電子ビーム積層造形(EBAM)3Dプリント入門
はじめに
電子ビーム積層造形(EBAM:Electron Beam Additive Manufacturing)は、真空環境下で集束電子ビームを用い、金属粉末やワイヤーを層ごとに融合させる高性能金属付加製造プロセスです。従来のCNC加工や他の積層造形方法とは異なり、EBAMは優れた堆積速度、高い機械的特性、大型部品を効率的に製造できる能力を持っています。航空宇宙、防衛、エネルギー分野など、堅牢で軽量、構造的に複雑な金属部品を迅速に生産する必要がある業界に特に有益です。
Newayでは、当社の産業用3Dプリンティングサービスに高度なEBAM技術を導入し、顧客が大型で構造的に健全かつ完全に緻密な金属部品を迅速に製造できるようにし、リードタイムを大幅に短縮し、要求の厳しい用途での性能を向上させています。
EBAMの仕組み:プロセス原理
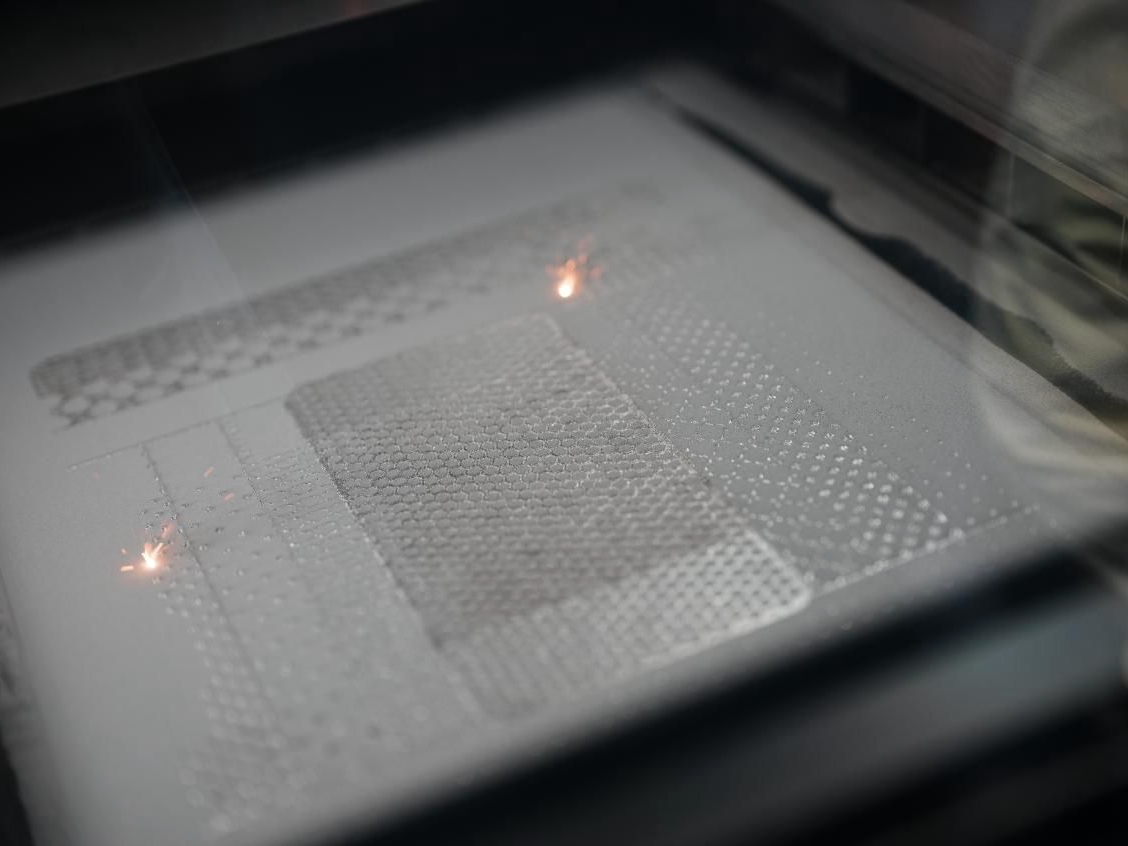
電子ビーム積層造形は、材料堆積、電子ビーム融解、層固化という3つの主要段階で構成されます。まず、金属粉末またはワイヤーの供給材料を真空チャンバー内で基材上に正確に供給します。次に、高エネルギー電子ビームが材料を選択的に溶融し、迅速に固化する溶融プールを形成して完全に緻密な金属層を作ります。このプロセスを層ごとに繰り返し、精密なコンピュータモデルで制御します。真空環境により汚染リスクが排除され、残留応力も低減され、SLSやFDMなどのレーザー系積層造形プロセスに比べて明確な利点があります。
一般的なEBAM材料
EBAMでは、優れた機械特性と産業用途に最適化された特殊金属材料を使用します。Newayで一般的に使用されるEBAM検証済み材料は以下の通りです。
材料 | 引張強度 | 熱安定性 | 主な特性 | 一般的な用途 |
|---|---|---|---|---|
900–1200 MPa | ~600°C | 高い比強度、耐食性 | 航空機フレーム、エンジン部品 | |
1200–1400 MPa | ~800°C | 高温での優れた強度 | タービンブレード、燃焼室 | |
600–1100 MPa | ~500°C | 優れた耐食性と靭性 | 石油・ガス機器、医療用インプラント | |
300–400 MPa | ~250°C | 軽量、良好な熱伝導性 | 航空宇宙・自動車構造部品 |
EBAM 3Dプリンティングの主要な技術特性
EBAMは、優れた造形速度、大型部品製造能力、優れた機械的特性で高く評価されています。ASTMおよびISO業界標準に基づき検証された主な技術仕様は以下の通りです。
精度と解像度
層厚:0.2~1.5 mmで調整可能で、高速堆積や大型部品製造に最適。
寸法精度:±0.3 mm(ISO 2768)、大型構造部品に適する優れた精度。
最小フィーチャーサイズ:約1 mmの詳細形状に対応し、堅牢な構造部品に適しています。
機械性能
引張強度:合金依存で、600~1400 MPa程度。優れた機械的性能を提供。
高温安定性:超合金は800°Cまで構造を維持し、航空宇宙用エンジン部品に最適。
疲労・破壊靭性:緻密な冶金結合により優れた機械的強度と疲労耐性を持つ。
生産効率
高堆積速度:1時間あたり7~11 kgの材料堆積が可能で、従来の積層造形より大幅に高速。
材料浪費の低減:材料利用効率は通常90%以上で、従来加工より大幅に廃材を削減。
大型部品製造:構造的完全性を損なうことなく、大型部品の一体製造が可能で、組立作業を削減。
表面品質と外観
表面仕上げ:Ra 15–35 µm程度の仕上げが可能で、機能面での使用に十分。
加工性:EBAM製部品は従来の切削加工で仕上げ可能で、厳格な表面要求にも対応。
従来製造方法に対する主な利点
コストと時間の節約:大型金属部品のCNC加工や鋳造に伴う高コストな金型を不要とし、リードタイムを最大80%短縮。
優れた機械的完全性:完全に緻密で冶金的に結合された部品を製造し、鋳造部品よりも構造的信頼性が大幅に向上。
材料・エネルギー効率:材料利用率は約90%で、従来加工(60~80%廃材)に比べて大幅に低減。
大型部品へのスケーラブル性:大型構造部品を一体で製造でき、複雑性・重量・組立時間を大幅に削減。
残留応�の低減:真空環境と電子ビーム予熱により、レーザー系積層造形と比較して残留応力や歪みを最小化。
冶金品質の向上:真空環境により汚染を防ぎ、最適な機械特性と耐食性を確保。
EBAM vs CNC加工 vs 鋳造:製造プロセス比較
製造プロセス | リードタイム | 表面粗さ | 形状複雑度 | 最小フィーチャーサイズ | スケーラビリティ |
|---|---|---|---|---|---|
電子ビーム積層造形(EBAM) | 2~7日(金型不要) | Ra 15–35 µm | ✅ 複雑で大型、内部構造も可能 | 約1 mm | 1~50個(大型部品に最適) |
CNC加工 | 3~7日(プログラミング・段取り) | Ra 1.6–3.2 µm | ❌ 工具アクセスにより複雑形状は制限 | 0.5 mm | 10~500個(大型部品で高コスト) |
鋳造 | 4~12週間(金型必要) | Ra 6–12 µm | ❌ 金型による制約、内部複雑形状不可 | 1–3 mm | >500個(大量生産時のみ経済的) |
業界別EBAM用途
航空宇宙・航空:構造用機体、タービン部品、エンジンハウジング、軽量金属アセンブリの迅速な製造。
防衛・軍事:大型高強度装甲部品、ミサイルハウジング、迅速な製造が必要な重要構造部品。
石油・ガス:バルブボディ、圧力容器、掘削装置などの大型耐食部品の製造・再生。
発電:タービンブレード、熱交換器部品、原子炉容器、大型エネルギープラント構造物。
関連FAQ
EBAM技術は、CNC加工や従来の鋳造と比べて製造コストとリードタイムをどのように削減しますか?
EBAMで一般的に使用される材料は何で、それぞれの主な用途と利点は何ですか?
EBAM技術で製造できる部品のサイズや複雑性は、他の積層または切削プロセスと比べてどの程度ですか?
EBAM製部品の機械的特性は、従来の切削加工や鋳造部品と比べてどのような違いがありますか?
電子ビーム積層造形は、具体的にどの業界で最も有利で、なぜですか?
