Einführung in Electron Beam Additive Manufacturing (EBAM) 3D-Druck
Einführung
Electron Beam Additive Manufacturing (EBAM) ist ein leistungsstarkes metallisches additives Fertigungsverfahren, bei dem ein fokussierter Elektronenstrahl verwendet wird, um Metallpulver oder -drähte Schicht für Schicht in einer Vakuumumgebung zu verschmelzen. Im Gegensatz zu traditioneller CNC-Bearbeitung oder anderen additiven Methoden bietet EBAM außergewöhnliche Auftragsraten, überlegene mechanische Eigenschaften und die Fähigkeit, großformatige Bauteile effizient herzustellen. Besonders vorteilhaft ist es in Branchen wie Luft- und Raumfahrt, Verteidigung und Energie, die eine schnelle Fertigung robuster, leichter und strukturell komplexer Metallteile erfordern.
Bei Neway nutzen unsere industriellen 3D-Druckdienstleistungen fortschrittliche EBAM-Technologie, die es Kunden ermöglicht, große, strukturell belastbare und voll dichte Metallkomponenten schnell herzustellen, wodurch Durchlaufzeiten erheblich reduziert und die Leistungsfähigkeit in anspruchsvollen Anwendungen gesteigert wird.
Wie EBAM funktioniert: Prozessprinzipien
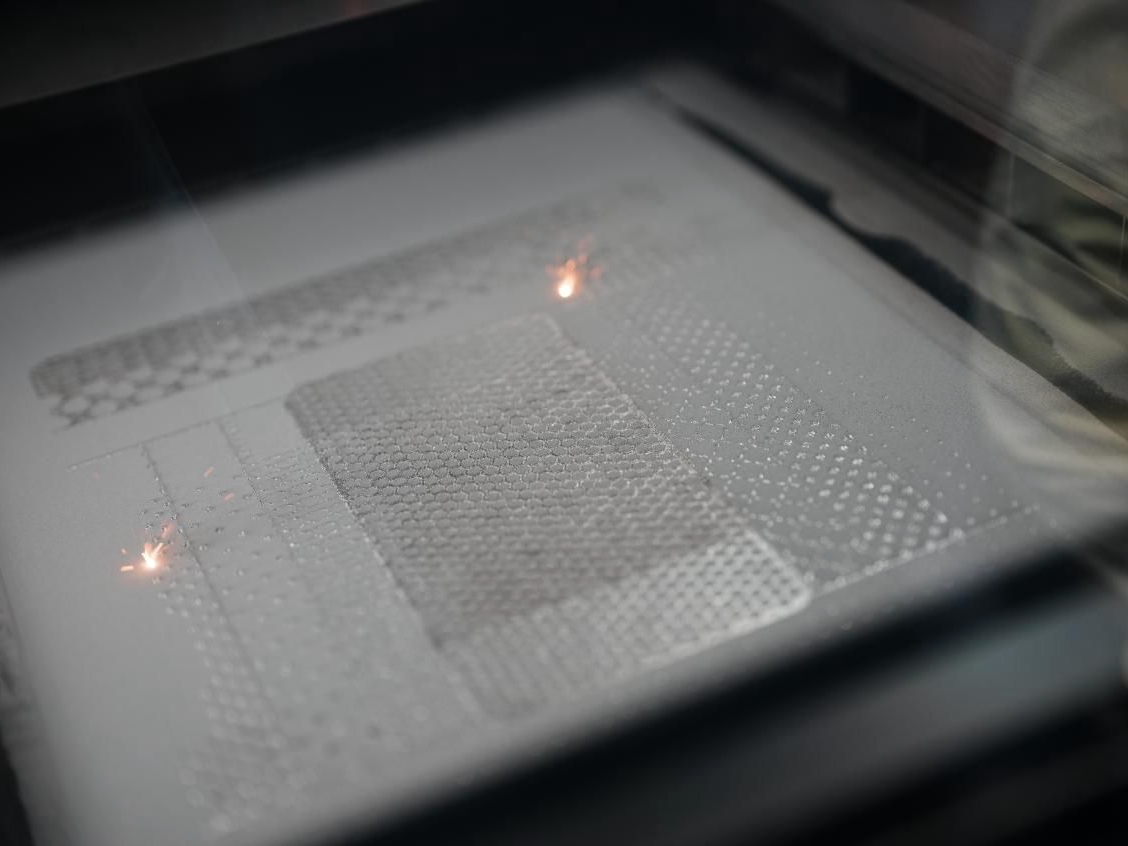
Electron Beam Additive Manufacturing umfasst drei zentrale Phasen: Materialauftrag, Schmelzen durch Elektronenstrahl und Schichtverfestigung. Zunächst wird Metallpulver oder Draht als Ausgangsmaterial präzise auf ein Substrat in einer Vakuumkammer aufgebracht. Anschließend schmilzt ein hochenergetischer Elektronenstrahl selektiv das Material, wodurch ein Schmelzbad entsteht, das schnell erstarrt und eine voll dichte Metallschicht bildet. Dieser Vorgang wird Schicht für Schicht wiederholt, gesteuert durch präzise Computermodelle. Die Vakuumumgebung beseitigt Kontaminationsrisiken und reduziert Eigenspannungen, wodurch EBAM deutliche Vorteile gegenüber laserbasierten additiven Verfahren wie SLS oder FDM bietet.
Gängige EBAM-Materialien
EBAM verwendet spezialisierte metallische Materialien, die für hervorragende mechanische Leistung und industrielle Anwendungen optimiert sind. Bei Neway werden üblicherweise die folgenden EBAM-validierten Materialien eingesetzt:
Material | Zugfestigkeit | Thermische Stabilität | Wesentliche Eigenschaften | Typische Anwendungen |
|---|---|---|---|---|
900–1200 MPa | Bis ~600°C | Hoher Festigkeits-Gewichts-Faktor, korrosionsbeständig | Luftfahrtstrukturen, Triebwerkskomponenten | |
1200–1400 MPa | Bis ~800°C | Außergewöhnliche Festigkeit bei hohen Temperaturen | Turbinenschaufeln, Brennkammern | |
600–1100 MPa | Bis ~500°C | Hervorragende Korrosionsbeständigkeit, Zähigkeit | Öl- & Gas-Anlagen, medizinische Implantate | |
300–400 MPa | Bis ~250°C | Leicht, gute Wärmeleitfähigkeit | Strukturelle Luftfahrt- und Automobilteile |
Wichtige technische Merkmale des EBAM-3D-Drucks
EBAM ist bekannt für außergewöhnliche Aufbaurate, Großformatfähigkeit und hervorragende mechanische Eigenschaften. Wichtige technische Spezifikationen, verifiziert nach ASTM- und ISO-Standards, umfassen:
Präzision & Auflösung
Schichtdicke: Einstellbar von 0,2–1,5 mm, ideal für hohe Auftragsraten und großformatige Fertigung.
Maßgenauigkeit: ±0,3 mm (ISO 2768) – ausgezeichnet für großformatige Strukturbauteile.
Minimale Featuregröße: Details bis ca. 1 mm möglich – geeignet für robuste Strukturteile.
Mechanische Leistung
Zugfestigkeit: Legierungsabhängig, typischerweise 600–1400 MPa – hervorragende mechanische Eigenschaften.
Hochtemperaturstabilität: Superlegierungen behalten bis 800°C ihre strukturelle Integrität – ideal für Luftfahrttriebwerke.
Ermüdungs- und Bruchzähigkeit: Hervorragende mechanische Robustheit und Ermüdungsbeständigkeit durch dichte metallurgische Bindung.
Produktionseffizienz
Hohe Auftragsraten: Bis zu 7–11 kg Material pro Stunde – deutlich schneller als herkömmliche additive Fertigungsverfahren.
Reduzierter Materialabfall: Typische Materialausnutzung über 90% – deutlich weniger Abfall als bei traditioneller Bearbeitung.
Herstellung großformatiger Bauteile: EBAM ermöglicht die Fertigung großer Bauteile ohne Kompromisse bei der strukturellen Integrität, reduziert Montageaufwand.
Oberflächen- & Ästhetikqualität
Oberflächenfinish: Typische Rauheit Ra 15–35 µm – ausreichend für funktionale Oberflächen mit anschließender Bearbeitung.
Bearbeitbarkeit: EBAM-Teile lassen sich leicht nachbearbeiten, um strenge Oberflächenanforderungen zu erfüllen.
Zentrale Vorteile gegenüber konventionellen Verfahren
Kosten- und Zeiteinsparung: EBAM reduziert Durchlaufzeiten um bis zu 80% und eliminiert teure Werkzeuge, die bei CNC oder Guss erforderlich wären.
Überlegene mechanische Integrität: Vollständig dichte, metallurgisch verbundene Bauteile ohne Porosit�����t gewährleisten strukturelle Zuverlässigkeit weit über der von Gussbauteilen.
Material- und Energieeffizienz: Hohe Materialausnutzung (~90%) – deutlich weniger Abfall als bei konventioneller Bearbeitung (60–80%).
Skalierbarkeit für große Bauteile: Große Strukturteile können in einem Stück gefertigt werden, wodurch Komplexität, Gewicht und Montagezeit erheblich reduziert werden.
Reduzierte Eigenspannungen: Vakuumumgebung und Vorwärmung durch Elektronenstrahl minimieren Eigenspannungen und Verzug im Vergleich zu laserbasierten Verfahren.
Verbesserte metallurgische Qualität: Die Vakuumumgebung verhindert Kontamination und sichert optimale mechanische Eigenschaften und Korrosionsbeständigkeit.
EBAM vs. CNC-Bearbeitung vs. Guss: Vergleich der Fertigungsprozesse
Fertigungsverfahren | Durchlaufzeit | Oberflächenrauheit | Geometrische Komplexität | Minimale Strukturgröße | Skalierbarkeit |
|---|---|---|---|---|---|
Electron Beam Additive Manufacturing | 2–7 Tage (kein Werkzeug erforderlich) | Ra 15–35 µm | ✅ Komplex, großformatig, interne Strukturen möglich | ~1 mm | 1–50 Stück (optimal für große Bauteile) |
CNC-Bearbeitung | 3–7 Tage (Programmierung und Setups) | Ra 1,6–3,2 µm | ❌ Eingeschränkte Komplexität aufgrund Werkzeugzugang | 0,5 mm | 10–500 Stück (teuer bei großen Stückzahlen) |
Guss | 4–12 Wochen (Werkzeugbau erforderlich) | Ra 6–12 µm | ❌ Begrenzte interne Features, Werkzeug erforderlich | 1–3 mm | >500 Stück (wirtschaftlich nur bei hohen Stückzahlen) |
Branchenspezifische EBAM-Anwendungen
Luft- und Raumfahrt: Schnelle Fertigung von strukturellen Flugzeugrahmen, Turbinenkomponenten, Triebwerksgehäusen und leichten Metallbaugruppen.
Verteidigung & Militär: Große, hochfeste Panzerkomponenten, Raketengehäuse, kritische Strukturbauteile mit schneller Fertigung.
Öl & Gas: Großmaßstäbliche, korrosionsbeständige Komponenten wie Ventilgehäuse, Druckbehälter und Bohrgeräte.
Energieerzeugung: Turbinenschaufeln, Wärmetauscherkomponenten, Reaktorgefäße und große Energieanlagenstrukturen.
Verwandte FAQs
Wie reduziert EBAM die Herstellungs- und Durchlaufkosten im Vergleich zu CNC-Bearbeitung oder traditionellem Guss?
Welche Materialien werden üblicherweise in EBAM verwendet und was sind ihre Hauptanwendungen und Vorteile?
Welche Größe und Komplexität von Bauteilen kann die EBAM-Technologie im Vergleich zu anderen additiven oder subtraktiven Verfahren herstellen?
Wie vergleichen sich die mechanischen Eigenschaften von EBAM-gefertigten Komponenten mit konventionell bearbeiteten oder gegossenen Teilen?
In welchen speziellen Branchen ist Electron Beam Additive Manufacturing besonders vorteilhaft und warum?
