産業用機器のためのステンレス鋼深穴加工:効率性と精度に関する事例研究
産業用機器のためのステンレス鋼深穴加工:効率性と精度に関する事例研究
深穴加工は、流体の移送、潤滑、冷却、軽量化、または内部構造機能が長く直線的かつ正確な内部通路に依存する産業用機器部品において頻繁に必要とされます。これらの部品がステンレス鋼で製造される場合、材料が発熱しやすく、切削に抵抗し、工程が適切に計画されていないとバリを発生させる傾向があるため、加工の課題が増大します。そのため、ステンレス鋼部品のCNC 加工(穴あけ)を検討する多くの購入者は、通常の穴あけだけでなく、より専門的な深穴加工ルートが必要になるのです。
本記事では、ステンレス鋼製産業用機器部品向けの深穴加工サービス背后的商業的および製造上の論理に焦点を当てます。深穴加工を一般的な加工工程として説明するのではなく、この事例型の議論では、それが効率性にとってなぜ重要なのか、購入者が注意すべき精度リスクは何か、そして安定した穴あけ戦略が小ロットおよび反復生産における実際の機器部品をどのように支えるかについて解説します。
ステンレス鋼部品が深穴加工を必要とする理由
産業用機器において、ステンレス鋼は、湿気、化学薬品、または汚染された環境下で耐食性、機械的信頼性、および安定したサービス性能を必要とする部品に一般的に使用されます。これらの部品の多くは、単純なプレートやハウジングではありません。内部オイルチャンネル、冷却液通路、長いボーリング特徴、センサーアクセスホール、油圧または空圧経路、そして significant な深さにわたって直線性と寸法の一貫性を維持しなければならない内部アライメントボーリングなどが含まれます。
標準的な穴あけは浅いまたは中程度の深さの穴には機能しますが、穴の直径に対して長くなると、工程の安定性がはるかに重要になります。切りくずの排出が困難になり、熱集中が増加し、直進性の制御がより難しくなります。ステンレス鋼の場合、穴あけ方法が適切に選択されていないと、これらの問題はすぐに表面仕上げの不良、テーパー、バリの形成、または工具摩耗を引き起こす可能性があります。
典型的な産業機能 | 深穴加工が必要な理由 |
|---|---|
潤滑チャンネル | 信頼性の高い流量連続性を備えた長い内部通路が必要 |
冷却液または流体移送経路 | 制御された直径、直進性、および清潔な内部表面が必要 |
油圧または空圧ボーリング | 安定した幾何学形状と交差点でのバリリスクの低減が要求される |
センサーアクセスホール | 長く、狭く、正確に位置決めされた穴あけが必要な場合がある |
軽量化のための内部ボーリング | 構造的一貫性を損なうことなく長い加工深さが必要 |
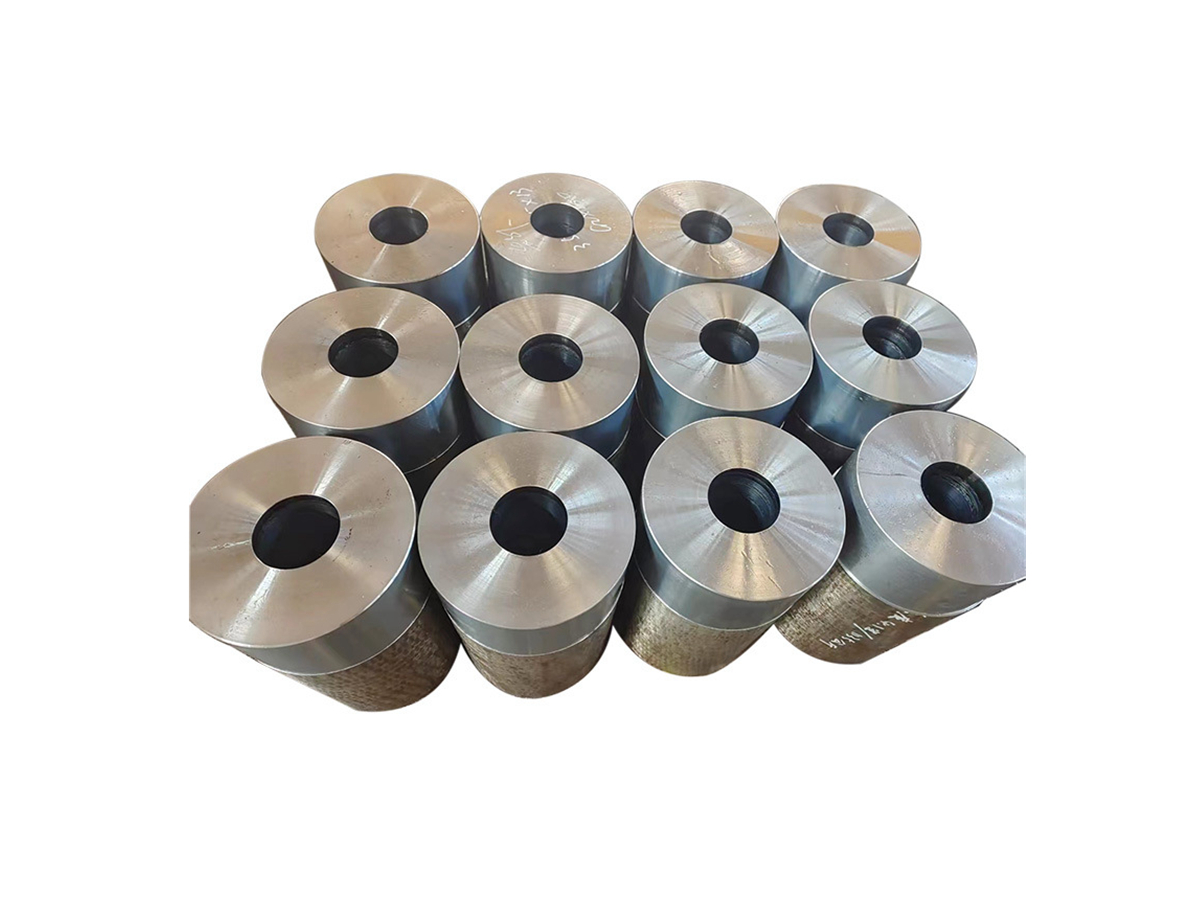
事例の背景:長いステンレス鋼ボーリングを持つ産業用機器部品
産業用機器における典型的な事例には、1 つ以上の長い軸方向またはオフセットボーリングを必要とする、シャフト状またはブロックタイプのステンレス鋼部品が含まれます。この部品には、外部取付特徴、側面穴、ねじ接口、シール面、および他の機能幾何学と整合しなければならない深い内部チャンネルが含まれる場合があります。このようなプロジェクトでは、穴あけ工程は部品の残り部分から独立していません。穴は、後の加工、組立、洗浄、および検査をサポートする方法で製造されなければなりません。
購入者の視点からは、主な関心事は通常、穴をあけることができるかどうかだけではありません。関心事は、最終的な機器機能をサポートするのに十分に効率的かつ正確に穴をあけることができるかどうかです。これには、穴の直進性、深さの一貫性、交差する穴におけるバリの制御、内部表面品質、そして予測不能な変動なしにバッチ間で工程を反復できるかが含まれます。
深穴加工サービスにおいて効率性が重要な理由
深穴加工における効率性は、単に速く穴をあけることだけではありません。多くの産業用機器プロジェクトにおいて、真の効率性とは、不安定性の低減、スクラップリスクの低下、段取り変更の短縮、および穴のずれや内部品質の不良による手直しを回避することを意味します。理論上は速く見える工程でも、一貫性のないボーリング、過剰なバリ、または下流の組立問題を引き起こす場合は、高価なものになる可能性があります。
ステンレス鋼部品の場合、より攻撃的だがリスクの高い切削アプローチよりも、安定した穴あけルートの方が総合的な効率性を向上させることが多いです。穴が部品の機能にとって重要である場合、購入者は名目上のサイクルタイムだけでなく、制御可能で反復可能な方法からより大きな恩恵を受けます。これは、材料コスト、検査努力、納期タイミングのすべてが重要となるカスタム注文において特に真実です。
効率性要因 | プロジェクトコストに影響を与える理由 |
|---|---|
穴の直進性の安定性 | スクラップと二次修正作業を低減 |
切りくず排出制御 | 工具寿命と内部表面の一貫性を向上 |
バリの低減 | 手動仕上げと洗浄作業を低減 |
安定した段取り戦略 | 外部特徴との位置関係を保護 |
再現性のある検査結果 | 円滑なバッチリリースと低い品質リスクをサポート |
ステンレス鋼深穴加工における精度リスク
ステンレス鋼深穴加工における精度リスクは、通常、材料の挙動と幾何学的深さの組み合わせから生じます。ステンレス鋼は加工硬化と熱集中を発生させる可能性があり、これにより長い距離にわたって穴あけ経路を安定させることがより困難になります。工程が適切に制御されていない場合、ボーリングがずれたり、テーパーになったり、後で流体の流れ、シール、または部品間の一貫性に影響を与える局所的な内部損傷を示したりする可能性があります。
もう一つの一般的な問題は、深いボーリングが横穴と交差するか、シール界面で出る場所でバリが形成されることです。メインボーリングのサイズが許容範囲内であっても、二次的なバリが組立や流れの問題を引き起こす可能性があります。これが、深穴加工サービスを部品全体の幾何学形状と共に計画し、分離された孤立した工程として扱わないべき理由です。
ステンレス鋼深穴部品の工程計画
ステンレス鋼深穴部品に対する信頼性の高い工程計画は、通常、穴の深さだけでなく、部品全体の機能から始まります。エンジニアリングレビューでは、ボーリングの方向、入り口条件、他の穴との交差、部品が後にねじ切りやシール特徴を受けるかどうか、そして穴あけ後に穴がどのように検査および洗浄されるかを考慮する必要があります。部品が正確な外部幾何学も必要とする場合、穴あけルートはより広範な精密加工シーケンスと調整されるべきです。
多くのカスタムプロジェクトでは、穴あけ戦略は、部品がプロトタイプ、小ロット注文、还是反復生産アイテムであるかにも依存します。初期段階の検証部品の場合、重点はリスク低減と工程確認にあります。反復される産業用機器部品の場合、重点は工程の安定性、サイクル効率、および一貫したバッチ出力に移行します。
見積もりを依頼する前に購入者が確認すべき事項
ステンレス鋼深穴加工プロジェクトを正確に評価するために、購入者は部品の外形以上の情報を提供する必要があります。サプライヤーには、ボーリングの機能的な重要性と、それが残りの幾何学形状とどのように相互作用するかを理解するのに十分な情報が必要です。
必要な RFQ 情報 | それが重要な理由 |
|---|---|
3D CAD ファイル | ボーリングの方向、交差する特徴、および部品全体の幾何学形状を示す |
公差付き 2D 図面 | 直径、深さ、位置、および関連する公差を定義する |
ステンレス鋼グレード | 穴あけ戦略、工具摩耗、および工程の安定性に影響する |
数量 | 柔軟な段取りと反復効率のバランスを変化させる |
表面または清潔度要件 | 穴あけ後の洗浄とバリの期待値を定義するのに役立つ |
アプリケーション機能 | ボーリングが流量、アライメント、軽量化、还是組立用であるかを明確にする |
検査要件 | 追加の寸法測定またはレポートサポートが必要かどうかを決定する |
穴あけオプションを比較する購入者にとって、部品が始動条件が困難であるか、特に要求の厳しい穴特徴を含む場合に、EDM 深穴加工サービス – 高精度カスタム部品を通じてより広範なルート質問を検討することも有用です。しかし、多くのステンレス鋼製産業用機器部品において、主な決定事項は依然として、完全な加工ルート内で深穴加工サービスをいかに効率的かつ一貫して実行するかです。
効率性と精度をサポートする検査ポイント
深穴加工サービスにおける検査は、名目上の直径以上を確認する必要があります。産業用機器部品の場合、重要な質問には通常、ボーリングの深さが正しいか、穴が意図された機能のために十分に直線的であるか、交差領域が許容できないバリから解放されているか、そしてボーリングと外部参照特徴間の関係がプロジェクト要件内に収まっているかが含まれます。
検査が正しく計画されると、品質と納品効率の両方が向上します。これにより、下流の加工や組立が工程の遅すぎる段階で隠れた穴あけの問題を発見する可能性が低減されます。これは、失敗した部品の再製造コストが最初に正しくボーリングを検証するコストよりもはるかに高くなる可能性があるステンレス鋼プロジェクトにおいて特に重要です。
深穴加工サービスが産業用機器プロジェクトをサポートする方法
産業用機器部品にとって、深穴加工サービスは、一般的な加工だけでは常に効率的に生産できない内部機能幾何学をサポートするため価値があります。これは、ステンレス鋼製機器部品に期待される広範な信頼性を維持しながら、長い流体経路、内部アクセス特徴、制御されたボーリング、および機能チャンネルの作成を支援します。安定した工程計画と組み合わせることで、このサービスは内部幾何学が外部形状と同じくらい重要な部品における製造リスクを低減するのに役立ちます。
これが、多くのカスタムプロジェクトが深穴加工を孤立した専門工程としてではなく、CNC 加工、精密仕上げ、および検査ベースのリリースを含むより広範な製造ルートの一部として使用する理由です。穴あけ工程は、単なる穴あけ作業として見積もられるのではなく、部品全体の戦略に統合されたときに最も価値を発揮します。
ステンレス鋼深穴加工部品のお見積もり依頼
お客様の産業用機器プロジェクトに、標準的な穴あけでは提供できないより良い制御を必要とする長い内部ボーリング、流体通路、または狭いステンレス鋼穴特徴が含まれている場合、深穴加工サービスが適切なルートかもしれません。最も効率的な RFQ パッケージには通常、3D モデル、2D 公差、ステンレス鋼グレード、数量、ボーリングの機能説明、および検査または清潔度要件が含まれます。
穴の精度、内部品質、および再現性のある納品が重要なカスタムステンレス鋼部品の場合、適切に計画された深穴加工サービスは、製造効率と最終部品の信頼性の両方を向上させることができます。
