CNC-Bearbeitung von Inconel 738 LC Strahltriebwerk-Turbokomponenten für KBB Turbo
Projekthintergrund: Hochtemperatur-Turbinenkomponenten für Luftfahrt-Strahltriebwerke
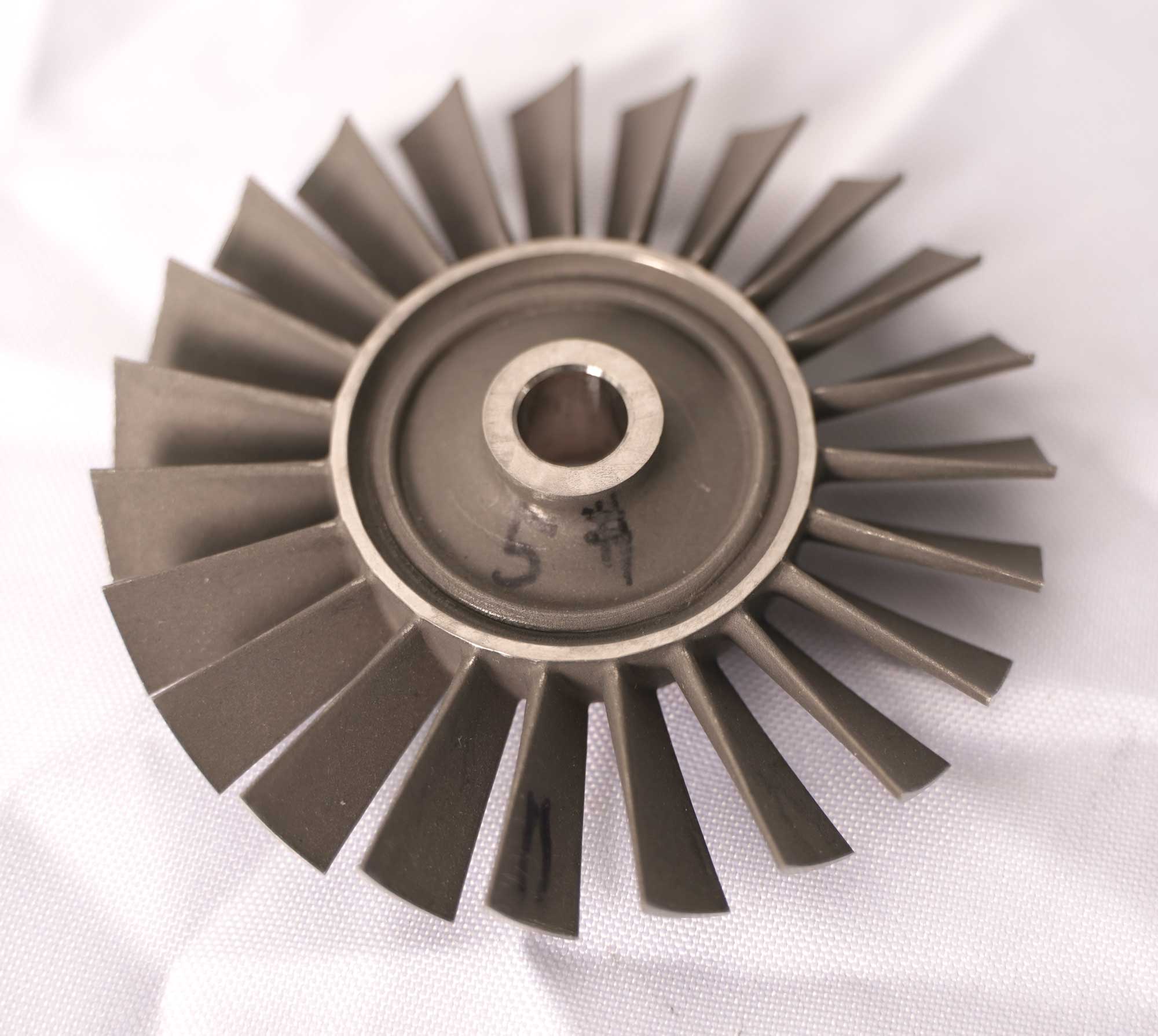
KBB Turbo, ein führender Anbieter fortschrittlicher Turbosysteme für den Luftfahrtantrieb, benötigte eine thermisch stabile und ermüdungsbeständige Turbinenkomponente für den Einsatz in Hochgeschwindigkeits-Strahltriebwerksbaugruppen. Das Bauteil musste extreme Hitze, Oxidation und mechanische Belastung über längere Betriebszyklen hinweg aushalten. Neway wurde ausgewählt, um diese kritische luftfahrtqualifizierte Komponente aus der Superlegierung Inconel 738 LC zu bearbeiten.

Warum Inconel 738 LC für Strahltriebwerksturbos ausgewählt wurde
Inconel 738 LC bietet bei erhöhten Temperaturen überlegene Kriechbeständigkeit, Ermüdungsfestigkeit und Oxidationsstabilität, was es zu einem der am weitesten verbreiteten Materialien in heißen Turbinenbereichen macht.
Eigenschaft | Wert |
|---|---|
Betriebstemperatur | Bis zu 980°C |
Streckgrenze | ≥800 MPa |
Kriechbruchlebensdauer | Ausgezeichnet (1000+ Std. bei 870°C) |
Bearbeitbarkeit | Niedrig – Erfordert Hartmetall- und Keramikwerkzeuge |
Erfahren Sie mehr über Inconel 738 LC CNC-Bearbeitung und warum es ideal für thermisch kritische Luftfahrtanwendungen ist.

Mehrstufiger CNC-Bearbeitungsprozess
CNC-Drehen
Die anfängliche Volumenabtragung und die Bildung konzentrischer Merkmale wurden auf einem CNC-Drehzentrum mit hohem Drehmoment durchgeführt. Die Schnittgeschwindigkeiten wurden mit Keramikeinsätzen auf unter 30 m/min optimiert, um die Kaltverfestigung während des Profilierens zu reduzieren.
5-Achsen-CNC-Präzisionsbearbeitung
Aerodynamische Kanäle, Konturschaufeln und Naben-Geometrie wurden in einem einzigen Spannvorgang unter Verwendung von 5-Achsen-CNC-Bearbeitung fertiggestellt. Die Positionsgenauigkeitstoleranzen wurden innerhalb von ±0,01 mm gehalten, und der Übergang zwischen axialen und radialen Profilen wurde mit Hochgeschwindigkeits-Interpolationssteuerung durchgeführt.
CNC-Bohren
Hochpräzise Kühlbohrungen und Ölflusskanäle wurden mit CNC-Bohren hergestellt, wobei Pechbohrzyklen und durchkühlte Hartmetallbohrer eingesetzt wurden, um den Werkzeugverschleiß in dieser zähen Superlegierung zu beherrschen.
CNC-Schleifen
Kritische Dichtflächen und Zapfenlagendurchmesser wurden mit CNC-Schleifen fertigbearbeitet. Die erreichte Oberflächenrauheit betrug Ra ≤ 0,4 μm, was für enge Toleranzen in hochtourigen Rotationsbaugruppen unerlässlich ist.
Qualitätssicherung und endgültige Validierung
CMM-Metrologie: Alle aerodynamischen und Dichtungsprofile wurden mit 5-Achsen-Koordinatenmesssystemen geprüft
Oberflächenrauheitsverifizierung: Geschliffene Bereiche wurden mit nach ISO 4287 kalibrierten Profilometern verifiziert
Bohrungsintegritätstest: Alle Kühlbohrungen wurden auf Durchmesser, Winkel und Durchfluss mit Luftleck- und Endoskopsystemen getestet
Projektergebnis
Neway lieferte eine Charge von 800 Einheiten an die Strahltriebwerksabteilung von KBB Turbo. Jedes Bauteil bestand Hochtemperatur-Belastungs- und Vibrationstests. Die Bearbeitungsgenauigkeit ermöglichte null Nacharbeit während der endgültigen Triebwerksmontage. KBB würdigte Neways Leistung bei der Bearbeitung komplexer Superlegierungsbauteile und der Aufrechterhaltung der Chargenkonstanz.
Warum Neway für Inconel-Strahltriebwerk-Bearbeitungskomponenten
Superlegierungs-CNC-Bearbeitung: Jahrzehntelange Erfahrung in der Bearbeitung nickelbasierter Superlegierungen mit spezialisierten Werkzeugen und Prozesskontrolle
CNC-Schleifservice: Ultrafeine Endbearbeitung für Rotor- und Dichtflächen in Hochgeschwindigkeits-Strahlsystemen
One-Stop-Luftfahrt-CNC-Service: Vollständige vertikale Integration von Schruppen, Fertigbearbeitung und QA-Inspektion für kritische Flugkomponenten
FAQs
Was ist die empfohlene Bearbeitungsstrategie für Inconel 738 LC, um thermische Verformung zu vermeiden?
Wie verbessert CNC-Schleifen die Dichtleistung in Strahltriebwerkskomponenten?
Welche Werkzeuge und Geschwindigkeiten sind optimal für das Bohren von Kühlbohrungen in Superlegierungen?
Wie wird die Maßhaltigkeit während der mehrstufigen Superlegierungsbearbeitung aufrechterhalten?
Welche Prüfmethoden gewährleisten die Präzision in 5-Achsen-bearbeiteten Luftfahrtteilen?



