Präzisionsbearbeitung für komplexe kundenspezifische Teile mit Bezugssystemen, GD&T und Inspektionsa...
Präzisionsbearbeitung für komplexe kundenspezifische Teile mit Bezugssystemen, GD&T und Inspektionsanforderungen
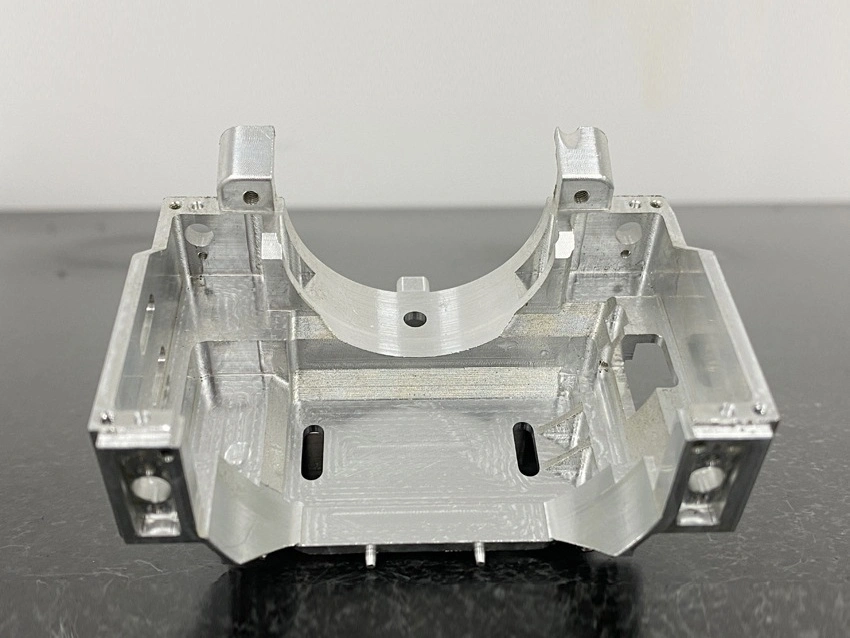
Bei vielen kundenspezifisch gefertigten Teilen besteht die eigentliche Herausforderung nicht darin, eine schwierige Abmessung herzustellen. Die Aufgabe liegt vielmehr darin, mehrere Bezugssysteme, mehrere bearbeitete Flächen und mehrere geometrische Anforderungen so auszurichten, dass die Endmontage weiterhin gewährleistet ist. Ein Teil kann akzeptabel erscheinen, wenn jede lokale Abmessung stimmt, doch wenn die Bezugsstruktur missverstanden wird oder die GD&T-Logik nicht durch den gesamten Prozessweg eingehalten wird, kann das Teil dennoch während der Montage, Abdichtung, Rotation oder Funktionsprüfung versagen. Deshalb suchen Einkäufer, die Präzisionsbearbeitung für kundenspezifische Teile beschaffen, oft nach mehr als nur Bearbeitungskapazität. Sie benötigen einen Lieferanten, der die Zeichnung so lesen kann, wie es der Konstrukteur beabsichtigt hat.
Dies ist besonders wichtig für Teile in der Luft- und Raumfahrt, Medizintechnik, Robotik, Automatisierung, Energiebranche sowie für vorrichtungsbezogene Komponenten, bei denen Position, Orientierung und Merkmalsbeziehungen wichtiger sind als isolierte Nennmaße. In solchen Projekten ist die Präzisionsbearbeitung eng mit der Bezugskontrolle, der Prozesssequenzierung, der Vorrichtungsstrategie und der Inspektionsplanung verknüpft. Der Lieferant muss nicht nur verstehen, wie das Teil aussieht, sondern auch, wie es innerhalb einer Baugruppe funktionieren soll.
Warum die Bezugskontrolle bei der Präzisionsbearbeitung wichtig ist
Bezugssysteme sind entscheidend, da sie definieren, wie das Teil während der Bearbeitung positioniert und wie es bei der Inspektion bewertet wird. Bei der Präzisionsbearbeitung ist das Bezugssystem nicht nur eine Zeichnungskonvention. Es beeinflusst direkt die Reihenfolge der Aufspannungen, die Vorrichtungskonstruktion, die Bearbeitungssequenz und die Messstrategie. Wenn das Fertigungsbezugssystem nicht mit dem Inspektionsbezugssystem übereinstimmt oder beide vom tatsächlichen Montagereferenzsystem abweichen, kann ein Teil lokale Messungen bestehen und dennoch in der Anwendung versagen.
Dieses Problem wird bei kundenspezifischen Teilen mit mehreren bearbeiteten Seiten, Positionierbohrungen, Dichtflächen oder gestapelten Merkmalsbeziehungen noch gravierender. In diesen Fällen bestimmt die Bezugsstruktur, ob sich das fertige Teil korrekt in der Baugruppe positionieren lässt. Bei hochwertigen Teilen sollte die Bezugsplanung bereits vor der ersten Aufspannung beginnen und durch Bearbeitung und Inspektion hinweg konsistent bleiben. Das ist einer der Gründe, warum viele Teams bezugsempfindliche Teile erst dann mit einer umfassenderen CNC-Bearbeitungs-Planung kombinieren, nachdem die 2D-Zeichnung und das GD&T-Schema vollständig verstanden wurden.
Wie GD&T die Strategie der Präzisionsbearbeitung beeinflusst
GD&T verändert die Bearbeitungsstrategie, da es definiert, wie Merkmale zueinander stehen müssen, und nicht nur, wie groß oder klein sie sein dürfen. Ein Teil mit Positionstoleranz, Rechtwinkligkeit, Ebenheit oder Profilanforderungen erfordert möglicherweise eine völlig andere Sequenz als ein Teil, das nur Standard-Maßtoleranzen aufweist. In solchen Projekten kann die Bearbeitung nicht merkmalweise isoliert geplant werden. Der Prozessweg muss die Referenzstruktur schützen, von der das GD&T-Schema abhängt.
GD&T-Anforderung | Auswirkung auf die Fertigung | Typische Inspektionsmethode |
|---|---|---|
Positionstoleranz | Erfordert stabiles Bezugsaufspannen und konsistente Strategien zur Merkmalspositionierung | KMG (Koordinatenmessgerät) |
Ebenheit | Erfordert kontrollierten Schlichtschnitt und Bewusstsein für Verformungen | Platte / KMG |
Parallelität | Erfordert konsistente Bezugsreferenz über mehrere Flächen hinweg | KMG |
Rechtwinkligkeit | Erfordert präzise Vorrichtungsausrichtung und kontrollierten Werkzeugansatz | KMG |
Konzentrizität | Erfordert kontrolliertes Drehen oder Ausbohren relativ zur wahren Achsenreferenz | KMG / Rundheitsprüfung |
Rundheit | Erfordert stabile Rotationsgeometrie und feine Prozesskontrolle | Rundheitsprüfung |
Profiltoleranz | Erfordert kontrollierten Werkzeugweg, Flächenstabilität und Bezugskonsistenz | KMG-Scanning |
Bei komplexeren Oberflächen oder Mehrflächengeometrien profitieren diese Anforderungen oft von der 5-Achs-Bearbeitung, da die Reduzierung von Aufspannwechseln dazu beitragen kann, die durch GD&T definierten Merkmalsbeziehungen zu schützen.
Herausforderungen der Präzisionsbearbeitung bei komplexen kundenspezifischen Teilen
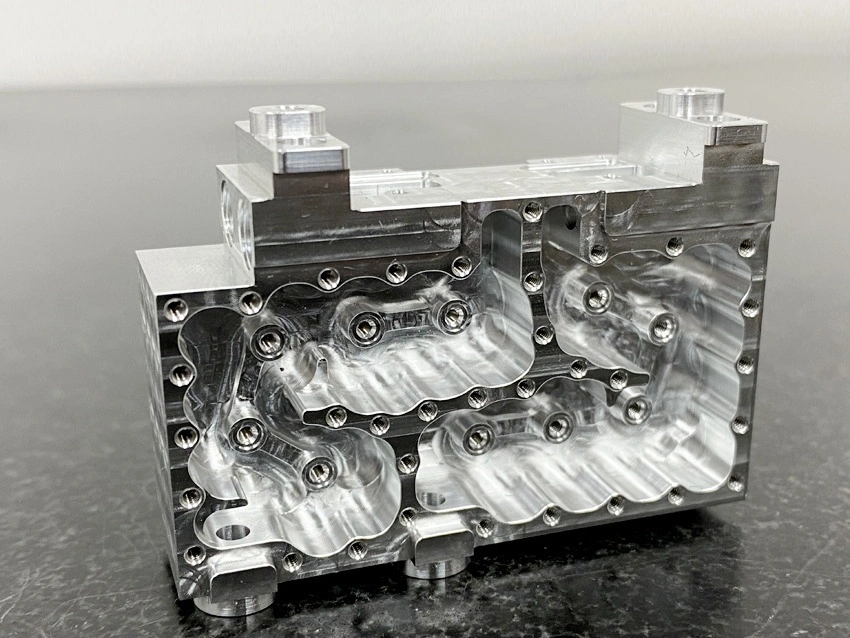
Komplexe kundenspezifische Teile bringen höhere Risiken mit sich, da mehrere Variationsquellen dieselbe Bezugsstruktur beeinflussen können. Die Mehrflächenbearbeitung erfordert oft mehrere Aufspannungen, und jede Aufspannung erhöht die Möglichkeit von Referenzübertragungsfehlern. Dünnwandige Bereiche können sich während der Bearbeitung verformen oder nach dem Materialabtrag Spannungen abbauen. Tiefe Kavitäten, schmale Nuten und lange Bohrungen können die Werkzeugdurchbiegung erhöhen und die lokale Genauigkeit verringern. Wärmebehandlungen können die Geometrie verschieben, und innere Materialspannungen können nach der Schruppbearbeitung die Ebenheit oder Orientierung beeinträchtigen.
Diese Risiken werden noch wichtiger, wenn das Teil später in kleinen Chargen oder Serienmengen wiederholt gefertigt werden muss. Ein Teil kann manchmal einmal mit sorgfältiger manueller Anpassung hergestellt werden, doch ein echter Anbieter von Präzisionsbearbeitung muss in der Lage sein, einen Prozessweg zu planen, der dieselbe Bezugslogik und Merkmalsbeziehungen über wiederholte Aufträge hinweg stabil hält. Das ist der Unterschied zwischen der Bearbeitung eines komplexen Teils und seiner korrekten Industrialisierung.
Wie man den Bearbeitungsprozess für bezugsgesteuerte Teile plant
Bei bezugsgesteuerten Teilen sollte die Bearbeitung mit der Zeichnungsprüfung beginnen und nicht mit der Generierung des Werkzeugwegs. Der erste Schritt besteht darin, die 2D-Zeichnung zu studieren und zu identifizieren, wie der Konstrukteur primäre, sekundäre und tertiäre Bezugssysteme verwendet. Darauf aufbauend sollte die Bearbeitungssequenz so aufgebaut werden, dass diese Referenzen in einer stabilen Reihenfolge etabliert und durch spätere Operationen hindurch bewahrt werden. In vielen Projekten erfordert dies spezielle Backen, kundenspezifische Vorrichtungen oder einen mehrstufigen Aufspannplan anstatt eines universellen Spannansatzes.
Ein typischer Prozessweg kann die Überprüfung der Zeichnung und des GD&T-Schemas, die Identifizierung der Bezugssysteme, die Definition der Bearbeitungssequenz, die Vorrichtungsplanung, das Schruppen mit kontrolliertem Bearbeitungszugabe, ggf. Spannungsarmglühen oder Wärmebehandlung, das Schlichten kritischer Merkmale sowie die abschließende Inspektion von Maßen und GD&T-Anforderungen umfassen. Für Teile in der Entwicklungsphase kann auch CNC-Bearbeitungs-Prototyping wertvoll sein, wenn der Käufer die Bezugslogik und die Montagefunktion überprüfen möchte, bevor ein wiederholter Produktionsprozessweg endgültig festgelegt wird.
Prozessschritt | Zweck |
|---|---|
Überprüfung der 2D-Zeichnung und des GD&T | Verstehen der tatsächlichen funktionalen Geometrie vor der Bearbeitung |
Identifizierung primärer, sekundärer und tertiärer Bezugssysteme | Festlegung der echten Referenzstruktur für Bearbeitung und Inspektion |
Definition der Bearbeitungssequenz | Schutz der Merkmalsbeziehungen durch jeden Arbeitsschritt |
Konstruktion von Vorrichtungen oder speziellen Backen | Stabilisierung des Teils und Bewahrung der Bezugslogik |
Schruppen mit kontrollierter Zugabe | Materialabtrag ohne Opferung der finalen Merkmalstabilität |
Spannungsarmglühen oder Wärmebehandlung falls erforderlich | Steuerung von Verformungen vor den finalen Präzisionsschnitten |
Schlichten kritischer Merkmale | Einhaltung der finalen Abmessungen und GD&T-Beziehungen |
Inspektion kritischer Abmessungen und GD&T | Überprüfung der Funktion, nicht nur der lokalen Größe |
Warum die Inspektionsplanung vor der Bearbeitung beginnen sollte
Die Inspektion sollte nicht als letzter administrativer Schritt behandelt werden, der nach Abschluss der Bearbeitung hinzugefügt wird. Bei komplexen Präzisionsteilen beeinflusst die Inspektionsmethode, wie das Teil überhaupt bearbeitet werden sollte. Wenn ein Kunde einen KMG-Bericht, einen Erstmusterprüfbericht (FAI), ein Materialzertifikat oder eine merkmalspezifische Geometrieverifikation verlangt, sollten diese Anforderungen bereits in der Angebotsphase bestätigt werden, damit der Fertigungsweg diese unterstützen kann. Andernfalls kann der Lieferant das Teil zwar erfolgreich bearbeiten, aber dennoch über die richtige Referenzlogik oder den richtigen Messpfad verfügen, um es korrekt zu verifizieren.
Dies ist besonders wichtig für bezugsgesteuerte Teile, da das Inspektionsbezugssystem und das Fertigungsbezugssystem entweder übereinstimmen oder absichtlich miteinander in Beziehung stehen sollten. Tun sie dies nicht, kann ein Teil Größenprüfungen bestehen, aber bei der Montage oder auf Systemebene funktionell versagen. Deshalb prüfen viele Einkäufer, die an kritischen kundenspezifischen Teilen arbeiten, die Inspektionserwartungen gemeinsam mit der Qualitätskontrolle in der CNC-Bearbeitung, bevor sie den Auftrag freigeben.
Welche Informationen sollten Einkäufer für kundenspezifische Präzisionsbearbeitung bereitstellen?
Eine gute Anfrage (RFQ) für kundenspezifische Präzisionsbearbeitung sollte dem Lieferanten genügend Informationen liefern, um die wahre technische Absicht des Teils zu verstehen, nicht nur seine Form. Das bedeutet, dass das RFQ-Paket sowohl Modelldaten als auch merkmalspezifische Anforderungen enthalten sollte, die definieren, wie das Teil gefertigt und inspiziert wird.
RFQ-Informationen | Warum dies benötigt wird |
|---|---|
3D-CAD-Dateien: STEP, X_T, IGS | Definieren der Geometrie und des Bearbeitungszugangs |
2D-Zeichnungen mit Toleranzen | Definieren kritischer Abmessungen und der GD&T-Logik |
Materialspezifikation | Beeinflusst Bearbeitung, Vorrichtungsbau, Wärmebehandlung und Inspektion |
Oberflächenanforderungen | Klärung der funktionalen und kosmetischen Oberflächenerwartungen |
Anforderungen an die Wärmebehandlung | Beeinflussen die Prozessreihenfolge und die Verformungskontrolle |
Kritische Abmessungen | Helfen dabei, den Prozess um funktionskritische Merkmale herum zu priorisieren |
Menge | Beeinflusst die Vorrichtungsplanung und die Strategie zur Wiederholgenauigkeit |
Anforderungen an Inspektionsberichte | Definieren, ob KMG, FAI oder andere Berichtsformen erforderlich sind |
Anwendungs- oder Montageumgebung | Hilft zu bestätigen, welche Anforderungen nicht reduziert werden können |
Auswahl eines Lieferanten für Präzisionsbearbeitung von GD&T-Teilen
Ein geeigneter Lieferant für GD&T-gesteuerte Teile sollte mehr können, als nur auf Nennmaß zu bearbeiten. Er sollte technische Zeichnungen verstehen, den Prozessweg um das Bezugssystem herum planen, stabile Vorrichtungen konstruieren, KMG-basierte Inspektionen unterstützen und Materialien oder Wärmebehandlungen so handhaben, dass die finale Geometrie geschützt wird. Er sollte auch in der Lage sein zu erklären, wie die Wiederholgenauigkeit über Kleinserien- und Produktionsaufträge hinweg aufrechterhalten wird, und nicht nur, wie das erste Muster hergestellt wird.
Für Einkäufer, die kundenspezifische Teile mit Positions-, Profil-, Ebenheits-, Rechtwinkligkeits- und bezugsbezogenen Anforderungen beschaffen, kann Neway diesen Prozess durch Präzisionsbearbeitung unterstützen, wobei die technische Prüfung an die Zeichnungsabsicht und die Inspektionsplanung gekoppelt ist. In solchen Projekten ist der stärkste Lieferant meist derjenige, der versteht, warum das Teil schwierig ist, und nicht nur, wie man es schneidet.
Häufig gestellte Fragen (FAQ)
Welche Toleranzen kann die Präzisionsbearbeitung für kundenspezifische Metallteile erreichen?
Welche Informationen werden benötigt, um präzisionsgefertigte Teile anzubieten?
Wie beeinflusst GD&T die Kosten und die Inspektion bei der Präzisionsbearbeitung?
Welche Inspektionsberichte werden für präzisionsgefertigte Komponenten empfohlen?
Wie wählt man einen Lieferanten für Präzisionsbearbeitung für Kleinserien- und Produktionsteile?
