KBB Turbo 喷气发动机涡轮部件 Inconel 738 LC 的 CNC 加工
项目背景:航空航天喷气发动机高温涡轮部件
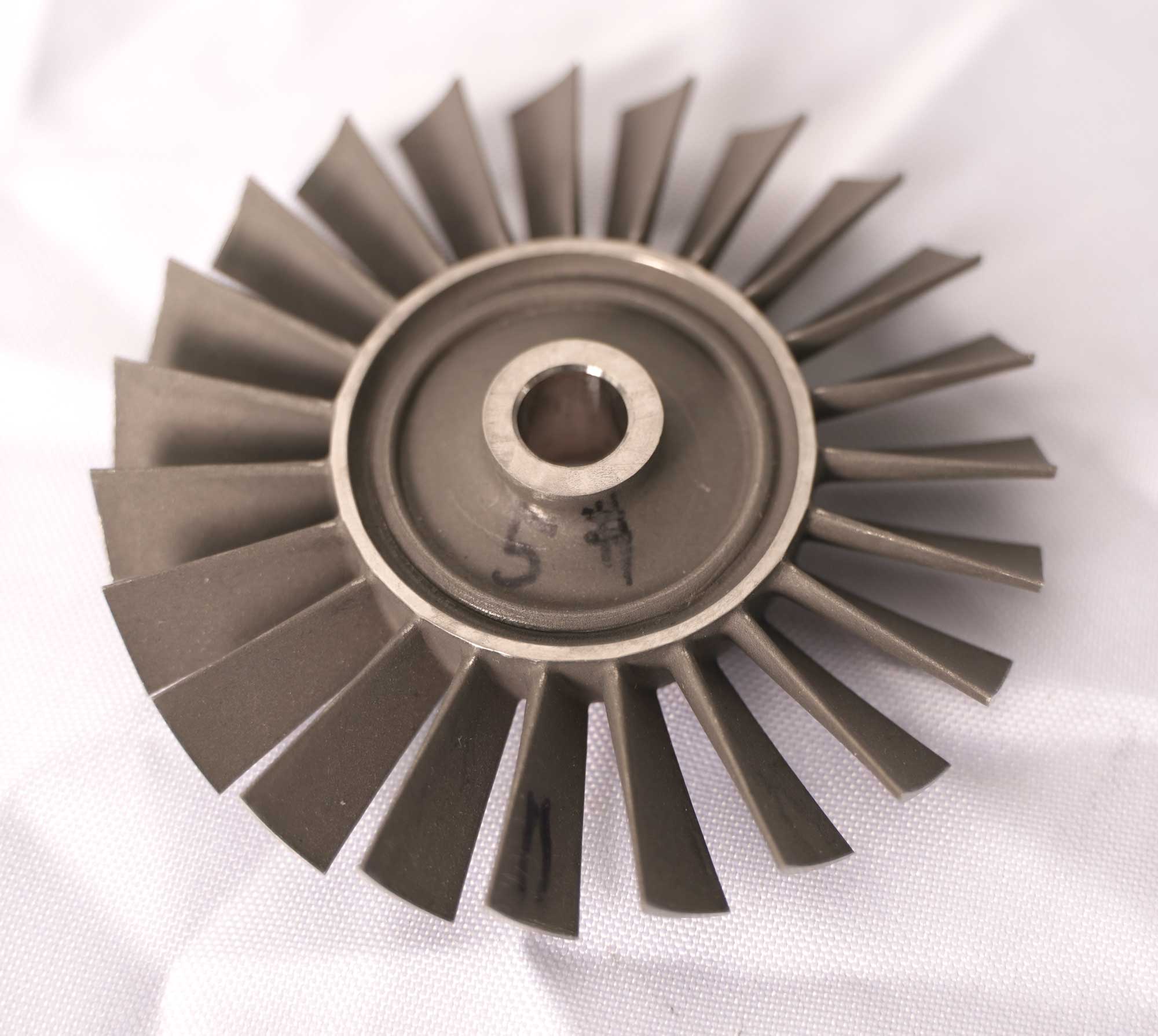
KBB Turbo 是航空航天推进系统先进涡轮系统的主要供应商,需要一种用于高速喷气发动机组件、具有热稳定性和抗疲劳性的涡轮部件。该部件必须在长时间运行周期内承受极端高温、氧化和机械应力。Neway 被选中使用 Inconel 738 LC 高温合金加工这一关键的航空航天级部件。

为何为喷气发动机涡轮选择 Inconel 738 LC
Inconel 738 LC 在高温下具有卓越的抗蠕变性、疲劳强度和抗氧化稳定性,使其成为涡轮热端部件中最广泛使用的材料之一。
属性 | 数值 |
|---|---|
工作温度 | 高达 980°C |
屈服强度 | ≥800 MPa |
蠕变断裂寿命 | 优异(870°C 下 1000+ 小时) |
可加工性 | 低 – 需要硬质合金和陶瓷刀具 |
了解更多关于 Inconel 738 LC CNC 加工 以及为何它非常适合航空航天热关键应用。

多步骤 CNC 加工工艺
CNC 车削
初始毛坯去除和同心特征成形是在高扭矩 CNC 车削中心 上进行的。表面速度优化至 30 米/分钟以下,并使用陶瓷刀片以减少轮廓加工过程中的加工硬化。
5轴 CNC 精密加工
空气动力学通道、轮廓叶片和轮毂几何形状使用 5轴 CNC 加工 在一次装夹设置中完成。真实位置公差保持在 ±0.01 毫米以内,轴向和径向轮廓之间的融合通过高速插补控制完成。
CNC 钻孔
高精度冷却孔和油流通道通过 CNC 钻孔 加工,应用啄钻循环和内冷硬质合金钻头来管理在这种坚韧高温合金中的刀具磨损。
CNC 磨削
关键的密封表面和轴颈轴承直径使用 CNC 磨削 完成。达到的表面粗糙度为 Ra ≤ 0.4 μm,这对于高速旋转组件中的紧密间隙至关重要。
质量保证与最终验证
三坐标测量机计量: 所有空气动力学和密封轮廓均使用 5 轴坐标计量系统进行检测
表面粗糙度验证: 磨削区域使用按 ISO 4287 校准的轮廓仪进行验证
孔完整性测试: 所有冷却孔均使用气密性检测和孔探仪系统测试直径、角度和流量
项目成果
Neway 向 KBB Turbo 的喷气发动机部门交付了 800 件批次。每个部件都通过了高温应力和振动测试。加工精度使得在最终发动机装配过程中无需返工。KBB 认可了 Neway 在处理复杂高温合金部件和保持批次间一致性方面的表现。
为何选择 Neway 进行 Inconel 喷气发动机部件加工
高温合金 CNC 加工: 数十年的镍基高温合金加工经验,配备专用刀具和工艺控制
CNC 磨削服务: 为高速喷气系统中的转子和密封表面提供超精细精加工
一站式航空航天 CNC 服务: 关键飞行部件的粗加工、精加工和质量检测全流程垂直整合
常见问题解答
为避免热变形,Inconel 738 LC 的推荐加工策略是什么?
CNC 磨削如何提高喷气发动机部件的密封性能?
在高温合金中钻孔冷却孔的最佳刀具和速度是什么?
在多工序高温合金加工过程中如何保持尺寸稳定性?
哪些检测方法能确保 5 轴加工航空部件的精度?
