Español
Servicio en Línea de Prototipado Rápido de Moldeo
Nuestro Servicio en Línea de Prototipado Rápido de Moldeo ofrece soluciones rápidas y rentables con moldeo por vacío rápido, moldeo por inyección de plástico, moldeo por inyección de metal y moldeo por inyección de cerámica. Proporcionamos prototipos de alta calidad para diversas industrias, asegurando tiempos de entrega rápidos y precisión.
- Servicio de Prototipado Rápido de Moldeo
- Servicio de Fabricación de Moldeo de Bajo Volumen
- Servicio de Producción en Masa de Moldeo
- Servicio Integral de Moldeo

Envíenos sus diseños y especificaciones para una cotización gratuita
Todos los archivos subidos son seguros y confidenciales
Gama de Servicios de Moldeo Rápido
Nuestra gama de servicios de moldeo rápido incluye moldeo por vacío rápido, moldeo por inyección de plástico, moldeo por inyección de metal y moldeo por inyección de cerámica. Entregamos prototipos y piezas de producción rápidas y precisas, garantizando resultados de alta calidad para una amplia variedad de industrias y aplicaciones.
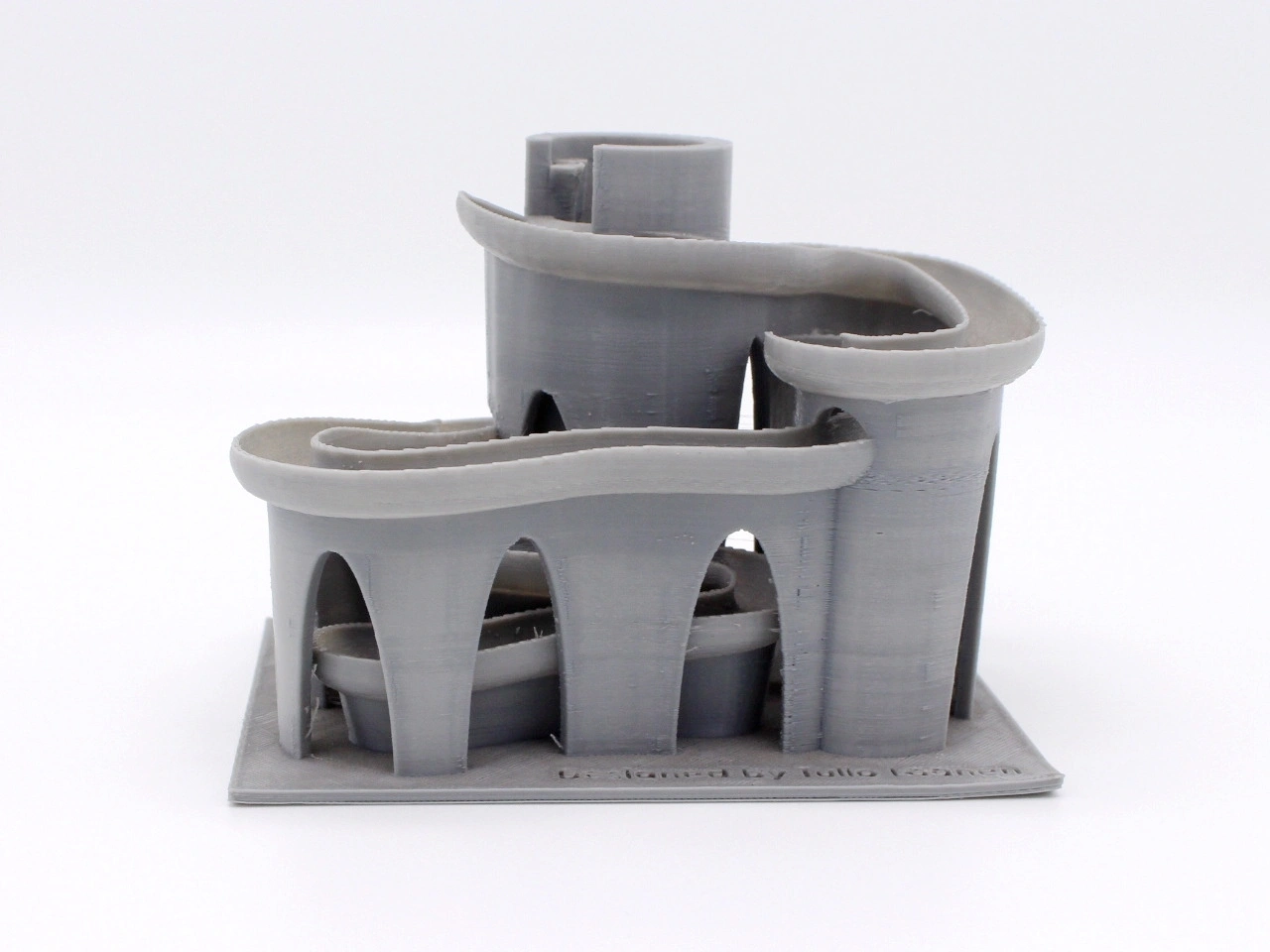
Nuestro servicio de moldeo rápido por vacío produce prototipos de alta calidad con un tiempo de entrega rápido de 10 días, utilizando moldes de silicona duraderos para prototipos y producción de bajo volumen.

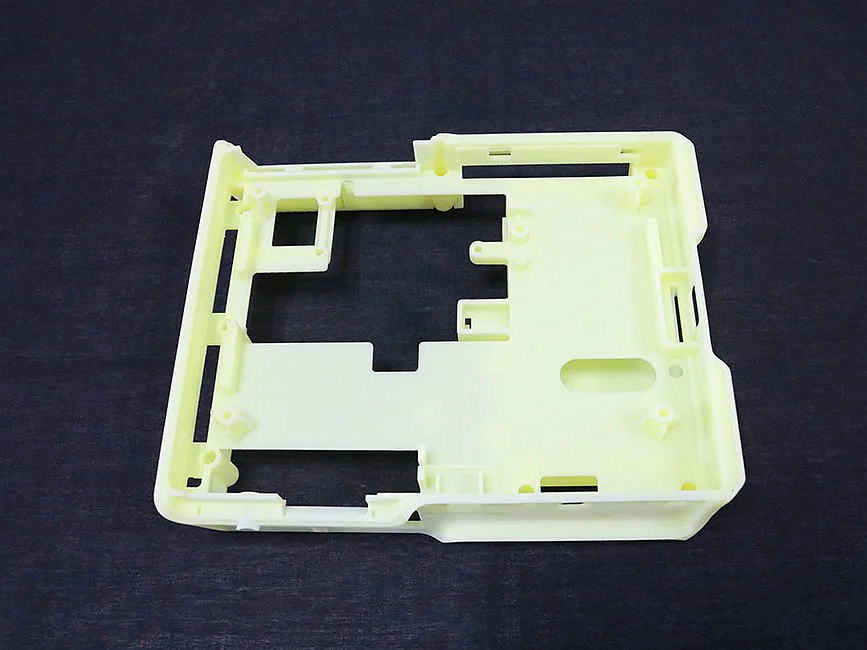
Los servicios de moldeo por inyección de plástico entregan prototipos y piezas de producción precisas y de alta calidad con un tiempo de entrega rápido de 15 días y eficiencia de costos en producción media a masiva.
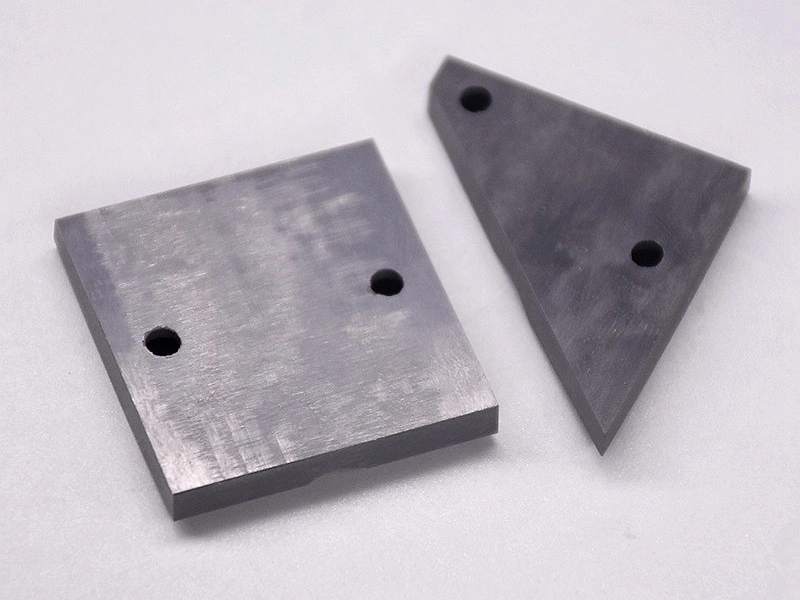
Nuestro servicio de moldeo por inyección de metal produce piezas metálicas complejas y de alta resistencia con excelente precisión, ideal para lotes pequeños a medianos con entrega en 20 días.

El servicio de moldeo por inyección de cerámica crea piezas cerámicas complejas y de alto rendimiento con detalles precisos en 20 días, ideal para aplicaciones de ingeniería avanzada.
El servicio de moldeo por inyección de cerámica crea piezas cerámicas complejas y de alto rendimiento con detalles precisos en 20 días, ideal para aplicaciones de ingeniería avanzada.
Nuestro servicio de moldeo rápido por vacío produce prototipos de alta calidad con un tiempo de entrega rápido de 10 días, utilizando moldes de silicona duraderos para prototipos y producción de bajo volumen.
Los servicios de moldeo por inyección de plástico entregan prototipos y piezas de producción precisas y de alta calidad con un tiempo de entrega rápido de 15 días y eficiencia de costos en producción media a masiva.
Nuestro servicio de moldeo por inyección de metal produce piezas metálicas complejas y de alta resistencia con excelente precisión, ideal para lotes pequeños a medianos con entrega en 20 días.
El servicio de moldeo por inyección de cerámica crea piezas cerámicas complejas y de alto rendimiento con detalles precisos en 20 días, ideal para aplicaciones de ingeniería avanzada.
Nuestro servicio de moldeo rápido por vacío produce prototipos de alta calidad con un tiempo de entrega rápido de 10 días, utilizando moldes de silicona duraderos para prototipos y producción de bajo volumen.
Materiales Típicos de Impresión 3D
Las aleaciones de aluminio comunes utilizadas en el mecanizado CNC incluyen 6061, 7075, 2024 y 5052, que ofrecen una variedad de propiedades como alta resistencia, resistencia a la corrosión y buena maquinabilidad. Estas aleaciones se usan en aeroespacial, automotriz, marítimo y aplicaciones estructurales.
Tratamiento Superficial para Piezas de Moldeo Rápido
Neway ofrece tratamientos superficiales avanzados para piezas de moldeo rápido, incluyendo moldeo por vacío rápido, moldeo por inyección de plástico, moldeo por inyección de metal y moldeo por inyección de cerámica. Nuestros servicios mejoran la durabilidad, la calidad del acabado y el rendimiento, garantizando precisión y fiabilidad para diversas aplicaciones.

Más información
Recubrimiento Térmico

Más información
Estado de Maquinado

Más información
Pintura

Más información
PVD (Deposición Física de Vapor)

Más información
Chorro de Arena

Más información
Electrodeposición

Más información
Pulido

Más información
Anodizado

Más información
Recubrimiento en Polvo

Más información
Electropulido

Más información
Pasivación

Más información
Cepillado

Más información
Óxido Negro

Más información
Tratamiento Térmico

Más información
Recubrimiento de Barrera Térmica (TBC)

Más información
Barbado

Más información
Alodine

Más información
Cromado

Más información
Fosfatado

Más información
Nitrurado

Más información
Galvanizado

Más información
Recubrimiento UV

Más información
Recubrimiento de Laca

Más información
Recubrimiento de Teflón
Estudio de Caso: Piezas Personalizadas de Moldeo Rápido
Nuestro estudio de caso de piezas personalizadas de moldeo rápido muestra aplicaciones exitosas utilizando moldeo por vacío rápido, moldeo por inyección de plástico, moldeo por inyección de metal y moldeo por inyección de cerámica. Entregamos piezas precisas y de alta calidad adaptadas a las necesidades del cliente, optimizando la velocidad de producción y la eficiencia de costos.








Comencemos un nuevo proyecto hoy
Sugerencias para Piezas de Moldeo Rápido
Para piezas de moldeo rápido óptimas, considere factores como un ángulo de desmoldeo de 1-3° para facilitar la expulsión, tamaños mínimos de orificio de 0.8 mm, control de tolerancia ajustado (±0.1 mm), espesor de pared uniforme, radios apropiados y selección de material basada en el desempeño y la aplicación de la pieza.
Frequently Asked Questions
Explorar recursos relacionados



Neway Precision Works Ltd.
No. 3 Lefushan Industry West Road
Fenggang, Dongguan, China
Código postal 523000
Soluciones
Copyright © 2026 Machining Precision Works Ltd.All Rights Reserved.