Ra 1,2–3,2 μm), élimine les contaminants et prépare les surfaces pour des traitements de finition ou de protection ultérieurs.
Normes applicables :
ASTM D4417 : Méthodes standard pour la mesure du profil de surface
ISO 8501-1 : Préparation des substrats en acier avant revêtement
SAE J444 : Norme pour le dimensionnement des grains abrasifs
Fonction du processus et cas d'application
Dimension de performance | Paramètres techniques | Cas d'application |
|---|---|---|
Uniformité de surface | Rugosité de surface uniforme Ra 1,2–3,2 μm | Boîtiers d’instruments médicaux, composants aéronautiques de précision |
Amélioration esthétique | Finitions visuelles mates ou satinées | Électronique grand public, pièces automobiles de luxe |
Nettoyage de surface | Élimination complète des huiles, bavures et contaminants | Corps de valves, équipements industriels, pièces semi-conductrices |
Adhérence des revêtements | Amélioration de l’adhérence de >50% | Revêtements automobiles, pièces aéronautiques anodisées |
Classification des finitions de surface
Matrice des spécifications techniques
Méthode de sablage | Paramètres clés & métriques | Avantages | Limitations |
|---|---|---|---|
Sablage à l’oxyde d’aluminium | Ra : 1,5–3,2 μm ; Dureté : 9 Mohs | Ébavurage efficace, excellente adhérence de la peinture | Possibilité d’incrustation de particules |
Sablage aux billes de verre | Ra : 1,2–2,5 μm ; Dureté : 6 Mohs | Finition satinée, aucun dommage au substrat | Moins efficace sur les grosses bavures |
Sablage aux grains d’acier | Ra : 2,5–5,0 μm ; Dureté : 40–50 HRC | Nettoyage haute intensité, effet de détente des contraintes | Non adapté aux composants délicats |
Sablage aux médias plastiques | Ra : 1,0–2,0 μm ; Faible dureté (3–4 Mohs) | Nettoyage doux, idéal pour pièces délicates | Durabilité limitée du média |
Sablage au carbure de silicium | Ra : 2,0–4,0 μm ; Dureté : 9,5 Mohs | Nettoyage agressif, gravure rapide de surface | Taux d’enlèvement de matière élevé |
Critères de sélection & recommandations d’optimisation
Sablage à l’oxyde d’aluminium
Critères de sélection : Préféré pour la finition de surface générale, ébavurage efficace et préparation optimale des revêtements.
Recommandations d’optimisation : Contrôler la pression (4–6 bar), sélectionner la taille des grains (#80–120 mesh), et assurer un mouvement uniforme de la buse.
Sablage aux billes de verre
Critères de sélection : Idéal pour obtenir des finitions satinées sur des composants de précision avec un impact dimensionnel minimal.
Recommandations d’optimisation : Utiliser des billes fines (#100–200 mesh), maintenir des pressions modérées (2–4 bar) et assurer une distance uniforme buse–pièce (15–25 cm).
Sablage aux grains d’acier
Critères de sélection : Adapté aux pièces robustes nécessitant un nettoyage intensif et un soulagement de contraintes, particulièrement pour acier et pièces moulées.
Recommandations d’optimisation : Employer des grains d’acier grossiers (S170–S330), gérer attentivement la pression (5–7 bar) et contrôler régulièrement l’intégrité de surface pour éviter les dommages.
Sablage aux médias plastiques
Critères de sélection : Recommandé pour les matériaux délicats et les composants légers, garantissant une altération minimale de la surface.
Recommandations d’optimisation : Appliquer de faibles pressions (1–3 bar), sélectionner le type de média plastique approprié (acrylique ou mélamine), et renouveler régulièrement le média pour maintenir la constance.
Sablage au carbure de silicium
Critères de sélection : Utilisé pour les traitements de surface agressifs et l’élimination rapide des marques d’usinage sur matériaux durs.
Recommandations d’optimisation : Régler la pression de sablage (4–6 bar), utiliser des grains abrasifs de taille moyenne (#60–100 mesh) et surveiller attentivement le processus pour éviter une érosion excessive.
Tableau de compatibilité matériau-finition
Catégorie de substrat | Méthode de sablage recommandée | Gain de performance | Données de validation industrielle |
|---|---|---|---|
Sablage aux billes de verre | Finition satinée uniforme ; meilleure adhérence de peinture | Composants aéronautiques selon norme ASTM D4417 | |
Sablage à l’oxyde d’aluminium | Ébavurage efficace ; résistance à la corrosion améliorée | Dispositifs médicaux conformes à ISO 8501-1 | |
Sablage aux médias plastiques | Nettoyage doux sans contamination de surface | Implants aéronautiques testés selon SAE AMS2430 | |
Sablage aux médias plastiques | Traitement de surface délicat ; faible rugosité (Ra <2 μm) | Boîtiers électroniques validés selon ASTM D7127 | |
Sablage aux grains d’acier | Surfaces détendues ; meilleure résistance à la fatigue | Outils industriels validés selon ASTM E466 |
Contrôle du processus de sablage : étapes critiques & normes
Préparation avant sablage
Dégraissage de surface : Élimination des huiles et contaminants par lavage alcalin ou nettoyage au solvant (ISO 8501-1).
Masquage et protection : Masquage précis des dimensions critiques et des zones filetées (conformité ASTM D6123).
Sélection des médias : Taille et dureté des grains vérifiées selon la norme SAE J444.
Contrôles du processus de sablage
Contrôle de la pression : Maintenir une pression constante (précision ±0,2 bar).
Contrôle de distance : Distance buse–pièce constante (15–25 cm) pour une finition uniforme.
Qualité des médias : Inspecter et renouveler régulièrement les abrasifs pour maintenir la consistance.
Contrôles post-sablage
Mesure de la rugosité : Valider à l’aide de profilomètres selon ASTM D4417.
Inspection de propreté : S’assurer de surfaces exemptes de contaminants par évaluation visuelle et microscopique (ISO 8501-1).
Préparation au test d’adhérence : Confirmer l’adhérence améliorée des revêtements via tests standardisés (ASTM D3359).
FAQ
Quels sont les principaux avantages du sablage des pièces CNC par rapport aux autres méthodes de finition de surface ?
Le sablage peut-il endommager ou déformer les pièces CNC de précision ?
Quel abrasif est le mieux adapté aux composants CNC délicats ?
Comment le sablage améliore-t-il l’adhérence des revêtements ultérieurs comme la peinture ou l’anodisation ?
Le sablage convient-il à tous les types de matériaux CNC, y compris les plastiques et pièces non métalliques ?
