Hochleistungs-3D-Druck-Prototyping mit Superlegierungen für komplexe Luft- und Raumfahrtkomponenten
Einführung
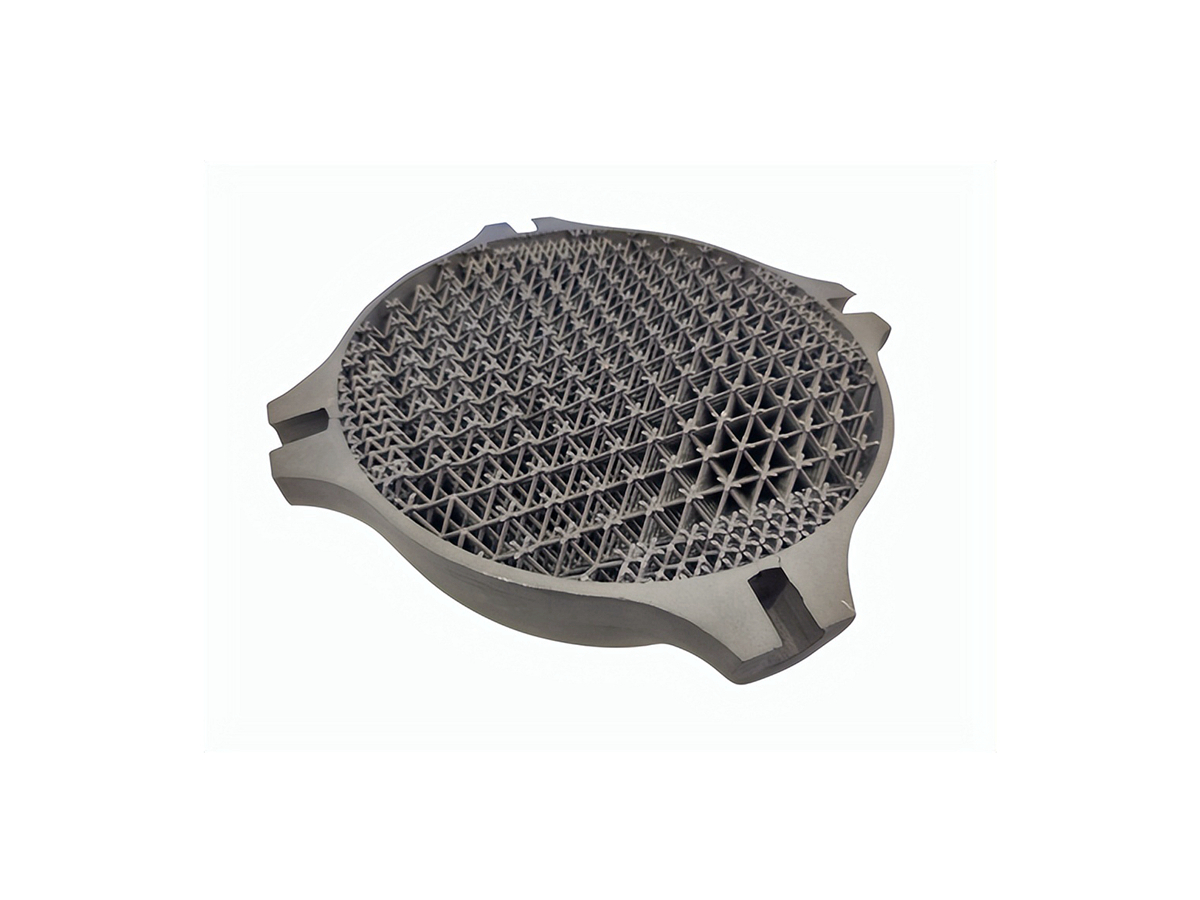
Superlegierungen bieten außergewöhnliche mechanische Festigkeit, Korrosionsbeständigkeit und thermische Stabilität, was sie ideal für das additive Fertigungs- (3D-Druck-) Prototyping komplexer Luft- und Raumfahrtkomponenten macht. Branchen wie die Luft- und Raumfahrt, Energieerzeugung und Flugzeugtriebwerke verlassen sich auf Superlegierungs-Prototypen, die mittels Powder Bed Fusion erstellt werden und komplexe Geometrien mit hoher Maßgenauigkeit (±0,1 mm) erreichen.
Fortschrittlicher Superlegierungs-3D-Druck beschleunigt Prototyping-Zyklen, verbessert Leistungstests und gewährleistet die Zuverlässigkeit von Komponenten, wodurch die Gesamtentwicklungszeit für Hochleistungsanwendungen in der Luft- und Raumfahrt reduziert wird.
Materialeigenschaften von Superlegierungen
Vergleichstabelle der Materialleistung
Superlegierung | Zugfestigkeit (MPa) | Streckgrenze (MPa) | Dichte (g/cm³) | Max. Betriebstemperatur (°C) | Anwendungen | Vorteile |
|---|---|---|---|---|---|---|
1375-1450 | 1030-1200 | 8,19 | 700 | Turbinenscheiben, Triebwerksschaufeln | Hervorragende Zugfestigkeit, Korrosionsbeständigkeit | |
880-970 | 490-580 | 8,44 | 980 | Auspuffkomponenten, Brennkammern | Hohe Oxidationsbeständigkeit, Ermüdungsfestigkeit | |
790-860 | 350-380 | 8,22 | 1200 | Nachbrenner, Flammhalter | Hervorragende Oxidationsbeständigkeit, Schweißbarkeit | |
1000-1100 | 600-700 | 8,36 | 850 | Gasturbinen, Brennkammern | Gute Kriechfestigkeit, thermische Stabilität |
Materialauswahlstrategie
Die Auswahl einer geeigneten Superlegierung für das 3D-Druck-Prototyping in der Luft- und Raumfahrt erfordert eine sorgfältige Bewertung basierend auf Temperaturbeständigkeit, mechanischen Eigenschaften und Umgebungsbeständigkeit:
Inconel 718: Ideal für hochbelastete Turbinenkomponenten, die hervorragende Zug- (1450 MPa) und Streckgrenzen (1200 MPa) benötigen, kombiniert mit überlegener Korrosionsbeständigkeit bis zu 700°C.
Inconel 625: Geeignet für Auspuff- und Brennkammer-Prototypen, die außergewöhnliche Oxidationsbeständigkeit bei erhöhten Temperaturen bis zu 980°C und gute Ermüdungsbeständigkeit erfordern.
Hastelloy X: Am besten geeignet für Hochtemperatur-Nachbrenner- und Flammhalter-Prototypen, die bis zu 1200°C betrieben werden, und bietet bemerkenswerte Oxidationsbeständigkeit und zuverlässige Schweißbarkeit.
Nimonic 263: Bevorzugt für Brennkammern und Turbinenschaufeln, die gute Kriechfestigkeit (1100 MPa Zugfestigkeit) und anhaltende Leistung bei Temperaturen bis zu 850°C erfordern.
Additive Fertigungsverfahren für Superlegierungs-Prototypen
3D-Druck-Verfahrensvergleich
3D-Druck-Verfahren | Genauigkeit (mm) | Oberflächengüte (Ra µm) | Typische Anwendungen | Vorteile |
|---|---|---|---|---|
±0,1 | 8-20 | Komplexe Luft- und Raumfahrtteile, Turbinenschaufeln | Komplexe Geometrien, hohe Dichte (≥99,8 %) | |
±0,25 | 15-30 | Reparatur und große Luft- und Raumfahrtstrukturen | Hohe Abscheidungsrate, Multimaterial-Fähigkeit | |
±0,2 | 10-25 | Prototypenwerkzeuge, schnelle Modelle | Kosteneffizient, gute Skalierbarkeit |
3D-Druck-Verfahrensauswahlstrategie
Die Auswahl des richtigen additiven Fertigungsverfahrens für das Superlegierungs-Prototyping erfordert eine detaillierte Analyse der geometrischen Komplexität, der erforderlichen Präzision und des beabsichtigten Einsatzes:
Powder Bed Fusion (ASTM F3055): Ideal für komplexe Luft- und Raumfahrtprototypen wie Turbinenschaufeln, bietet hohe Maßgenauigkeit (±0,1 mm Genauigkeit) und nahezu endkonturnahe Teile mit einer Materialdichte von ≥99,8 %.
Directed Energy Deposition (ISO/ASTM 52926): Geeignet für große Luft- und Raumfahrtprototypen oder Komponentenreparaturen, zeichnet sich durch hohe Abscheidungsraten (bis zu 10 kg/h) und akzeptable Genauigkeit (±0,25 mm) aus.
Binder Jetting (ISO/ASTM 52900): Geeignet für schnelles konzeptionelles Modellieren und kosteneffiziente Herstellung komplexer Geometrien, erreicht moderate Präzision (±0,2 mm Genauigkeit) mit schnelleren Bauzeiten.
Oberflächenbehandlungen für Superlegierungs-Luft- und Raumfahrtprototypen
Vergleich der Oberflächenbehandlungen
Behandlungsmethode | Oberflächenrauheit (Ra µm) | Oxidationsbeständigkeit | Max. Temp. (°C) | Anwendungen | Hauptmerkmale |
|---|---|---|---|---|---|
0,5-2,0 | Hervorragend | 1300 | Turbinenschaufeln, Brennkammern | Verbesserter thermischer Schutz, verlängerte Lebensdauer | |
≤0,4 | Gut | 600 | Triebwerkskomponenten, Präzisionsteile | Verbesserte Ermüdungslebensdauer, reduzierte Oberflächendefekte | |
2-6 | Gut | Materialgrenze | Turbinenscheiben, rotierende Teile | Verbesserte Ermüdungsbeständigkeit, Oberflächenverfestigung | |
0,6-1,5 | Überlegen | 500 | Korrosionsempfindliche Luft- und Raumfahrtteile | Verbesserte Korrosionsbeständigkeit, Oberflächenreinheit |
Oberflächenbehandlungs-Auswahlstrategie
Oberflächenbehandlungen verbessern die Leistung und Zuverlässigkeit von Luft- und Raumfahrtprototypen erheblich:
Thermal Barrier Coatings (TBC): Unerlässlich für Prototypen, die bei hohen Temperaturen (bis zu 1300°C) betrieben werden, bieten thermischen Schutz für Turbinenschaufeln und Brennkammern.
Elektropolieren: Erreicht glatte Oberflächen (Ra ≤0,4 µm), ideal zur Verbesserung der Ermüdungsbeständigkeit und Reduzierung von Oberflächenfehlern, die in Luft- und Raumfahrttriebwerkskomponenten kritisch sind.
Kugelstrahlen: Verbessert die Ermüdungslebensdauer und Oberflächenhärte und verlängert effektiv die Haltbarkeit rotierender Superlegierungs-Prototypen wie Turbinenscheiben.
Passivierung: Gewährleistet Korrosionsbeständigkeit und Oberflächenreinheit, was für empfindliche Luft- und Raumfahrtteile, die eine stabile Langzeitleistung erfordern, entscheidend ist.
Typische Prototyping-Methoden
Superlegierungs-3D-Druck: Erzeugt komplexe Prototypen schnell (±0,1 mm Genauigkeit) mit außergewöhnlichen mechanischen Eigenschaften zur Leistungsvalidierung.
CNC-Bearbeitungs-Prototyping: Bietet hochpräzise Nachbearbeitung oder Prototypenverfeinerung innerhalb von Toleranzen von ±0,005 mm.
Rapid-Molding-Prototyping: Erstellt effizient funktionale Prototypen in limitierten Stückzahlen (±0,05 mm Genauigkeit) für realistische Betriebstests.
Qualitätssicherungsverfahren
Maßliche Verifizierung (ISO 10360-2): Validiert die Prototypengenauigkeit mit CMM-Inspektionen innerhalb einer Toleranz von ±0,1 mm.
Gefügeanalyse (ASTM E112): Stellt optimale Kornstruktur und Dichte (≥99,8 %) sicher, um hohe Festigkeit und Haltbarkeit zu gewährleisten.
Zug- und Streckgrenzentests (ASTM E8): Bestätigt mechanische Eigenschaften und verifiziert die Einhaltung von Luft- und Raumfahrtmaterialvorschriften.
Thermische Zyklustests (ASTM F3316): Bewertet die Belastbarkeit von Prototypen unter wiederholten thermischen Belastungen bis zu 1200°C.
Zerstörungsfreie Prüfung (ASTM E1417, ASTM E1742): Identifiziert interne Fehler und gewährleistet Zuverlässigkeit und strukturelle Integrität.
ISO 9001 und AS9100 Zertifizierung: Hält sich an strenge Luft- und Raumfahrt-Qualitätsmanagementstandards.
Wichtige Branchenanwendungen
Turbinenschaufeln und Leitschaufeln
Brennkammerkomponenten
Strukturelle Luft- und Raumfahrtverbindungen
Hochleistungs-Strahltriebwerksteile
Verwandte FAQs:
Warum werden Superlegierungen im Luft- und Raumfahrt-Prototyping verwendet?
Welche 3D-Druck-Verfahren eignen sich am besten für Luft- und Raumfahrt-Superlegierungen?
Wie verbessern Oberflächenbehandlungen Superlegierungs-Prototypen?
Welche Qualitätsstandards gelten für Luft- und Raumfahrtprototypen?
Welche Luft- und Raumfahrtanwendungen profitieren am meisten von 3D-gedruckten Superlegierungen?
