Furação profunda CNC de alta tolerância – Solicite um orçamento
Ultrapassando Limites: O Papel Fundamental da Furação de Furos Profundos de Alta Precisão na Manufatura Avançada
Na fabricação de precisão, a usinagem de furos profundos há muito é considerada um marco crítico da capacidade técnica de uma empresa. Como engenheiro de processo sênior da Neway, compreendo que cada furo profundo representa uma busca extrema pela excelência técnica. Quando a relação comprimento-diâmetro excede 10:1, os métodos convencionais de usinagem rapidamente atingem seus limites — deflexão da ferramenta, evacuação de cavacos, dissipação de calor deficiente e qualidade de superfície instável tornam-se fatores-chave que restringem o desempenho da peça.
Na fabricação moderna de equipamentos de alto nível, furos profundos não são mais apenas furos simples ou fundos de rosca; eles evoluíram para recursos funcionais críticos responsáveis pelo fornecimento de combustível, transmissão hidráulica, circulação de resfriamento e mais. Seja em bicos de combustível para motores aeroespaciais ou eixos de acionamento de precisão em robôs cirúrgicos, os requisitos para tolerância de diâmetro, retidão, precisão de posição e acabamento superficial de furos profundos são extremamente exigentes. É precisamente aqui que nossos serviços de furação de furos profundos entregam valor — resolvendo os problemas mais desafiadores de usinagem de furos profundos para nossos clientes.
Tecnologias de Furação de Furos Profundos Explicadas: Gun Drilling, BTA e Sistemas Ejetores
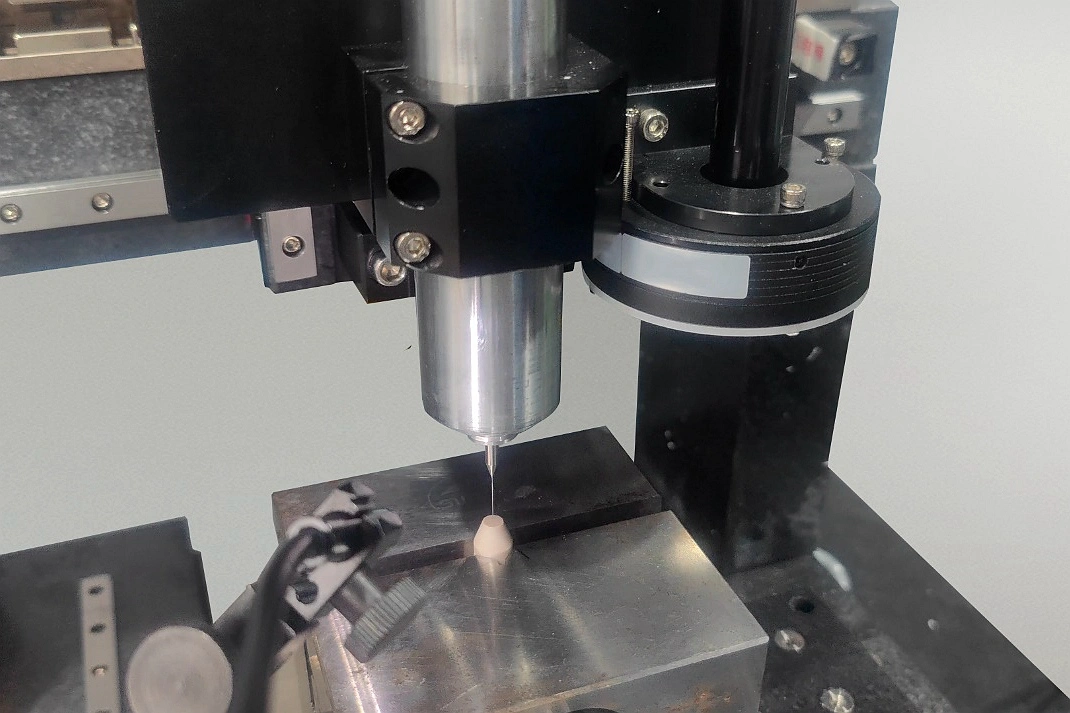
Gun Drilling: A Escolha de Precisão para Furos Profundos de Pequeno Diâmetro
Gun drilling é nosso método preferido para furos profundos de pequeno diâmetro. Este sistema de tubo único utiliza fluido refrigerante de alta pressão para evacuar cavacos através do sulco em V dentro do tubo da broca. Sua geometria única da cabeça de corte e a configuração do canal de refrigeração garantem estabilidade e evacuação suave de cavacos durante todo o processo. Nossos equipamentos de gun drilling podem usinar com confiabilidade furos profundos com diâmetros de 1,5 mm a 20 mm, atingindo relações comprimento-diâmetro de até 100:1 — um nível quase impossível de alcançar com brocas helicoidais convencionais.
Sistema BTA: Usinagem Eficiente de Furos Profundos de Médio e Grande Diâmetro
Para furos profundos com diâmetros acima de 20 mm, usamos o sistema BTA (Boring and Trepanning Association). Nesta configuração de tubo duplo, o fluido refrigerante de alta pressão é introduzido através do espaço anular entre o tubo da broca e a parede do furo, enquanto os cavacos são evacuados pelo furo interno do tubo da broca. O sistema BTA oferece produtividade superior e melhor acabamento superficial, tornando-o ideal para furos profundos de médio e grande diâmetro em produção em massa. Em nossos centros de usinagem multi-eixo, o sistema BTA permite a usinagem de múltiplos furos profundos em componentes complexos em uma única fixação.
Como Selecionar o Processo Ideal com Base no Diâmetro, Relação Profundidade e Material
Selecionar o processo de furação de furos profundos correto requer uma avaliação abrangente de múltiplos fatores. Além do diâmetro do furo e da relação comprimento-diâmetro, as propriedades do material são critérios críticos de decisão. Para materiais difíceis de usinar, como superligas, selecionamos geometrias de ferramentas especializadas e parâmetros de fluido refrigerante. Para ligas de titânio, damos ênfase extra ao controle de temperatura para evitar alterações microestruturais adversas. Nossa equipe de engenharia de processos possui ampla experiência em adaptar as soluções de usinagem mais adequadas para cada projeto.
Capacidades Centrais e Especificações Técnicas da Neway em Furação de Furos Profundos de Alta Precisão
O departamento de usinagem de furos profundos da Neway está equipado com máquinas dedicadas de classe mundial, incluindo centros multi-eixo de furos profundos, sistemas de gun drilling e equipamentos BTA. Nossas capacidades abrangem furos profundos com diâmetros de 1,5 mm a 50 mm, com relações comprimento-diâmetro de até 150:1 — posicionando-nos entre os líderes do setor. Em termos de controle de tolerância, podemos atingir tolerâncias de diâmetro até o nível IT7, desvios de retidão inferiores a 0,02 mm por 100 mm e precisão de posição dentro de 0,05 mm.
A qualidade da superfície é um indicador-chave do desempenho da usinagem de furos profundos. Otimizando os parâmetros de corte e os sistemas de fluido refrigerante, alcançamos valores de rugosidade interna da superfície tão baixos quanto Ra 0,4 μm. Isso não apenas reduz a necessidade de operações de acabamento subsequentes, mas, mais importante, garante confiabilidade em condições operacionais exigentes. Para peças que exigem eletropolimento do furo interno, nossa qualidade de usinagem fornece uma superfície base ideal.
Especialização em Materiais: Superando Desafios de Furos Profundos em Ligas Difíceis de Usinar
Estratégias de Furos Profundos para Superligas e Ligas de Titânio
Superligas e ligas de titânio são amplamente reconhecidas como alguns dos materiais mais desafiadores para usinagem de furos profundos. Sua alta resistência e baixa condutividade térmica podem causar encruamento severo e desgaste rápido da ferramenta. Empregando revestimentos avançados de ferramentas, parâmetros de corte otimizados e formulações de fluido refrigerante personalizadas, lidamos efetivamente com esses desafios. Por exemplo, ao usinar Inconel 718, usamos estratégias de avanço progressivo e fluido interno de alta pressão para garantir evacuação adequada de cavacos e prevenir falha da ferramenta devido ao acúmulo de cavacos.
Usinagem de Furos Profundos e Controle de Cavacos em Aços Inoxidáveis
Devido à sua tenacidade e tendência a formar arestas aderidas, aços inoxidáveis frequentemente produzem cavacos longos e contínuos na furação de furos profundos, causando problemas na evacuação de cavacos. Resolvemos isso personalizando geometrias de quebra-cavaco, utilizando estratégias de avanço pulsado e controlando precisamente a pressão do fluido refrigerante. Para furos profundos em aço inoxidável 316, também prestamos atenção especial em minimizar o encruamento da superfície do furo, facilitando processos subsequentes.
Furação Profunda Eficiente e Proteção de Superfície para Ligas de Alumínio
Embora a liga de alumínio 7075 seja relativamente fácil de usinar, a furação de furos profundos ainda apresenta desafios distintos. O material mais macio tende a formar rebarbas e é sensível a arranhões na superfície. Empregamos estratégias de corte em alta velocidade e baixo avanço, combinadas com fluidos de corte especializados para alumínio, a fim de manter eficiência e qualidade do furo. Para componentes críticos, também realizamos limpeza imediata pós-usinagem para prevenir oxidação ou corrosão na superfície de alumínio.
Principais Métricas de Qualidade para Furação de Furos Profundos e Nossa Garantia de Inspeção
A inspeção é a barreira final e mais crucial para garantir a precisão da usinagem de furos profundos. Estabelecemos um sistema abrangente de inspeção de furos profundos que cobre todas as etapas, desde matérias-primas até peças acabadas. Durante a usinagem, monitoramos continuamente força de corte, pressão e fluxo do fluido refrigerante para manter condições de corte estáveis. Após a usinagem, usamos medidores de furo dedicados, calibres de ar e máquinas de medição por coordenadas para medir com precisão diâmetro, circularidade e cilindricidade.
Para verificação de retidão, utilizamos sistemas avançados de medição a laser que podem mapear desvios ao longo de toda a profundidade do furo. Isso nos permite detectar e corrigir prontamente problemas relacionados ao desgaste da ferramenta ou precisão da máquina, garantindo que cada furo profundo atenda às especificações de projeto. Especialmente após o tratamento térmico, re-medimos furos profundos críticos para avaliar o impacto da distorção e confirmar que as tolerâncias dimensionais permanecem dentro dos limites.
Soluções Industriais: Aplicações da Furação de Furos Profundos em Setores Críticos
Aeroespacial: Bicos de Combustível e Cilindros de Atuadores Hidráulicos
No setor aeroespacial, usinamos furos de nível micrométrico em bicos de injeção de motores. Esses furos normalmente possuem diâmetros de apenas 0,1–0,3 mm com relações comprimento-diâmetro superiores a 20:1. Através de gun drilling de precisão, garantimos taxas de fluxo consistentes para cada orifício, assegurando eficiência ideal de combustão. Furos profundos em cilindros de atuadores hidráulicos também exigem retidão e acabamento superficial extremamente altos para prevenir desgaste de vedação e vazamentos.
Dispositivos Médicos: Instrumentos Cirúrgicos, Componentes de Endoscópios e Furos Guia de Implantes
No campo de dispositivos médicos, os requisitos para furos profundos são ainda mais rigorosos. Furos em instrumentos cirúrgicos devem combinar pequeno diâmetro, grandes relações de profundidade e excelente acabamento superficial. Para componentes de endoscópio, usinamos canais de feixe de imagem com diâmetro de 1,2 mm e profundidade de 120 mm, com retidão controlada dentro de 0,05 mm — um desafio extremo para qualquer processo de usinagem. Furos guia em implantes ortopédicos também exigem dimensões precisas e qualidade superficial superior para garantir precisão cirúrgica e segurança do paciente.
Petróleo e Gás: Corpos de Válvulas e Carcaças de Ferramentas de Log
Na indústria de petróleo e gás, furos profundos em corpos de válvulas operam sob alta pressão e ambientes corrosivos. Através de processos otimizados e controle rigoroso de qualidade, garantimos confiabilidade e durabilidade a longo prazo desses recursos críticos. Carcaças de ferramentas de log frequentemente incorporam furos profundos que passam por múltiplas câmaras com tolerâncias posicionais muito apertadas; nossas capacidades de usinagem multi-eixo fornecem a precisão necessária para tais componentes exigentes.
Por Que Escolher a Neway como Seu Parceiro em Furação de Furos Profundos de Alta Precisão?
Na Neway, estamos comprometidos em impulsionar o avanço da manufatura por meio da inovação tecnológica. Nossa equipe de usinagem de furos profundos é composta por engenheiros e técnicos experientes, rigorosamente treinados e certificados. Além de possuir equipamentos avançados, acumulamos amplo know-how na solução de desafios complexos de furos profundos. Desde a validação de processos na fase de prototipagem até ensaios de pequenos lotes e produção em escala completa, fornecemos suporte técnico abrangente ao longo de todo o ciclo de vida.
Nosso modelo de serviço completo garante que os clientes recebam soluções integradas e completas. Da furação de furos profundos ao tratamento térmico, acabamento superficial e inspeção final, gerenciamos toda a cadeia de fabricação. Essa integração não apenas melhora a eficiência, mas também garante consistência de qualidade em todas as etapas.
Na Neway, vemos cada projeto de furação de furos profundos como uma oportunidade de demonstrar nossas capacidades de manufatura de precisão. Não importa quão complexa seja sua peça ou quão rigorosos sejam seus requisitos, estamos totalmente comprometidos em fornecer a solução técnica ideal. Temos confiança de que nossa experiência e rigor nos tornam seu parceiro mais confiável em furação de furos profundos de alta precisão.
Informações Necessárias para Seus RFQs: Como Obter uma Cotação Precisa Rapidamente
Para garantir que possamos fornecer cotações precisas e oportunas, recomendamos incluir as seguintes informações em seu RFQ: desenhos ou modelos 3D da peça (com todas as dimensões de furos profundos, tolerâncias e requisitos técnicos claramente indicados), especificações do material (grau e condição), quantidade estimada de pedido, requisitos de tratamento de superfície e quaisquer instruções especiais. Com base nessas informações, nossos engenheiros fornecerão uma proposta técnica detalhada e uma cotação competitiva dentro de 24 horas.
Perguntas Frequentes (FAQ)
Qual é o alcance das capacidades de furação de furos profundos da Neway?
A usinagem de furos profundos afeta o desempenho das peças após o tratamento térmico?
Como garantir a forma do fundo e a precisão dimensional de furos cegos profundos?
Qual é o prazo típico para um projeto de furação de furos profundos desde o RFQ até a entrega final?
