Was ist Wire Arc Additive Manufacturing (WAAM) 3D-Druck?
Einführung
Wire Arc Additive Manufacturing (WAAM) ist eine innovative metallische additive Fertigungstechnologie, bei der ein Lichtbogen verwendet wird, um Drahtmaterial zu schmelzen und aufzutragen, wodurch Metallkomponenten Schicht für Schicht mit beeindruckender Geschwindigkeit und Effizienz aufgebaut werden. Im Gegensatz zur traditionellen CNC-Bearbeitung und pulverbasierten Metall-3D-Druckverfahren bietet WAAM außergewöhnliche Materialauftragsraten, Kosteneffizienz und eignet sich besonders für großformatige Bauteile, was Branchen wie Luft- und Raumfahrt, Schiffbau und Schwermaschinenbau erheblich zugutekommt.
Bei Neway integrieren unsere fortschrittlichen industriellen 3D-Druckdienstleistungen WAAM-Technologie, um eine schnelle Fertigung hochwertiger, großformatiger Metallteile zu ermöglichen. Dadurch werden Produktionskosten gesenkt, Materialabfall minimiert und die Markteinführungszeit für komplexe Metallkomponenten beschleunigt.
Wie WAAM funktioniert: Prozessprinzipien
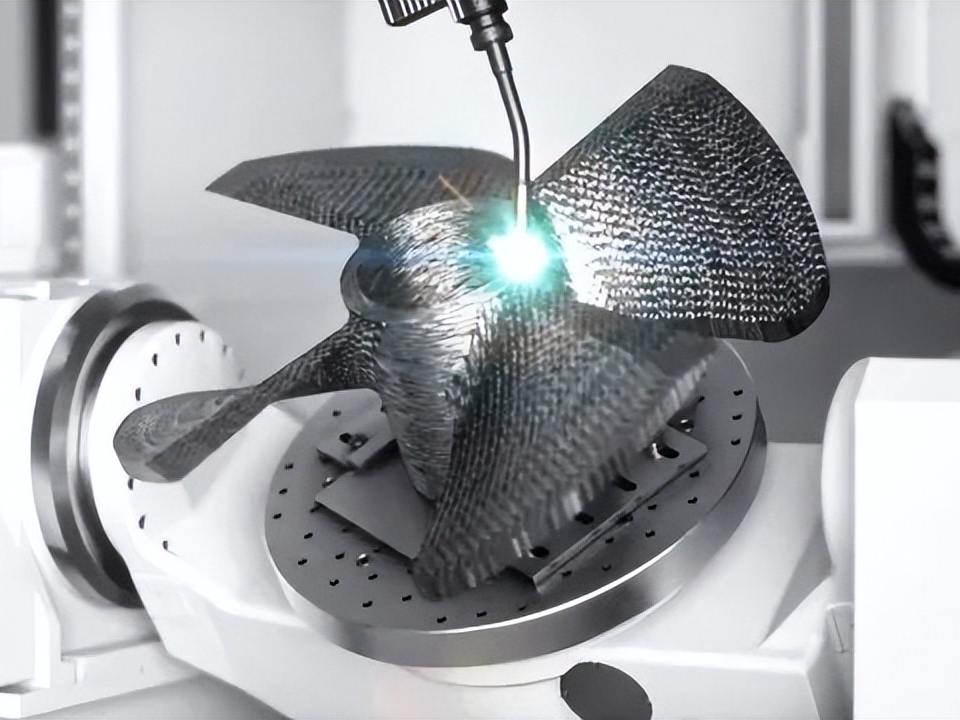
Wire Arc Additive Manufacturing umfasst drei Hauptphasen: Drahtzufuhr, Lichtbogenschmelzen und Schichtverfestigung. Zunächst wird Metall-Draht kontinuierlich in eine Lichtbogen-Schweißbrennerdüse eingespeist. Der Lichtbogen erzeugt intensive Hitze, schmilzt den Draht schnell und bildet ein Schmelzbad, das beim Abkühlen erstarrt und eine voll dichte Metallschicht bildet. Dieser Prozess wird Schicht für Schicht wiederholt, präzise über CNC-Systeme gesteuert. Im Gegensatz zu pulverbasierten SLS oder filamentbasierten FDM Verfahren überzeugt WAAM durch schnelle Auftragsraten und die Fertigung großformatiger Bauteile bei geringeren Betriebskosten.
Gängige WAAM-Materialien
WAAM verwendet eine Vielzahl von Metall-Drahtwerkstoffen, die für hervorragende mechanische Eigenschaften und Fertigungseffizienz optimiert sind. Bei Neway werden typischerweise die folgenden WAAM-validierten Materialien eingesetzt:
Material | Zugfestigkeit | Thermische Stabilität | Wesentliche Eigenschaften | Typische Anwendungen |
|---|---|---|---|---|
900–1100 MPa | Bis ~500°C | Hoher Festigkeits-Gewichts-Faktor, korrosionsbeständig | Luftfahrtkomponenten, Strukturrahmen | |
250–400 MPa | Bis ~200°C | Leicht, hervorragende Schweißbarkeit, korrosionsbeständig | Marine Strukturen, Fahrzeugchassis | |
550–700 MPa | Bis ~500°C | Hohe Festigkeit, korrosionsbeständig, gute Schweißbarkeit | Öl- & Gasausrüstung, Chemieanlagen | |
800–1000 MPa | Bis ~700°C | Hervorragende thermische Stabilität, korrosionsbeständig | Energieerzeugung, Turbinenkomponenten |
Wichtige technische Merkmale des WAAM-3D-Drucks
WAAM-Technologie zeichnet sich durch hohe Aufbauraten, hohe Materialausnutzung und die Fähigkeit zur Herstellung großformatiger Komponenten aus. Wesentliche technische Spezifikationen, validiert nach ASTM- und ISO-Industrienormen, umfassen:
Präzision & Auflösung
Schichtdicke: Typischerweise 1–3 mm, ideal für schnellen Auftrag und großformatige Strukturen.
Maßgenauigkeit: ±0,5 mm (ISO 2768) – geeignet für großformatige Bauteile mit anschließender Bearbeitung.
Minimale Featuregröße: Details bis ca. 2 mm möglich – praxisgerecht für Strukturbauteile.
Mechanische Leistung
Zugfestigkeit: Legierungsabhängig, 250–1100 MPa – gewährleistet hohe strukturelle Integrität.
Ermüdungs- und Zähigkeitseigenschaften: Hervorragende Ermüdungsbeständigkeit und Zähigkeit durch metallurgische Bindung – entscheidend für dynamische Strukturbauteile.
Korrosionsbeständigkeit: Hohe Korrosionsbeständigkeit, besonders bei Edelstahl- und Titanlegierungen – ideal für anspruchsvolle Umgebungen.
Produktionseffizienz
Hohe Auftragsraten: WAAM erreicht Auftragsraten von 2–10 kg/Stunde – deutlich schneller als herkömmliche pulverbettbasierte additive Verfahren.
Kosteneffiziente Materialnutzung: Typischerweise >90% Materialeffizienz – reduziert Abfall erheblich im Vergleich zur CNC-Bearbeitung (60–80%).
Großformatige Bauteile: Fertigt leicht große, annähernd netzförmige Strukturen, reduziert Materialverbrauch und Montageaufwand deutlich.
Oberflächen- & Ästhetikqualität
Oberflächenfinish: Fertigungsrauhigkeit Ra 30–50 µm; jedoch leicht durch minimale Bearbeitung verfeinerbar.
Einfache Nachbearbeitung: Komponenten lassen sich problemlos bearbeiten, sodass hochwertige Oberflächen für industrielle Anforderungen erzielt werden können.
Zentrale Vorteile gegenüber konventionellen Verfahren
Schnelle Großserienfertigung: WAAM verkürzt Durchlaufzeiten um 60–80% für große Metallkomponenten im Vergleich zu Guss oder CNC-Bearbeitung.
Kosteneinsparungen: Günstiger Drahtwerkstoff in Kombination mit hoher Auftragsrate reduziert Gesamtherstellungskosten um ca. 40–60% gegenüber der Bearbeitung aus Vollmaterial.
Reduzierter Materialabfall: >90% Materialausnutzung – deutlich weniger Produktionsabfall im Vergleich zu subtraktiven Verfahren.
Designflexibilität: Ermöglicht komplexe Geometrien, interne Hohlräume und optimierte Strukturen, die mit konventioneller Bearbeitung oder Guss schwer realisierbar sind.
Verbesserte mechanische Integrität: Erzeugt Bauteile mit robuster metallurgischer Struktur, minimaler Porosität und einheitlicher Mikrostruktur – überlegen gegenüber Gussbauteilen.
Skalierbare Fertigung: Besonders vorteilhaft für großformatige, hochbelastbare Komponenten ohne umfangreiches Werkzeug oder lange Einrichtungszeiten.
WAAM vs. CNC-Bearbeitung vs. Guss: Vergleich der Fertigungsprozesse
Fertigungsverfahren | Durchlaufzeit | Oberflächenrauheit | Geometrische Komplexität | Minimale Strukturgröße | Skalierbarkeit |
|---|---|---|---|---|---|
Wire Arc Additive Manufacturing | 2–5 Tage (kein Werkzeug erforderlich) | Ra 30–50 µm | ✅ Komplex, großformatig, interne Strukturen | ~2 mm | 1–50 Stück (optimal für große Bauteile) |
CNC-Bearbeitung | 3–7 Tage (Programmierung und Setups) | Ra 1,6–3,2 µm | ❌ Eingeschränkte Komplexität durch Werkzeugzugang | 0,5 mm | 10–500 Stück (teuer bei großem Maßstab) |
Guss | 4–12 Wochen (Werkzeug erforderlich) | Ra 6–12 µm | ❌ Begrenzte interne Geometrien | 1–3 mm | >500 Stück (wirtschaftlich bei hohem Volumen) |
Branchenspezifische WAAM-Anwendungen
Luft- und Raumfahrt: Große strukturelle Flugzeugkomponenten, Titanrahmen, Triebwerksgehäuse und kundenspezifische Vorrichtungen.
Marine & Schiffbau: Rumpfstrukturen, Propellerblätter, korrosionsbeständige maritime Bauteile und große Strukturen.
Automobil & Nutzfahrzeuge: Leichte Fahrzeugchassis-Komponenten, Werkzeuge und schwere Strukturrahmen für LKWs und Busse.
Energie & Stromerzeugung: Druckbehälter, Turbinengehäuse, Rohrleitungssysteme und großformatige Strukturbauteile.
Verwandte FAQs
Wie reduziert WAAM die Produktionskosten und Durchlaufzeiten im Vergleich zu traditioneller Bearbeitung oder Guss?
Welche Metalllegierungen werden üblicherweise in WAAM verwendet, und welche Vorteile und typischen Anwendungen haben sie?
Welche Größen und Komplexität von Bauteilen kann WAAM effektiv im Vergleich zur herkömmlichen Fertigung produzieren?
Wie vergleichen sich die mechanischen Eigenschaften von WAAM-gefertigten Komponenten mit CNC-gefrästen oder traditionell gegossenen Teilen?
In welchen Branchen ist Wire Arc Additive Manufacturing am vorteilhaftesten und warum?
