高精度CNC深孔钻加工服务 – 获取报价
突破极限:高精度深孔钻削在先进制造中的关键作用
在精密制造领域,深孔加工一直被视为衡量一家企业技术实力的重要标杆。作为 Neway 的高级工艺工程师,我非常清楚,每一个深孔都代表着对工艺极限的挑战。当长径比超过 10:1 时,传统加工方式很快就会触及边界——刀具挠曲、排屑困难、散热不良以及表面质量不稳定,都会成为制约零件性能的关键因素。
在现代高端装备制造中,深孔早已不再是简单的通孔或螺纹底孔,而是承担燃油输送、液压传动、冷却循环等关键功能的核心结构特征。无论是航空发动机燃油喷嘴,还是外科手术机器人中的精密传动轴,对深孔的直径公差、直线度、位置度以及表面粗糙度都有极为严苛的要求。而这正是我们的深孔钻削服务发挥价值的地方——为客户解决最具挑战性的深孔加工难题。
深孔钻削技术全解析:枪钻、BTA 与喷射系统
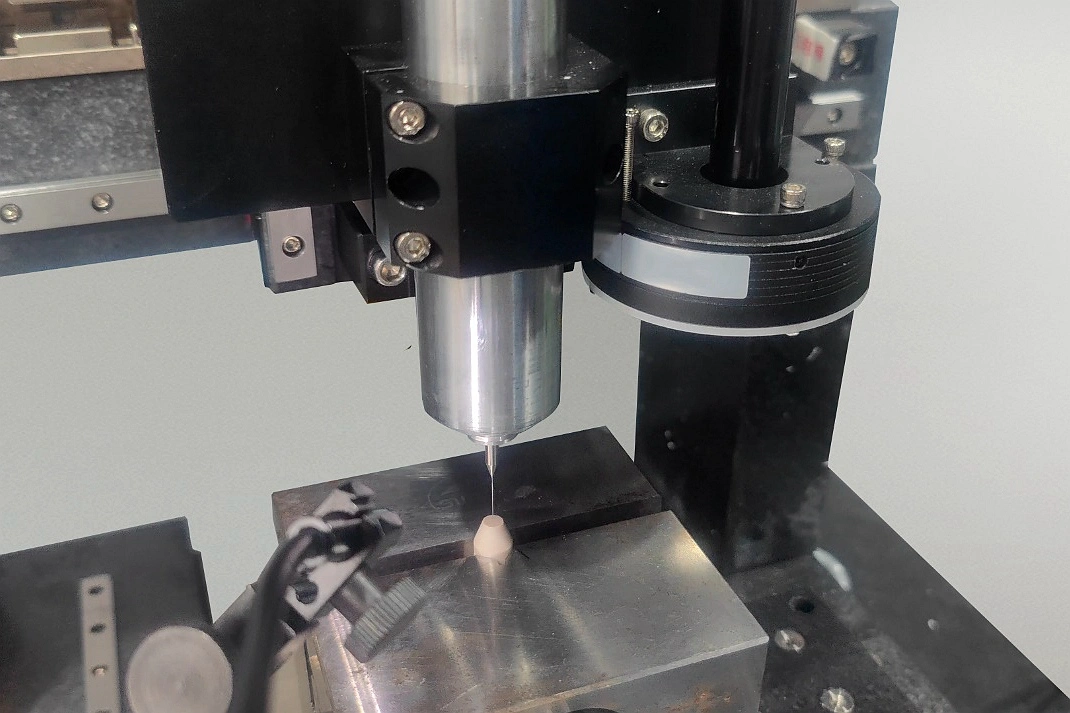
枪钻工艺:小直径深孔的精密之选
枪钻是我们加工小直径深孔的首选工艺。这种单管系统通过高压冷却液,使切屑经钻杆内部的 V 形槽排出。其独特的刀头几何形状与冷却通道设计,确保了整个加工过程中的稳定性和顺畅排屑。我们的枪钻设备可可靠加工直径 1.5mm 至 20mm 的深孔,长径比最高可达 100:1——这一水平几乎是传统麻花钻难以实现的。
BTA 系统:中大直径深孔的高效加工方案
对于直径超过 20mm 的深孔,我们采用 BTA(Boring and Trepanning Association)系统。这种双管结构中,高压冷却液通过钻杆外壁与孔壁之间的环形间隙进入切削区,切屑则通过钻杆内腔排出。BTA 系统具有极高的生产效率和更优的孔表面质量,非常适合中大直径深孔的批量生产。在我们的多轴联动加工中心上,BTA 系统可以在一次装夹中完成复杂零件上多条深孔的加工。
如何根据直径、长径比与材料选择最佳深孔工艺
选择合适的深孔钻削工艺,需要对多种因素进行综合评估。除了孔径和长径比之外,材料特性也是关键决策依据。对于高温合金等难加工材料,我们会选择特殊的刀具几何形状与冷却参数;对于钛合金,则需要格外关注加工温度控制,以避免不利的组织变化。我们的工艺工程团队在针对不同项目制定最适合的加工方案方面积累了丰富经验。
Neway 高精度深孔钻削的核心�力与技术规格
Neway 的深孔加工部门配备了世界一流的专用设备,包括多轴深孔钻削机、枪钻系统以及 BTA 装置。我们的加工能力覆盖直径 1.5mm 至 50mm 的深孔,最大长径比可达 150:1,处于行业领先水平。在公差控制方面,我们可实现孔径公差达到 IT7 等级,直线度控制在每 100mm 小于 0.02mm,位置精度控制在 0.05mm 以内。
表面质量是评估深孔加工性能的核心指标之一。通过优化切削参数与冷却系统,我们可实现内表面粗糙度最低 Ra 0.4μm。这不仅显著降低后续精加工的需求,更重要的是,能够在严苛工况下保障零件的可靠性。对于需要进行内孔电解抛光的零件,我们的加工质量也能提供理想的基础表面。
材料专长:攻克难加工合金中的深孔挑战
高温合金与钛合金的深孔加工策略
高温合金和钛合金被广泛认为是深孔加工中最具挑战性的材料之一。其高强度与低导热性容易引起严重加工硬化与快速刀具磨损。通过采用先进刀具涂层、优化切削参数以及定制冷却液配方,我们能够有效应对这些挑战。例如,在加工 Inconel 718 时,我们采用分段进给策略并配合高压内冷系统,以确保及时排屑,防止因切屑堆积导致的刀具失效。
不锈钢深孔加工与切屑控制
由于不锈钢材料韧性高且易产生积屑瘤,不锈钢深孔钻削中经常会形成连续长切屑,导致排屑困难。我们通过定制断屑槽形、采用脉冲进给策略以及精确控制冷却压力来解决这一问题。对于316 不锈钢深孔加工,我们还特别关注降低孔壁的加工硬化程度,以便于后续工序的顺利进行。
铝合金的高效深孔钻削与表面保护
尽管7075 铝合金相对容易切削,但深孔加工仍然存在自身的难点。材料较软,易产生毛刺且对划伤敏感。我们通常采用高速、低进给的切削策略,并配合专用铝合金切削液,在保证加工效率的同时兼顾孔壁质量。对于关键零件,我们还会在加工完成后立即进行清洗,以防止铝表面的氧化或腐蚀。
深孔钻削的关键质量指标与检测保障体系
检测是确保深孔加工精度的最后一道也是最关键的防线。我们建立了一套完整的深孔检测体系,覆盖从原材料到成品的每个阶段。在加工过程中,我们持续监控切削力、冷却压力与流量,以保持稳定的切削状态。加工完成后,我们使用专������内径量规、气动测量仪以及三坐标测量机,对孔径、圆度和圆柱度进行精确测量。
在直线度验证方面,我们采用先进的激光测量系统,可以对整个孔深范围内的直线度偏差进行全程扫描与分析,从而及时发现并纠正因刀具磨损或机床精度引起的问题,确保每一个深孔都符合设计要求。特别是在热处理之后,我们会对关键深孔进行复测,以评估热变形的影响并确认尺寸公差仍然处于受控范围内。
行业解决方案:深孔钻削在关键领域的应用
航空航天:燃油喷嘴与液压作动缸
在航空航天领域,我们为发动机喷嘴加工微米级燃油喷孔。这些孔的直径通常仅为 0.1–0.3mm,长径比超过 20:1。通过高精度枪钻工艺,我们保证每个喷孔流量一致,从而实现最佳燃烧效率。液压作动缸中的深孔同样对直线度与表面粗糙度有极高要求,以避免密封件磨损与泄漏。
医疗器械:手术器械、内窥镜组件与植入物导向孔
在医疗器械领域,对深孔的要求更加苛刻。手术器械中的深孔往往需要兼顾小直径、大长径比和优异的表面光洁度。对于内窥镜零件,我们加工直径 1.2mm、深度 120mm 的成像束通道,其直线度需控制在 0.05mm 以内——这对任何加工工艺都是极限挑战。骨科植入物上的导向孔同样需要极高的尺寸精度与表面质量,以保证手术精度和患者安全。
油气行业:阀体与测井工具外壳
在油气行业中,阀体内部的深孔通常工作在高压且强腐蚀环境下。通过优化工艺和严格的质量控制,我们确保这些关键结构在长期服役中保持可靠与稳定。测井工具外壳内部往往包含穿越多个腔室的深孔,并且位置度公差极为严格;我们的多轴加工能力能够满足这类零件对精度的严苛要求。
为什么选择 Neway 作为高精度深孔钻削合作伙伴?
在 Neway,我们始终致力于通过技术创新推动制造升级。我们的深孔加工团队由经验丰富的工程师和技师组成,每一位成员都经过严格培训与技能认证。除了先进设备本身,我们更在解决复杂深孔问题方面积累了大量实践经验。从原型验证阶段,到小批试制以及大批量生产,我们都能为客户提供全生命周期的技术支持。
我们的�站式服务模式,确保客户获得的是完整的系统解决方案。从深孔加工到热处理、表面处理直至最终检测,我们统一管理整个制造链路。这种纵向一体化不仅提高了效率,也确保了各个环节质量的一致性。
在 Neway,我们把每一个深孔加工项目都视作展示精密制造能力的机会。无论零件结构多么复杂、要求多么严苛,我们都会全力为您提供最佳技术方案。我们有信心成为您在高精度深孔钻削领域最值得信赖的合作伙伴。
询价所需信息:如何快速获得准确报价
为确保我们能够提供准确、及时的报价,建议您在询价(RFQ)时包含以下信息:零件工程图或 3D 模型(需清晰标注所有深孔尺寸、公差及技术要求)、材料规格(牌号与状态)、预计订单数量、表面处理要求以及任何特殊说明。基于这些信息,我们的工程师将在 24 小时内提供详尽的技术方案和具有竞争力的报价。
