Hochpräzise 5-Achsen-CNC-Bearbeitung für Sony Optiklinsengehäuse aus Aluminium 6061
Projekthintergrund: Strukturgehäuse für hochwertige optische Objektive
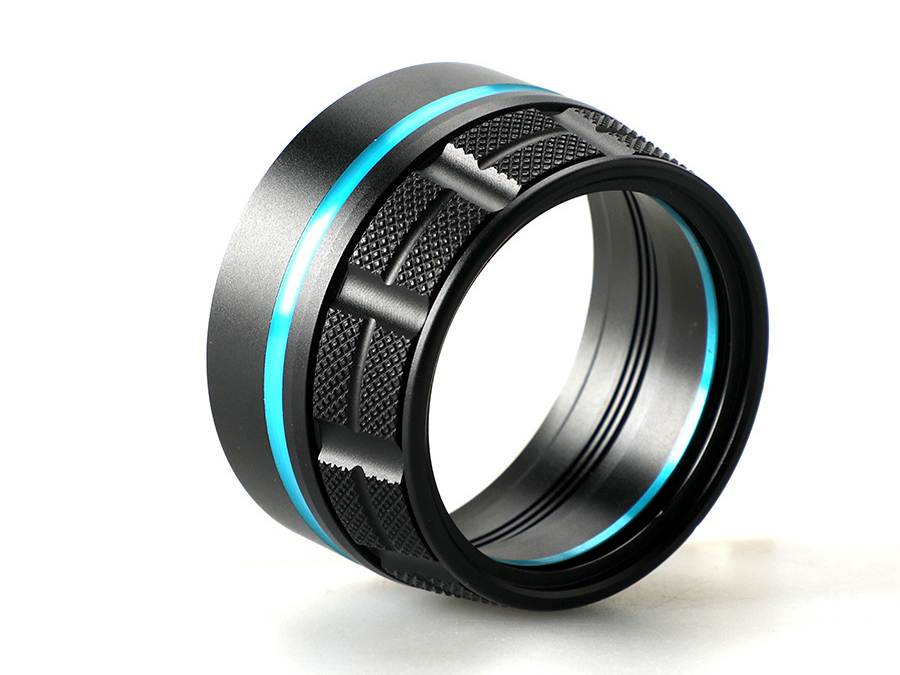
Sony benötigte ein strukturell steifes, leichtes und ästhetisch veredeltes Aluminium-Objektivgehäuse für eines seiner Flaggschiff-Modelle mit Wechselobjektiv. Diese optische Komponente musste strenge Maßtoleranzen, hohe Anforderungen an die Oberflächenoptik und eine konsistente Markenidentität erfüllen. Neway wurde als fortschrittlicher CNC-Bearbeitungslieferant ausgewählt, um einen One-Stop-Produktionsworkflow von der Rohdrehbearbeitung bis zur Endbearbeitung zu realisieren.
Warum Aluminium 6061 für optische Objektivgehäuse
Aluminium 6061 bietet die ideale Balance zwischen struktureller Leistung, Korrosionsbeständigkeit und Oberflächenqualität – essenziell für Gehäuse optischer Komponenten.
Eigenschaft | Wert |
|---|---|
Streckgrenze | ≥240 MPa |
Eignung für Oberflächenfinish | Hervorragend für Beschichtung und Strahlen |
Verhältnis von Gewicht zu Festigkeit | Hoch |
Bearbeitbarkeit | Hervorragend |
Seine stabile Bearbeitbarkeit und Kompatibilität mit der Oberflächenveredelung machen es zur bevorzugten Legierung für Unterhaltungselektronik, Luft- und Raumfahrt sowie Optiken in Kamerqualität.


Aufschlüsselung des Bearbeitungsprozesses
CNC-Drehen (Schruppphase)
Die erste Formgebung erfolgte durch CNC-Drehen, wobei überschüssiges Material entfernt und konzentrische Referenzen für das nachfolgende Fräsen geschaffen wurden.
5-Achs-CNC-Präzisionsbearbeitung
Das optische Objektivgehäuse verfügte über mehrere Hinterschneidungen, Schlitze und spiralgewindete Ringe für die Zoom-/Fokusschnittstelle. 5-Achs-CNC-Bearbeitung ermöglichte den Werkzeugzugang über mehrere Ebenen und erreichte eine Konzentrizität von ±0.01 mm zwischen kritischen optischen Bohrungen und Gewinden.
Abfolge der Oberflächenbehandlung
Um sowohl Haltbarkeit als auch eine hochwertige Optik sicherzustellen, wurden die folgenden Schritte durchgeführt:
Sandstrahlen: Sorgte für ein mattes, blendfreies Finish (~Ra 1.4 μm), ideal für Gehäuse in optischer Qualität
Lackierung: Mehrschichtige mattschwarze Beschichtung, optimiert für UV-Stabilität und Verschleißfestigkeit
Laserkennzeichnung: Seriennummer und Markenkennzeichen wurden mit hohem Kontrast und ohne thermische Verformung aufgebracht
Qualitätskontrolle & Prüfung
Maßprüfung: Alle Gewinde und Merkmale der optischen Achse wurden mit KMG und 3D-Laserscanning geprüft
Oberflächenprüfung: Die Haftung der Beschichtung wurde gemäß ASTM D3359 verifiziert; der Glanzgrad wurde nach Standards mit 85°-Messwinkel kontrolliert
Logogravur: Wurde hinsichtlich Klarheit und Tiefe mit ISO-14782-konformen Messwerkzeugen überprüft
Produktionsergebnisse
Die Objektivgehäuse wurden in Chargen von 1.200 Stück produziert, mit null Ausschuss und einer Erstpassquote von >99.5%. Sony berichtete von einer hervorragenden Konsistenz sowohl bei der optischen Ausrichtung als auch bei der Haltbarkeit der Außenbeschichtung. Das Gehäuse bestand Temperaturwechsel- und Fallstoßtests ohne optische Beeinträchtigung oder Maßabweichung.
Warum Neway für optische CNC-Objektivkomponenten
Aluminium-CNC-Bearbeitung: Unverzichtbar für konzentrische und winkelgenaue Präzision zwischen optischen Flächen und Gewindeaufnahmen
CNC-Drehservice: Ermöglicht schnellen Materialabtrag und präzise zylindrische Geometrien
One-Stop-Fertigungsservice: Vollständige Inhouse-Kontrolle über Bearbeitung, Beschichtung und Kennzeichnung reduziert die Lieferzeit und verbessert die Konsistenz
FAQs
Welche erreichbare Toleranz ist bei optischen Objektivgehäusen mit 5-Achs-CNC-Bearbeitung möglich?
Wie wird die Haftung von Beschichtungen auf CNC-bearbeiteten Aluminiumteilen geprüft?
Können lackierte und sandgestrahlte Oberflächen über große Chargen hinweg ein einheitliches Erscheinungsbild beibehalten?
Welche Techniken gewährleisten die Konzentrizität zwischen Gewinde und Bohrung bei zylindrischen Objektivkomponenten?
Wie beeinflusst die Laserkennzeichnung die endgültige Oberflächenintegrität lackierter Aluminiumteile?
