KBBターボ向けジェットエンジンターボ部品のInconel 738 LC CNC加工
プロジェクト背景:航空宇宙ジェットエンジン向け高温タービン部品
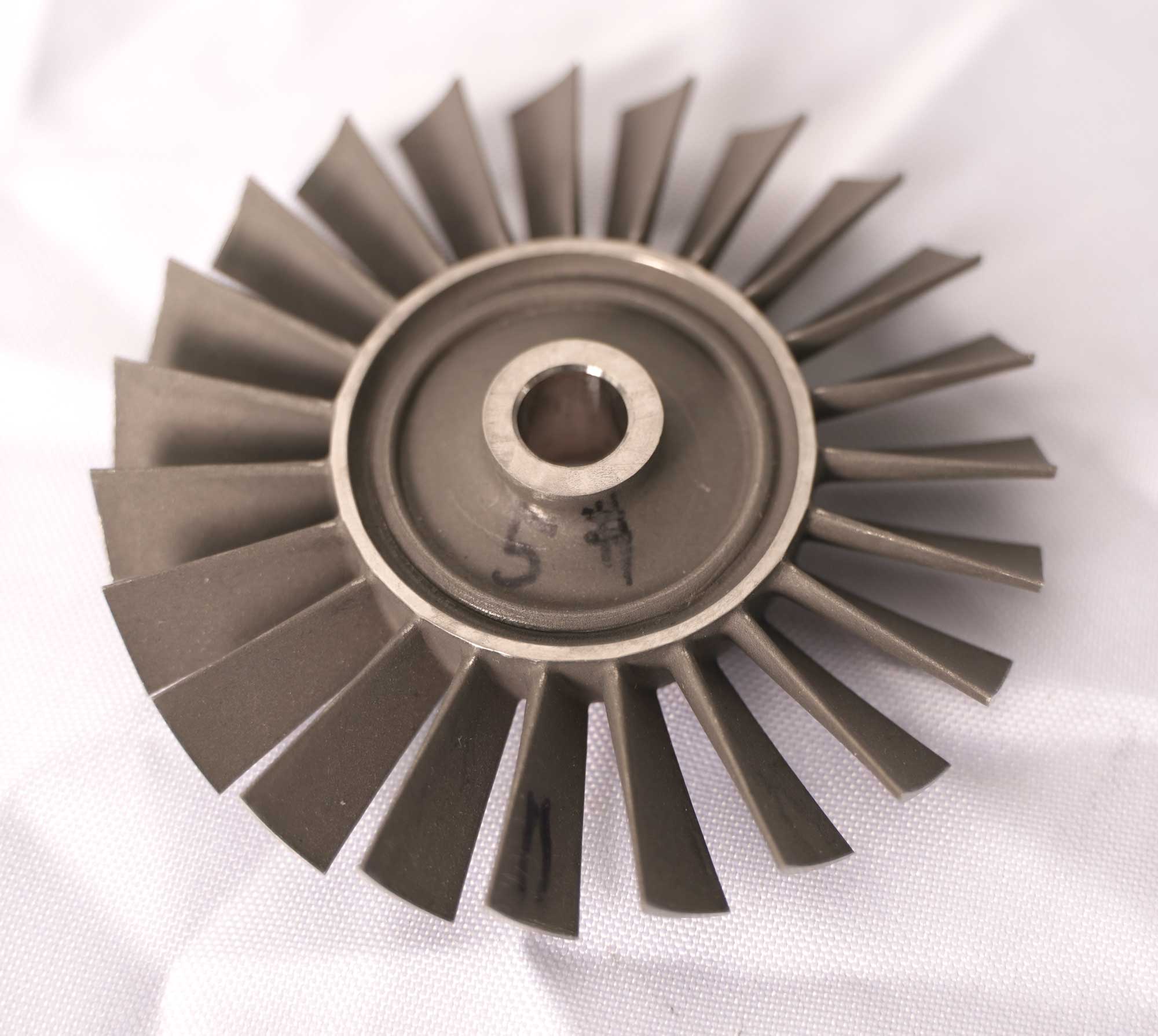
KBBターボは、航空宇宙推進システム向け先進ターボシステムの主要サプライヤーであり、高速ジェットエンジン組立体で使用する熱的に安定した疲労耐性のあるタービン部品を必要としていました。この部品は、長期間の運転サイクルにおいて極端な高温、酸化、機械的ストレスに耐えなければなりませんでした。Newayは、この重要な航空宇宙グレード部品をInconel 738 LC超合金から加工するために選定されました。

ジェットエンジンターボにInconel 738 LCが選ばれた理由
Inconel 738 LCは、高温下で優れたクリープ耐性、疲労強度、酸化安定性を提供し、タービン高温部で最も広く使用されている材料の一つとなっています。
特性 | 値 |
|---|---|
使用温度 | 最大980°C |
降伏強度 | ≥800 MPa |
クリープ破断寿命 | 優良(870°Cで1000時間以上) |
被削性 | 低 – 超硬合金およびセラミック工具が必要 |
Inconel 738 LC CNC加工の詳細と、航空宇宙の熱的クリティカルな用途に理想的である理由について詳しく学ぶ。

多段階CNC加工プロセス
CNC旋削
初期の素材除去と同心形状の形成は、高トルクのCNC旋削センターで行われました。表面速度は30 m/min以下に最適化され、セラミックインサートを使用してプロファイリング中の加工硬化を低減しました。
5軸CNC精密加工
空力チャネル、輪郭ブレード、ハブ形状は、5軸CNC加工を使用して単一のクランプセットアップで完成しました。真位置公差は±0.01 mm以内に維持され、軸方向と半径方向のプロファイル間のブレンディングは高速補間制御で行われました。
CNC穴あけ
高精度の冷却穴と油流チャネルは、CNC穴あけで製造され、ペック穴あけサイクルとスルークーラント超硬ドリルを適用して、このタフな超合金での工具摩耗を管理しました。
CNC研削
重要なシール面とジャーナルベアリング直径は、CNC研削を使用して仕上げられました。達成された表面粗さはRa ≤ 0.4 μmで、高速回転組立体のタイトなクリアランスに不可欠です。
品質保証と最終検証
CMM計測:すべての空力およびシールプロファイルは、5軸座標計測システムを使用して検査されました
表面粗さ検証:研削領域は、ISO 4287に校正されたプロフィロメーターを使用して検証されました
穴の完全性テスト:すべての冷却穴は、エアリークおよびボアスコープシステムを使用して直径、角度、流量についてテストされました
プロジェクト成果
Newayは、KBBターボのジェットエンジン部門に800個のバッチを納品しました。各部品は高温ストレスおよび振動テストに合格しました。加工精度により、最終エンジン組立時のリワークはゼロでした。KBBは、複雑な超合金部品の取り扱いとバッチ間の一貫性の維持におけるNewayのパフォーマンスを認めました。
Inconelジェットエンジン加工部品にNewayが選ばれる理由
超合金CNC加工:特殊工具とプロセス制御によるニッケル基超合金の加工における数十年の経験
CNC研削サービス:高速ジェットシステムにおけるロータおよびシール面の超微細仕上げ
ワンストップ航空宇宙CNCサービス:重要な飛行部品の荒取り、仕上げ、QA検査の完全な垂直統合
よくある質問
熱歪みを避けるためのInconel 738 LCの推奨加工戦略は何ですか?
CNC研削は、ジェットエンジン部品のシール性能をどのように向上させますか?
超合金の冷却穴あけに最適な工具と速度は何ですか?
多工程超合金加工中に寸法安定性はどのように維持されますか?
5軸加工航空部品の精度を確保する検査方法は何ですか?
