Quais relatórios de inspeção são recomendados para peças usinadas em cobre CNC?
Quais relatórios de inspeção são recomendados para peças usinadas em cobre CNC?
Os relatórios de inspeção recomendados para peças usinadas em cobre CNC podem incluir certificados de material, relatórios de inspeção dimensional, relatórios de MMC (Máquina de Medir por Coordenadas), relatórios de rugosidade superficial, registros de inspeção de rebarbas, registros de inspeção de roscas, relatórios FAI (First Article Inspection), verificação de galvanização ou revestimento e registros de rastreabilidade de lote, quando necessário. De uma perspectiva de engenharia, o pacote de documentação correto deve atender aos requisitos elétricos, térmicos, de montagem e de acabamento da peça sob o controle de qualidade na usinagem de cobre.

Relatório ou Registro | Principal Finalidade |
|---|---|
Certificado de material | Confirma o grau da liga de cobre, a condição do material e a identidade do lote |
Relatório de inspeção dimensional | Verifica dimensões gerais e características críticas definidas |
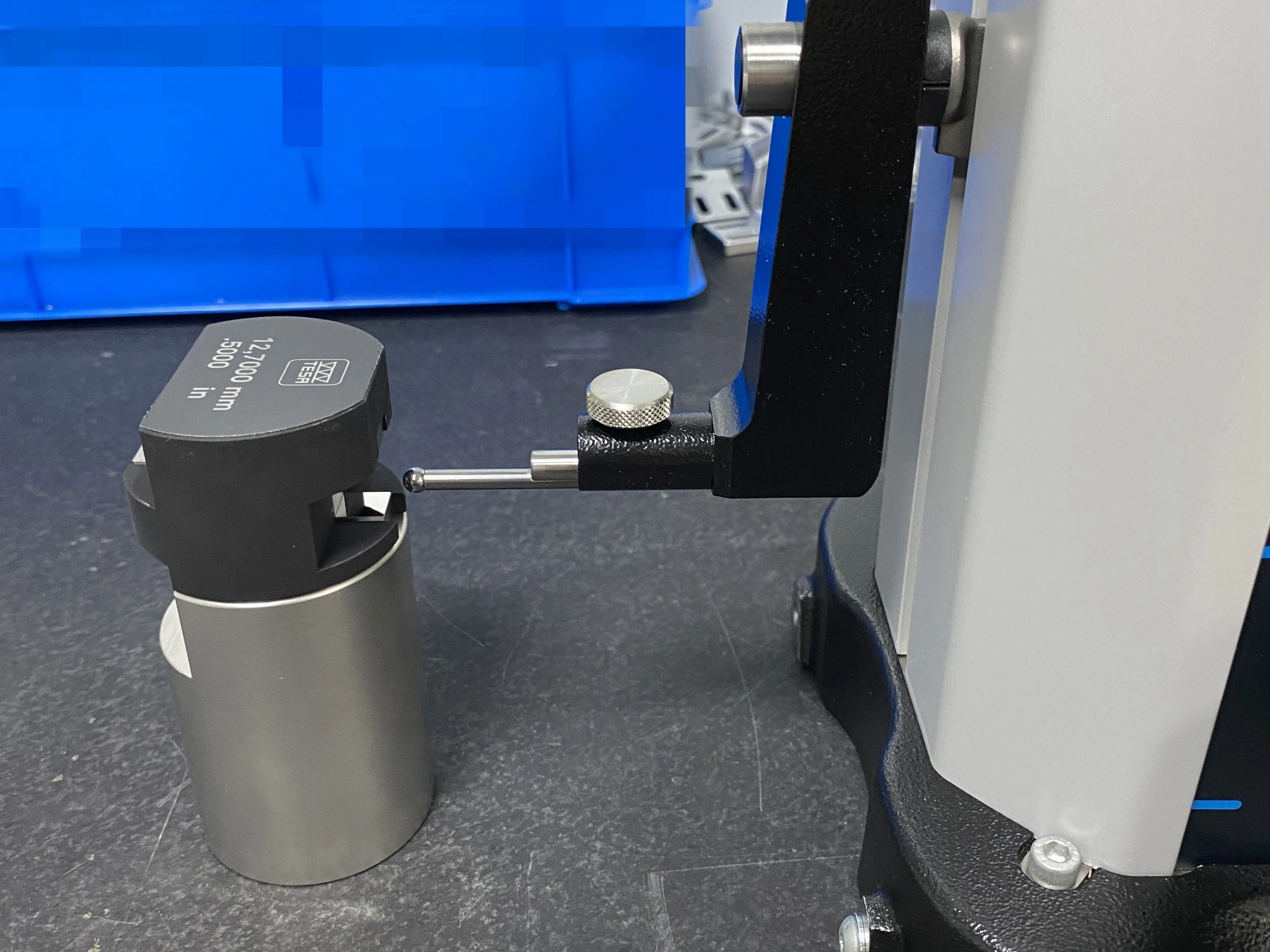
Relatório de MMC | Valida geometria complexa, GD&T e características principais de montagem |
Relatório de rugosidade superficial | Verifica faces de contato condutoras, superfícies de vedação, áreas estéticas ou interfaces funcionais |
Registro de inspeção de rebarbas | Verifica o controle de rebarbas em terminais, conectores, pequenos furos e bordas finas |
Registro de inspeção de roscas | Confirma furos roscados, características de fixação e estruturas de conexão |
Relatório FAI | Suporta a aprovação da primeira peça antes do lançamento de produção ou de baixo volume |
Verificação de galvanização/revestimento | Confirma requisitos de acabamento em níquel, estanho, prata ou outros |
Registro de rastreabilidade de lote | Suporta pedidos repetidos, fornecimento de longo prazo e rastreamento de qualidade |
1. A certificação de material é o documento básico para peças de cobre
Para componentes de cobre, o certificado de material é geralmente o primeiro documento exigido, pois o grau da liga e a rastreabilidade do lote afetam diretamente a condutividade, o desempenho térmico, a resistência e o comportamento de acabamento subsequente. Isso é especialmente importante quando a peça utiliza graus como C110, C151, C172 ou outras ligas de cobre funcionais.
2. Os relatórios dimensionais e de MMC devem corresponder à complexidade das características
Um relatório dimensional padrão é adequado para verificação de tamanho geral, enquanto um relatório de MMC é recomendado quando a peça inclui geometria complexa, tolerâncias posicionais, referências apertadas ou interfaces de montagem importantes. Para peças de cobre de maior precisão, isso está intimamente relacionado à usinagem de precisão e à abordagem de controle descrita na garantia de qualidade de MMC certificada ISO.
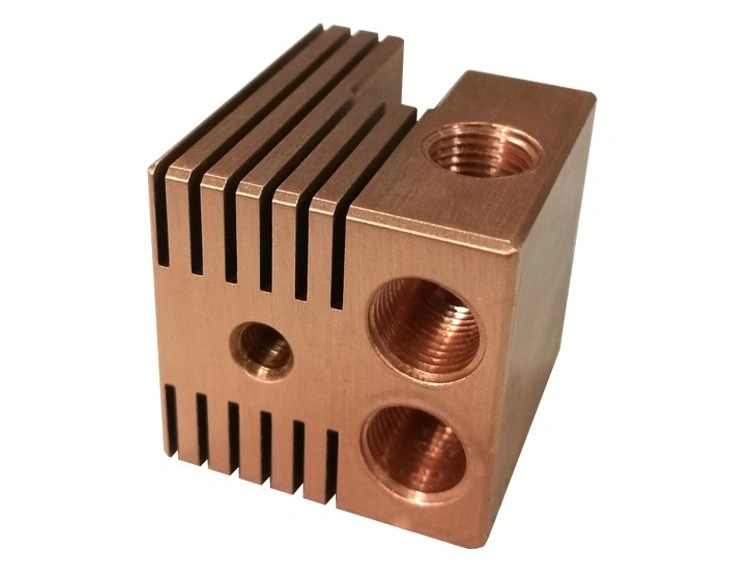
3. Registros de rugosidade superficial e rebarbas são críticos para partes condutoras
As peças de cobre são frequentemente usadas em conectores elétricos, terminais, blocos condutores e componentes térmicos; portanto, a condição da superfície pode afetar diretamente a estabilidade do contato, a qualidade da galvanização, o desempenho de inserção e a vedação. É por isso que relatórios de rugosidade e registros de inspeção de rebarbas são frequentemente mais importantes para peças de cobre do que para componentes mecânicos comuns.
4. Relatórios de rosca e FAI ajudam a controlar a montagem e o lançamento da produção
Se a peça incluir furos roscados, pontos de fixação ou pequenas estruturas de conector, a inspeção de rosca deve ser incluída quando necessário. Um relatório FAI também é recomendado quando o projeto está passando de amostras para produção repetida, pois confirma que a primeira peça aprovada corresponde ao desenho e à rota de processo acordada.
5. A verificação de galvanização é importante para componentes de cobre acabados
Muitas peças de cobre requerem tratamentos de superfície como níquel, estanho, prata ou outros. Nesses casos, o pacote de qualidade também deve verificar se o acabamento atende ao requisito especificado, especialmente se a condutividade, a resistência à corrosão, a soldabilidade ou a confiabilidade de contato dependerem da condição galvanizada. É por isso que projetos de cobre frequentemente revisam os 8 processos comuns de tratamento de superfície para peças de cobre usinadas em CNC juntamente com o plano de inspeção.
6. O nível de inspeção correto depende do risco da aplicação
O pacote de inspeção recomendado deve ser selecionado de acordo com se a peça é um componente de contato condutor, conector, parte térmica, montagem vedada, parte roscada, parte galvanizada ou conjunto de características sensíveis a rebarbas. O nível de quantidade também importa, pois pedidos de protótipo, baixo volume e produção geralmente exigem diferentes profundidades de relatório. Para peças de aplicação industrial, isso deve estar alinhado com a lógica de controle mais ampla usada na usinagem CNC de equipamentos industriais.
7. O melhor momento para definir os relatórios necessários é durante a solicitação de cotação (RFQ)
Para evitar lacunas na cotação ou mal-entendidos na entrega, os relatórios necessários devem ser definidos na fase de RFQ. Isso permite que o fornecedor alinhe usinagem, remoção de rebarbas, acabamento e inspeção desde o início, apoiado pela estrutura mais ampla de controle de qualidade na usinagem CNC.