Высокоточная ЧПУ-сверловка глубоких отверстий – запросить предложение
На пределе возможностей: ключевая роль высокоточного глубокого сверления в передовом производстве
В высокоточном производстве обработка глубоких отверстий уже давно считается важнейшим индикатором технологического уровня компании. Как ведущий инженер-технолог в Neway, я хорошо понимаю, что каждое глубокое отверстие — это экстремальное испытание наших профессиональных компетенций. Когда отношение длины к диаметру превышает 10:1, традиционные методы обработки очень быстро достигают своих предельных возможностей: прогиб инструмента, сложности с эвакуацией стружки, ухудшение теплоотвода и нестабильное качество поверхности становятся ключевыми факторами, ограничивающими характеристики детали.
В современном высокотехнологичном машиностроении глубокие отверстия — это уже не просто сквозные отверстия или дно резьбы; они превратились в критически важные функциональные элементы, отвечающие за подачу топлива, гидравлическую передачу, циркуляцию охлаждающих сред и многое другое. Будь то форсунки двигателей в аэрокосмической отрасли или прецизионные приводные валы в хирургических роботах, требования к допускам по диаметру, прямолинейности, точности позиции и шероховатости поверхности глубоких отверстий чрезвычайно высоки. Именно здесь наши услуги глубокого сверления приносят максимальную пользу — мы решаем наиболее сложные задачи по обработке глубоких отверстий для наших заказчиков.
Технологии глубокого сверления: винтовальное сверление, система BTA и эжекторные системы
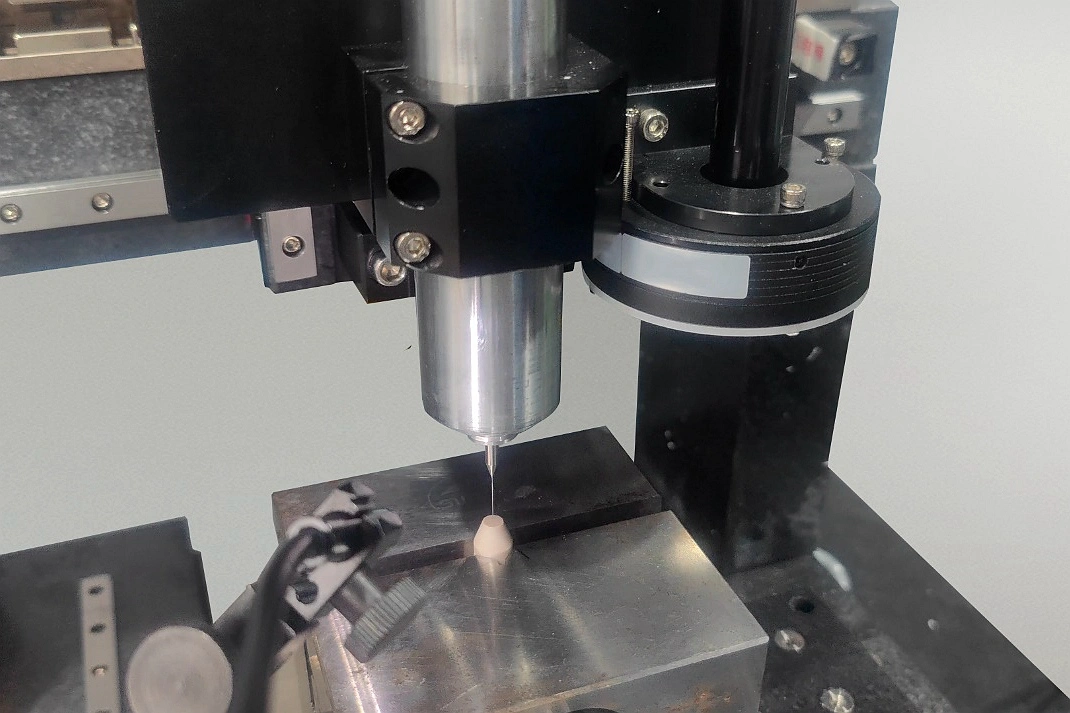
Винтовальное (gun) сверление: прецизионный выбор для глубоких отверстий малого диаметра
Винтовальное (gun) сверление — наш основной метод для обработки глубоких отверстий малого диаметра. Эта система с одной трубкой использует высоконапорный СОЖ для вывода стружки через V-образный паз внутри сверлильной трубки. Уникальная геометрия режущей головки и конфигурация каналов подачи охлаждающей жидкости обеспечивают стабильность процесса и плавный вынос стружки на протяжении всей операции. Наши установки для винтовального сверления позволяют надёжно обрабатывать глубокие отверстия диаметром от 1,5 до 20 мм с отношением длины к диаметру до 100:1 — уровня, практически недостижимого для стандартных спиральных сверл.
Система BTA: эффективная обработка глубоких отверстий среднего и большого диаметра
Для глубоких отверстий диаметром свыше 20 мм мы применяем систему BTA (Boring and Trepanning Association). В этой двухтрубной конфигурации высоконапорный СОЖ подаётся через кольцевой зазор между стенкой отверстия и сверлильной трубой, а стружка удаляется через внутренний канал сверлильной трубки. Система BTA обеспечивает значительно более высокую производительность и лучшее качество поверхности, поэтому она идеально подходит для глубоких отверстий среднего и большого диаметра в условиях серийного и массового производства. На наших многоосевых обрабатывающих центрах система BTA позволяет выполнять множество глубоких отверстий в сложных деталях за одну установку.
Как выбрать оптимальный процесс с учётом диаметра, глубины и материала
Выбор правильной технологии глубокого сверления требует комплексной оценки множества факторов. Помимо диаметра отверстия и отношения длины к диаметру, решающую роль играют свойства материала. Для труднообрабатываемых материалов, таких как суперсплавы, мы подбираем специальную геометрию инструмента и параметры подачи СОЖ. Для титановых сплавов мы уделяем повышенное внимание контролю температуры, чтобы избежать нежелательных микроструктурных изменений. Наша команда технологов обладает большим опытом в подборе оптимальных стратегий обработки под каждый конкретный проект.
Ключевые возможности и технические характеристики Neway в области высокоточного глубокого сверления
Подразделение глубокого сверления Neway оснащено высококлассным специализированным оборудованием, включая многоосевые станки для глубокого сверления, установки для винтовального сверления и системы BTA. Наши производственные возможности охватывают глубокие отверстия диаметром от 1,5 до 50 мм с максимальным отношением длины к диаметру до 150:1, что выводит нас на уровень лидеров отрасли. По части точности мы достигли способности обеспечивать допуски по диаметру на уровне IT7, отклонение прямолинейности менее 0,02 мм на 100 мм длины и позиционную точность в пределах 0,05 мм.
Качество поверхности — один из ключевых показателей эффективности обработки глубоких отверстий. Оптимизируя режимы резания и системы охлаждения, мы достигаем шероховатости внутренней поверхности до Ra 0,4 мкм. Это не только снижает потребность в последующих доводочных операциях, но, что ещё важнее, обеспечивает надёжность в тяжёлых условиях эксплуатации. Для деталей, требующих электрополировки внутренней поверхности отверстия, качество нашей обработки создаёт идеальную базу.
Экспертиза по материалам: преодоление сложностей глубокого сверления труднообрабатываемых сплавов
Стратегии глубокого сверления для суперсплавов и титановых сплавов
Суперсплавы и титановые сплавы по праву считаются одними из самых сложных материалов для глубокого сверления. Их высокая прочность и низкая теплопроводность приводят к интенсивному наклёпу и быстрому износу инструмента. Применяя современные покрытия инструмента, оптимизированные режимы резания и специально подобранные составы СОЖ, мы эффективно решаем эти задачи. Например, при обработке Inconel 718 мы используем прогрессивные стратегии подачи и высоконапорные внутренние каналы подачи охлаждающей жидкости, чтобы обеспечить своевременный вывод стружки и предотвратить поломку инструмента из-за её уплотнения.
Глубокое сверление и контроль стружкообразования в нержавеющих сталях
Из-за их вязкости и склонности к образованию наростов на режущей кромке нержавеющие стали при глубоком сверлении часто формируют длинную непрерывную стружку, затрудняющую её эвакуацию. Мы решаем эту проблему, подбирая специальную геометрию стружколомов, применяя импульсные стратегии подачи и точно контролируя давление СОЖ. При обработке глубоких отверстий в нержавеющей стали 316 мы также уделяем особое внимание минимизации наклёпа на поверхности отверстия, что облегчает последующие операции.
Эффективное глубокое сверление и защита поверхности для алюминиевых сплавов
Хотя алюминиевый сплав 7075 относительно легко поддаётся резанию, глубокое сверление в нём также имеет свои особенности. Более мягкий материал склонен к образованию заусенцев и чувствителен к царапинам на поверхности. Мы применяем стратегии высокоскоростной обработки с небольшими подачами в сочетании со специально подобранными охлаждающими жидкостями для алюминия, чтобы одновременно обеспечить производительность и высокое качество поверхности отверстия. Для ответственных деталей мы также проводим немедленную послепроцессную очистку, чтобы предо�����вратить окисление и коррозию алюминиевой поверхности.
Ключевые показатели качества глубокого сверления и наша система контроля
Контроль — это последний и, пожалуй, самый важный барьер на пути обеспечения точности обработки глубоких отверстий. Мы разработали комплексную систему контроля глубоких отверстий, охватывающую все стадии — от входного контроля материалов до проверки готовых деталей. В процессе обработки мы в реальном времени отслеживаем силу резания, давление и расход СОЖ, поддерживая стабильность условий резания. После обработки мы используем специализированные нутромеры, пневматические измерительные приборы и координатно-измерительные машины для точного измерения диаметра, округлости и цилиндричности.
Для контроля прямолинейности мы применяем современные лазерные измерительные системы, позволяющие строить карту отклонений по всей глубине отверстия. Это даёт возможность своевременно выявлять и корректировать проблемы, связанные с износом инструмента или геометрической точностью станка, и гарантировать, что каждое глубокое отверстие соответствует конструкторским требованиям. Особенно после термообработки мы повторно измеряем критичные глубокие отверстия, чтобы оценить влияние деформаций и убедиться, что размеры остаются в пределах допусков.
Отраслевые решения: применение глубокого сверления в критически важных сегментах
Аэрокосмическая отрасль: топливные форсунки и цилиндры гидроприводов
В авиационно-космическом секторе мы выполняем обработку микронных топливных отверстий в форсунках двигателей. Диаметр таких отверстий обычно составляет всего 0,1–0,3 мм при отношении длины к диаметру более 20:1. Благодаря прецизионному винтовальному сверлению м� �беспечиваем стабильный расход через каждое отверстие, гарантируя оптимальную эффективность сгорания. Глубокие отверстия в цилиндрах гидроприводов также предъявляют крайне высокие требования к прямолинейности и шероховатости поверхности, чтобы предотвратить износ уплотнений и утечки.
Медицинские изделия: хирургические инструменты, компоненты эндоскопов и направляющие отверстия имплантатов
В области медицинских изделий требования к глубоким отверстиям ещё более строгие. Отверстия в хирургических инструментах должны сочетать малый диаметр, большой коэффициент глубины и превосходное качество поверхности. Для компонентов эндоскопов мы обрабатываем каналы для оптических пучков диаметром 1,2 мм и глубиной 120 мм при контроле прямолинейности в пределах 0,05 мм — это экстремальный вызов для любого технологического процесса. Направляющие отверстия в ортопедических имплантатах также требуют высокой точности размеров и отличного качества поверхности, чтобы обеспечить точность операции и безопасность пациента.
Нефтегазовая отрасль: корпуса клапанов и оболочки каротажных приборов
В нефтегазовой промышленности глубокие отверстия в корпусах клапанов работают в условиях высоких давлений и агрессивных сред. Благодаря оптимизированным технологиям и строгому контролю качества мы обеспечиваем долгосрочную надёжность и износостойкость этих критичных элементов. Оболочки каротажных приборов часто содержат глубокие отверстия, проходящие через несколько камер с очень жёсткими требованиями по позиционным допускам; наши возможности многоосевой обработки позволяют достичь необходимой точности для подобных ответственных деталей.
Почему Neway — ва� �а�ё�ный партнёр по высокоточному глубокому сверлению?
В Neway мы стремимся продвигать развитие производства через технологические инновации. Наша команда по глубокому сверлению состоит из опытных инженеров и техников, прошедших строгую подготовку и аттестацию. Помимо современного оборудования, у нас накоплена обширная база знаний по решению сложных задач обработки глубоких отверстий. От подтверждения технологии на стадии изготовления прототипов до мелкосерийных испытаний и выхода на серийное производство мы предоставляем комплексную техническую поддержку на протяжении всего жизненного цикла проекта.
Наша модель комплексного обслуживания «one-stop» гарантирует заказчикам получение полностью интегрированных решений. От глубокого сверления до термообработки, финишной обработки поверхности и итогового контроля — мы управляем всей производственной цепочкой. Такая интеграция повышает эффективность и обеспечивает стабильность качества на всех стадиях.
В Neway мы рассматриваем каждый проект глубокого сверления как возможность продемонстрировать наши возможности высокоточного производства. Независимо от сложности вашей детали и жёсткости требований, мы полностью нацелены на разработку оптимального технического решения. Мы уверены, что наш опыт и внимание к деталям делают нас вашим самым надёжным партнёром в области высокоточного глубокого сверления.
Информация для вашего запроса (RFQ): как быстро получить точный расчёт стоимости
Чтобы мы могли подготовить точное и оперативное коммерческое предложение, мы рекомендуем указывать в RFQ следующую информацию: чертежи или 3D-модели деталей (с чётко обозначенными всеми глубокими отверстиями, размерами, допусками и техническими требованиями), сп�ц�фика�ию материала (марка и состояние), предполагаемый объём заказа, требования к поверхностной обработке, а также любые специальные указания. Исходя из этих данных наши инженеры подготовят детальное техническое решение и конкурентное ценовое предложение в течение 24 часов.
Часто задаваемые вопросы (FAQ)
Каков диапазон производственных возможностей Neway по глубокому сверлению?
Влияет ли глубокое сверление на характеристики деталей после термообработки?
Как вы обеспечиваете форму дна и размерную точность глухих глубоких отверстий?
Каков типичный срок выполнения проекта по глубокому сверлению — от RFQ до поставки готовых деталей?
