华为铝合金6061散热器五轴CNC加工
项目背景:通信设备高效散热解决方案
华为 为其高性能通信系统需要一款精密设计的铝制散热器。该零件必须满足严格的平面度和轮廓精度要求,以实现最大的热接触效率,同时还需符合华为对品牌标识和耐腐蚀性能的严格标准。Neway 被选为值得信赖的合作伙伴,提供从铣削加工到表面处理的完整解决方案。
为什么散热器结构选用铝合金 6061
铝合金 6061 兼具优异的导热性、强度和表面处理适应性——这些都是关键散热部件所必需的重要特性。
性能 | 数值 |
|---|---|
导热系数 | ~167 W/m·K |
屈服强度 | ≥240 MPa |
表面处理适配性 | 非常适合喷砂和粉末喷涂 |
强度重量比 | 高 |
凭借出色的可加工性和阳极氧化替代处理方案,铝合金 6061 可确保通信级部件的加工精度和长期可靠性。

CNC 加工工艺分解
三轴 CNC 粗加工
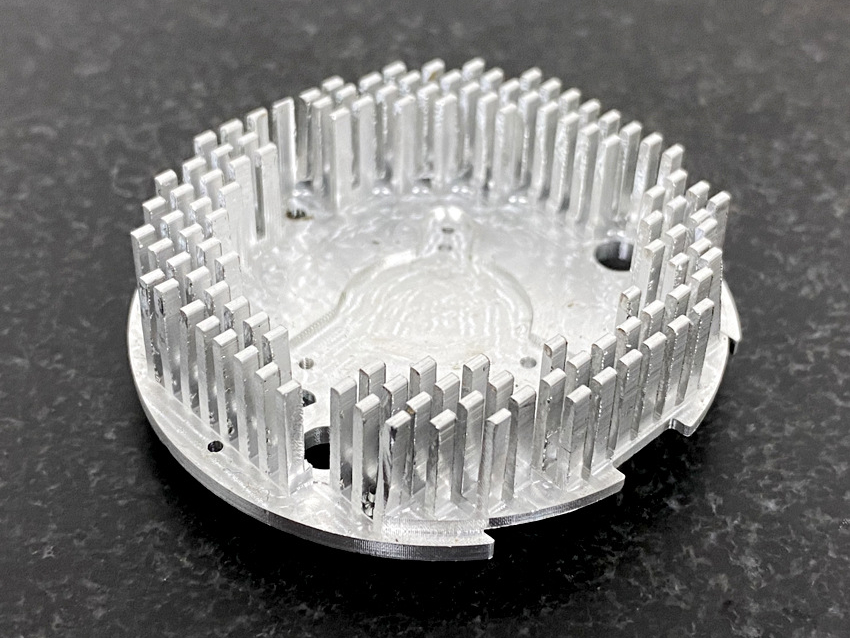
初始的大量材料去除采用三轴 CNC 铣削完成,在所有散热鳍片和底部平面区域保留均匀的加工余量。
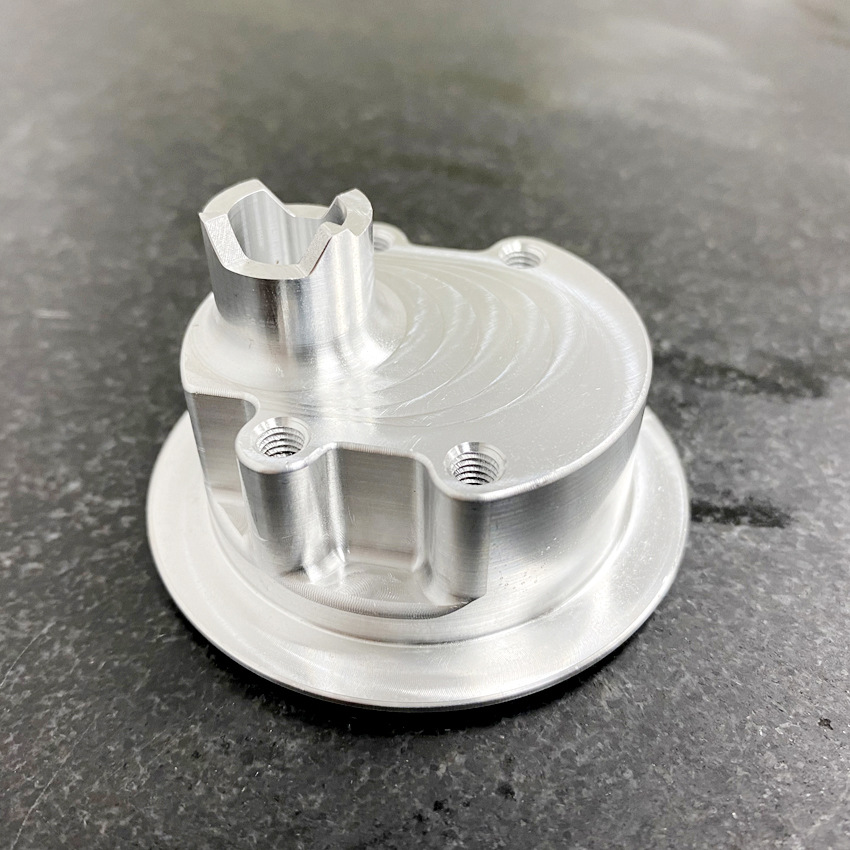
五轴 CNC 精密加工
为了保持超高平整度的接触表面和清晰的鳍片过渡区域,采用五轴 CNC 加工进行同步多角度精加工。安装底面的平面度控制在 ±0.01 mm 以内,所有倒角边缘在一次装夹中完成加工,以避免重新定位误差。
表面处理与品牌标识
华为对大批量安装应用提出了耐久表面防护和品牌一致性要求。采用了以下表面处理工艺:
质量保证与过程控制
CMM 检测:通过全轮廓扫描验证底面平面度、平行度和鳍片间距
粉末厚度检测:采用 ASTM D1186 干膜厚度检测方法,确认平均涂层厚度为 65 μm
Logo 精度审核:依据 ISO 20654 标准进行外观和深度验证
生产成果
共计 1,500 件产品交付至华为集成现场。所有零件均通过热界面测试和外观评级,首检通过率超过 99.8%。客户反馈重点肯定了表面处理的一致性、表面的耐磨抗擦伤性能,以及安装面尺寸控制的稳定性。
为什么选择 Neway 加工 CNC 通信散热器
铝合金 CNC 加工:可确保热敏组件中复杂几何结构和高平面度公差要求
CNC 铣削服务:非常适合散热鳍片结构中的大批量材料去除
一站式制造:从粗加工到粉末喷涂和最终打标的完整流程,具备严格的交期控制能力
常见问题
采用五轴 CNC 加工时,散热接触面的平面度公差可以达到多少?
粉末喷涂会如何影响铝制散热器的导热性能?
通信级部件在进行粉末喷涂前需要进行哪些表面预处理?
激光打标能否穿透粉末涂层而不损伤基材?
通信系统中散热器安装时哪些尺寸公差最为关键?
