5-Achsen-CNC-Bearbeitung von SUS-316L-Einpressverbindern für Bosch-Fluidsysteme
Projekthintergrund: Hochintegritätsverbinder für automotiven Drucksysteme
Bosch benötigte einen korrosionsbeständigen, maßstabilen Einpressverbinder für den Einsatz in fortschrittlichen Fluidfördersystemen in Automobilanwendungen. Das Bauteil musste strenge Anforderungen an Druckdichtheit, Gewindegenauigkeit und langfristige Korrosionsbeständigkeit erfüllen. Neway wurde ausgewählt, um die komplette Fertigung zu liefern – beginnend mit dem Grobdrehen über die hochpräzise 5-Achsen-Bearbeitung bis hin zur Endbearbeitung.
Warum SUS 316L Edelstahl ausgewählt wurde
SUS 316L wird aufgrund seiner verbesserten Korrosionsbeständigkeit, Festigkeit und Kompatibilität mit der Oberflächenveredelung häufig in Fluidsystemen eingesetzt.
Eigenschaft | Wert |
|---|---|
Streckgrenze | ≥170 MPa |
Dehnung | ≥40% |
Korrosionsbeständigkeit | Hervorragend (Chloridumgebungen) |
Eignung für Oberflächenveredelung | Idealerweise für Strahlen und Markieren |
Sein niedriger Kohlenstoffgehalt macht ihn ideal für das Schweißen und die Maßstabilität in automotiven Druckarmaturen. Erfahren Sie mehr über 316L Edelstahl CNC-Bearbeitung.
Überblick über den CNC-Bearbeitungsprozess
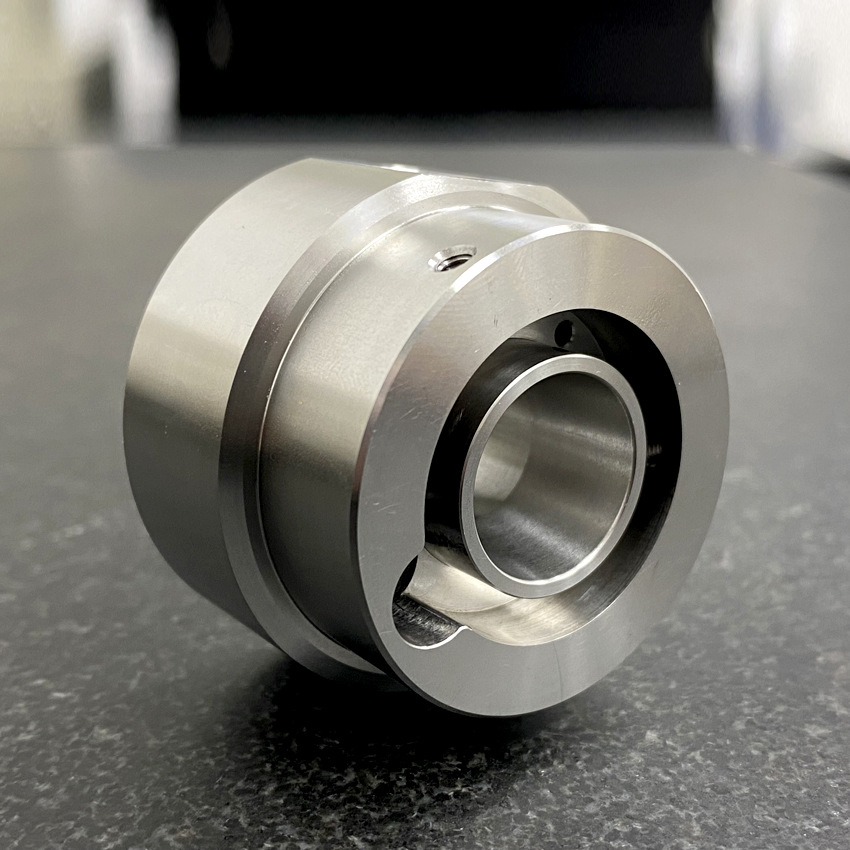
Drehen zur Grobformgebung
Das zylindrische Rohling des Bauteils wurde zunächst mittels CNC-Drehen vorbereitet, wodurch präzise Durchmesser für Gewinde, Einpresspassungen und Dichtflächen erzeugt wurden.
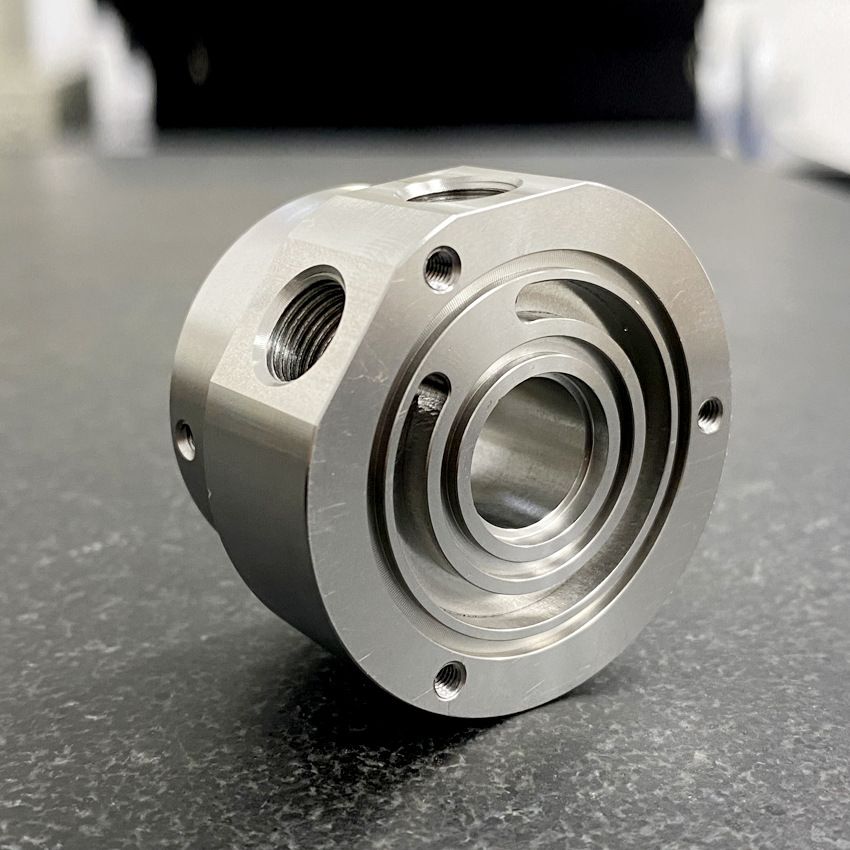
5-Achsen-CNC-Präzisionsbearbeitung
Komplexe Hinterschneidungen, abgewinkelte Gewinde und mehrflächige Dichtmerkmale wurden mittels 5-Achsen-CNC-Bearbeitung fertig bearbeitet. Dies ermöglichte die Bearbeitung in einem Aufspannvorgang mit einer Toleranz von ±0,01 mm über Gewindeflächen und Innenbohrungen hinweg.
Oberflächenbehandlung und Kennzeichnung
Der Verbinder erforderte Oberflächenbeständigkeit und Rückverfolgbarkeit. Neway wandte eine dreistufige Endbearbeitungssequenz an:
Sandstrahlen: Erzeugte eine gleichmäßige Satinoberfläche (~Ra 1,2 μm) und entfernte geringe Werkzeugspuren
Eloxieren: Angepasster Prozess für Edelstahl unter Verwendung eines passivierungsäquivalenten klaren Oxidschutzes
Lasermarkierung: Seriennummerierte Bauteil-IDs und Bosch-Logos wurden mittels hochauflösender, korrosionsbeständiger Laserbeschriftung aufgebracht
Qualitätskontrolle & Prüfung
Gewindelehrenprüfung: Alle Einpressgewinde wurden mit kalibrierten Gut-/Ausschuss-Lehren verifiziert
Dichtheitsprüfung: Maßkontrolle der Dichtflächen wurde mit Koordinatenmessgerät (KMG) und Kontaktprofilometrie bestätigt
Oberflächenintegrität: Gestrahlte und eloxierte Bauteile bestanden den Salzsprühnebeltest nach ASTM B117 für >240 Stunden
Produktionsergebnis
Neway produzierte erfolgreich eine Charge von 3.000 Stück ohne Dichtungsausfälle und mit vollständiger Rückverfolgbarkeit aller Einheiten. Bosch berichtete von hervorragender Gewindekonsistenz, zuverlässigen Einpresspassungstoleranzen und gleichbleibender optischer Qualität über alle Chargen hinweg. Die Komponenten bestanden alle Qualifikationstests für hydraulische und Vibrationssysteme.
Warum Neway für CNC-bearbeitete Einpressverbinder-Komponenten
Edelstahl-Bearbeitungsservice: Ermöglicht die präzise Fertigung abgewinkelter Dichtflächen und mehrschwenkiger Gewinde
CNC-Drehservice: Ideal für die Konzentrizitätstoleranzkontrolle und Durchmesserübergänge
Alles-aus-einer-Hand-Fertigungsservice: Vollständig integrierte Bearbeitung und Endbearbeitung verbessern Konsistenz und Rückverfolgbarkeit
FAQs
Welche Gewindetoleranzen können bei SUS-316L-Verbindern mit CNC-Bearbeitung erreicht werden?
Wie schneidet 316L bei Salzsprüh- und Vibrationstests ab?
Können Edelstahlteile eloxiert werden, oder ist Passivieren vorzuziehen?
Welche Vorteile bietet die 5-Achsen-Bearbeitung in abgewinkelten Einpressdichtzonen?
Wie wird Lasermarkierung aufgebracht, ohne die korrosionsbeständige Oberfläche zu beschädigen?