複雑な航空宇宙部品向け超合金を用いた高性能3Dプリンティングプロトタイピング
はじめに
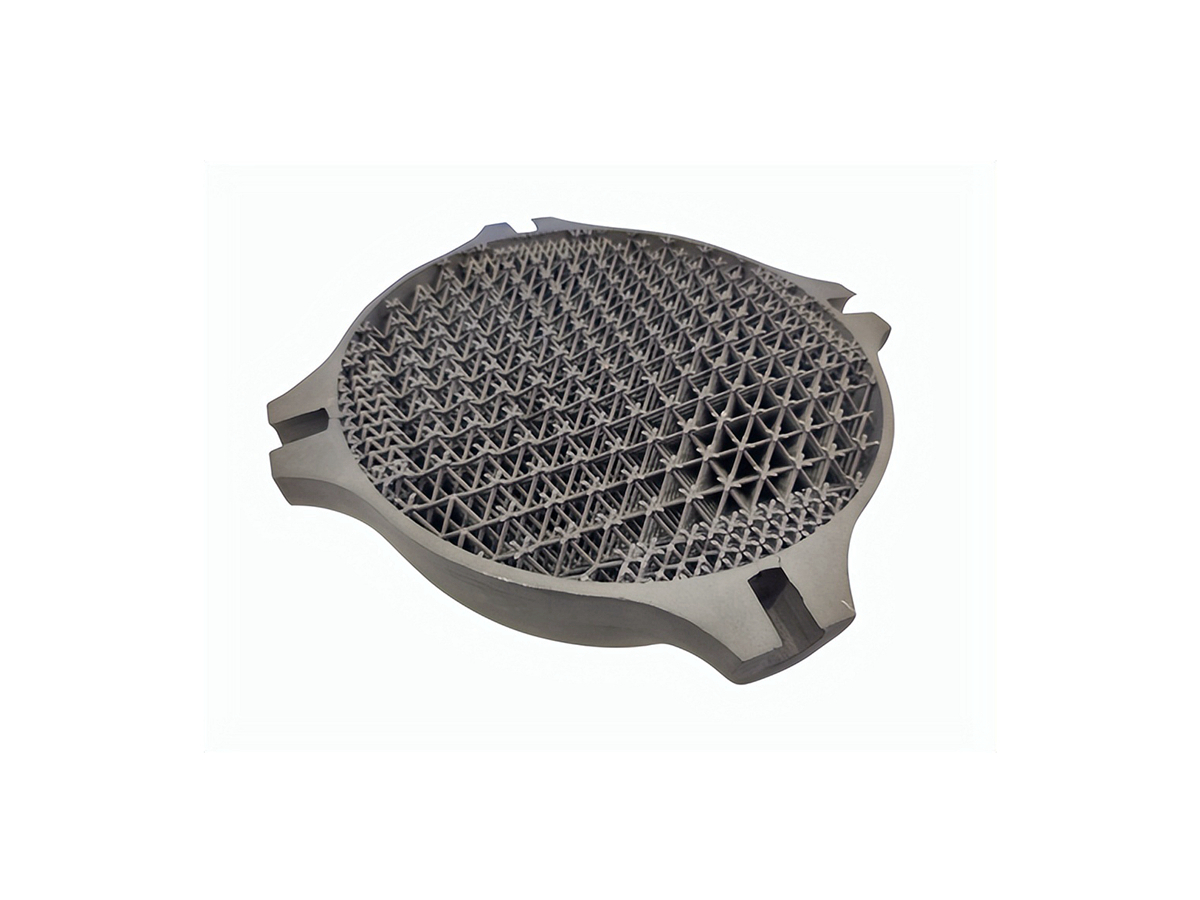
超合金は、卓越した機械的強度、耐食性、熱安定性を提供し、複雑な航空宇宙部品のアディティブ・マニュファクチャリング(3Dプリンティング)プロトタイピングに理想的です。航空宇宙、発電、航空エンジンなどの産業は、粉末床溶融結合法を介して作成された超合金プロトタイプに依存し、高い寸法精度(±0.1 mm)で複雑な形状を実現しています。
高度な超合金3Dプリンティングは、プロトタイピングサイクルを加速し、性能テストを強化し、部品の信頼性を確保し、高性能航空宇宙アプリケーションの全体的な開発時間を短縮します。
超合金の材料特性
材料性能比較表
超合金 | 引張強度 (MPa) | 降伏強度 (MPa) | 密度 (g/cm³) | 最高使用温度 (°C) | 用途 | 利点 |
|---|---|---|---|---|---|---|
1375-1450 | 1030-1200 | 8.19 | 700 | タービンディスク、エンジンブレード | 優れた引張強度、耐食性 | |
880-970 | 490-580 | 8.44 | 980 | 排気部品、燃焼器 | 高い酸化耐性、疲労強度 | |
790-860 | 350-380 | 8.22 | 1200 | アフターバーナー、フレームホルダー | 優れた酸化耐性、溶接性 | |
1000-1100 | 600-700 | 8.36 | 850 | ガスタービン、燃焼室 | 良好なクリープ強度、熱安定性 |
材料選定戦略
航空宇宙分野における3Dプリンティングプロトタイピングに適した超合金を選定するには、温度性能、機械的特性、環境耐性に基づいて慎重に評価する必要があります:
インコネル 718:優れた引張強度(1450 MPa)と降伏強度(1200 MPa)を組み合わせ、700°Cまでの優れた耐食性を必要とする高応力タービン部品に理想的です。
インコネル 625:980°Cまでの高温で優れた酸化耐性と良好な疲労耐性を要求される排気および燃焼プロトタイプに適しています。
ハステロイ X:1200°Cまでの高温で動作するアフターバーナーおよびフレームホルダープロトタイプに最適で、顕著な酸化耐性と信頼性の高い溶接性を提供します。
ニモニック 263:良好なクリープ強度(引張強度1100 MPa)と850°Cまでの温度での持続性能を必要とする燃焼室およびタービンブレードに好まれます。
超合金プロトタイプのためのアディティブ・マニュファクチャリングプロセス
3Dプリンティングプロセス比較
3Dプリンティングプロセス | 精度 (mm) | 表面仕上げ (Ra µm) | 典型的な用途 | 利点 |
|---|---|---|---|---|
±0.1 | 8-20 | 複雑な航空宇宙部品、タービンブレード | 複雑な形状、高密度(≥99.8%) | |
±0.25 | 15-30 | 修理および大型航空宇宙構造物 | 高い堆積速度、多材料対応能力 | |
±0.2 | 10-25 | プロトタイプ工具、迅速モデル | コスト効率が良い、良好なスケーラビリティ |
3Dプリンティングプロセス選定戦略
超合金プロトタイピングに適したアディティブ・マニュファクチャリングプロセスを選定するには、形状の複雑さ、必要な精度、および意図された用途の詳細な分析が必要です:
粉末床溶融結合法 (ASTM F3055):タービンブレードなどの複雑な航空宇宙プロトタイプに理想的で、高い寸法精度(±0.1 mm)と≥99.8%の材料密度を持つニアネットシェイプ部品を提供します。
指向性エネルギー堆積法 (ISO/ASTM 52926):大型航空宇宙プロトタイプまたは部品修理に適しており、迅速な堆積速度(最大10 kg/時)と許容可能な精度(±0.25 mm)を特徴とします。
バインダージェッティング (ISO/ASTM 52900):迅速なコンセプトモデリングおよび複雑な形状のコスト効率の良い生産に適しており、より速い造形速度で中程度の精度(±0.2 mm)を達成します。
超合金航空宇宙プロトタイプの表面処理
表面処理比較
処理方法 | 表面粗さ (Ra µm) | 酸化耐性 | 最高温度 (°C) | 用途 | 主な特徴 |
|---|---|---|---|---|---|
0.5-2.0 | 優れた | 1300 | タービンブレード、燃焼器 | 強化された熱保護、寿命延長 | |
≤0.4 | 良好 | 600 | エンジン部品、精密部品 | 改善された疲労寿命、表面欠陥の低減 | |
2-6 | 良好 | 材料限界 | タービンディスク、回転部品 | 強化された疲労耐性、表面強化 | |
0.6-1.5 | 優れた | 500 | 腐食に敏感な航空宇宙部品 | 改善された耐食性、表面純度 |
表面処理選定戦略
表面処理は、航空宇宙プロトタイプの性能と信頼性を大幅に向上させます:
熱遮断コーティング (TBC):高温(最大1300°C)で動作するプロトタイプに不可欠で、タービンブレードや燃焼室の熱保護を提供します。
電解研磨:滑らかな仕上げ(Ra ≤0.4 µm)を達成し、航空宇宙エンジン部品で重要な疲労耐性の改善と表面欠陥の低減に理想的です。
ショットピーニング:疲労寿命と表面硬度を向上させ、タービンディスクなどの回転超合金プロトタイプの耐久性を効果的に延長します。
不動態化処理:耐食性と表面清浄度を確保し、安定した長期的性能を必要とする敏感な航空宇宙部品に不可欠です。
典型的なプロトタイピング方法
超合金3Dプリンティング:性能検証のための卓越した機械的特性を持つ複雑なプロトタイプを迅速に(±0.1 mm精度で)製造します。
CNC加工プロトタイピング:±0.005 mmの公差内で高精度の二次仕上げまたはプロトタイプの改良を提供します。
ラピッドモールディングプロトタイピング:現実的な動作テストのための限定ロット(±0.05 mm精度)で機能的なプロトタイプを効率的に作成します。
品質保証手順
寸法検証 (ISO 10360-2):±0.1 mmの公差内でCMM検査によるプロトタイプ精度を検証します。
組織分析 (ASTM E112):高強度と耐久性を保証するために、最適な結晶粒構造と密度(≥99.8%)を確保します。
引張・降伏強度試験 (ASTM E8):機械的特性を確認し、航空宇宙材料仕様への適合性を検証します。
熱サイクル試験 (ASTM F3316):1200°Cまでの繰り返し熱応力下でのプロトタイプの回復力を評価します。
非破壊試験 (ASTM E1417, ASTM E1742):信頼性と構造的完全性を確保するために内部欠陥を特定します。
ISO 9001およびAS9100認証:厳格な航空宇宙品質管理基準に準拠します。
主要な産業用途
タービンブレードおよびベーン
燃焼室部品
構造的航空宇宙継手
高性能ジェットエンジン部品
関連FAQ:
なぜ航空宇宙プロトタイピングに超合金を使用するのですか?
航空宇宙超合金に最適な3Dプリンティング方法はどれですか?
表面処理はどのように超合金プロトタイプを改善しますか?
航空宇宙プロトタイプに適用される品質基準は何ですか?
どの航空宇宙用途が3Dプリント超合金から最も恩恵を受けますか?
