THKリニアモーションシステム向け精密UPEラックのCNC加工
プロジェクト背景:リニアモーション用軽量・耐摩耗性ラック
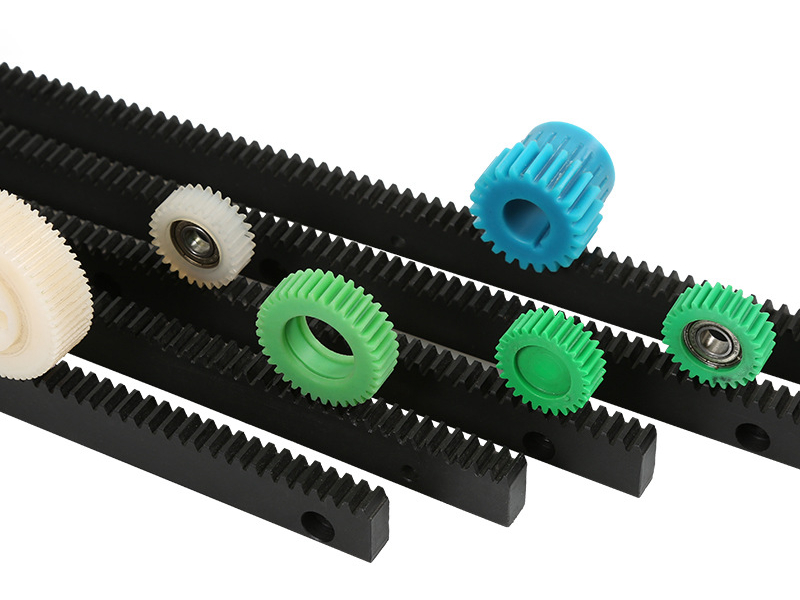
THKは、リニアモーション制御システムの世界的リーダーとして、新世代の軽量で耐食性のあるアクチュエータアセンブリに使用する精密加工ポリマーラックソリューションを必要としていました。この部品は、無給油条件下で優れた寸法精度と耐摩耗性能を維持することが期待されていました。Newayは、特殊なプラスチックCNC技術を用いてUPE(超高分子量ポリエチレン)からラックを供給するために選定されました。
ラック用途にUPEが選ばれた理由
UPEは、優れた耐摩耗性、衝撃強度、低摩擦を提供し、無給油機械伝動部品に理想的です。
特性 | 値 |
|---|---|
引張強度 | ≥40 MPa |
耐衝撃性 | 優れる |
摩擦係数 | ~0.1 (乾燥滑り) |
吸水率 | <0.01% |
加工性 | 高い(鋭利な工具と低発熱で) |
UPE(別名UHMW-PE)は、摺動部品において長い耐用年数を提供し、潤滑なしで作動できます。UPE CNC加工について詳しくはこちら。


CNC加工ワークフロー
外形と歯形構造のためのCNCフライス加工
3軸CNCフライス加工を使用して、ラック本体の荒削りと歯形の切削を行いました。材料の蓄積と過熱を避けるために、切りくずの除去と工具クリアランスに特に注意を払いました。
シャフト取付穴のためのCNC中ぐり加工
精密CNC中ぐり加工を適用し、直径公差±0.02 mmの取付穴を製作しました。これにより、ラックとピニオンアセンブリ間の安定した噛み合わせが確保されました。
締結穴のためのCNC穴あけ加工
締結取付穴は、鋭利でクリアランスの高いドリルを使用したCNC穴あけ加工で加工されました。ピークドリリングサイクルを使用して、熱による軟化を最小限に抑え、長穴全体の垂直度を確保しました。
品質管理と寸法検証
歯形精度: 光学式投影機を使用して歯の間隔と形状を検証
穴公差: プラグゲージとCMMを使用して穴および締結穴の直径を検査
平坦度と反り制御: ダイヤルゲージを使用してラック本体全体を検査し、800 mm長さで≤0.05 mmの平坦度を確保
生産成果
Newayは、反りによる不良ゼロ、寸法合格率>99.7%で2,500本のラックを納品しました。THKのエンジニアリングチームは、試作モーションシステムにおいて、安定した噛み合わせ、優れた無給油性能、および長い耐摩耗寿命を報告しました。
精密プラスチックモーション部品にNewayが選ばれる理由
プラスチックCNC加工: UPE、POM、PAなどのエンジニアリングプラスチックに対する専門的な工程管理
CNC中ぐり加工サービス: ポリマー基材において一貫した同心度で厳しい公差の穴を実現
CNC穴あけ加工サービス: 高精度な締結穴パターンと長穴位置決めに理想的
よくある質問
UPEは、潤滑なしでラック用途においてどのような性能を発揮しますか?
加工中のUPE材料の反りを制御するための最良の戦略は何ですか?
UPE部品の中ぐり穴で維持できる公差はどの程度ですか?
UPEラックは湿潤または腐食性環境で使用できますか?
CNC加工された駆動部品において、UPEはPOMやナイロンと比較してどうですか?
