क्या उच्च-शक्ति वाले CNC मशीनीकृत घटकों के लिए 17-4PH स्टेनलेस स्टील उपयुक्त है?
क्या उच्च-शक्ति वाले CNC मशीनीकृत घटकों के लिए 17-4PH स्टेनलेस स्टील उपयुक्त है?
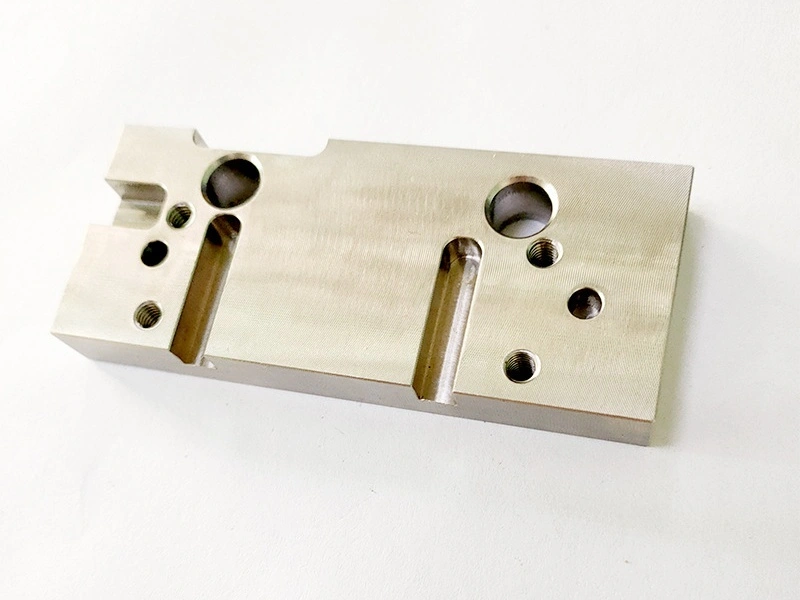
हाँ। 17-4PH स्टेनलेस स्टील CNC मशीनिंग उच्च-शक्ति वाले CNC मशीनीकृत घटकों के लिए उपयुक्त है जब पुर्जों को संक्षारण प्रतिरोध, शक्ति, कठोरता और आयामी स्थिरता के संयोजन की आवश्यकता होती है। इसका उपयोग अक्सर शाफ्ट, ब्रैकेट, एक्ट्यूएटर पार्ट्स, परिशुद्धता हाउसिंग, एयरोस्पेस घटक, ऑटोमेशन पार्ट्स और उच्च-लोड स्टेनलेस स्टील घटकों के लिए किया जाता है।
इंजीनियरिंग दृष्टिकोण से, 17-4PH एक मजबूत विकल्प है जब मानक 304 या 316 स्टेनलेस स्टील शक्ति या कठोरता की आवश्यकताओं को पूरा नहीं कर सकते, लेकिन फिर भी पुर्जे को कई कार्बन या मिश्र धातु स्टील की तुलना में बेहतर संक्षारण प्रतिरोध की आवश्यकता होती है। इसे आमतौर पर SUS630 या 630 स्टेनलेस स्टील के रूप में भी जाना जाता है।

1. 17-4PH स्टेनलेस स्टील का आम तौर पर कहाँ उपयोग किया जाता है
पार्ट का प्रकार | 17-4PH उपयुक्त क्यों है |
|---|---|
उच्च-शक्ति वाले स्टेनलेस स्टील शाफ्ट | सामान्य 304 और 316 स्टेनलेस स्टील की तुलना में उच्च शक्ति प्रदान करता है |
परिशुद्धता क्लैम्पिंग घटक | शक्ति, कठोरता और आयामी स्थिरता को जोड़ता है |
एयरोस्पेस घटक | शक्ति, संक्षारण प्रतिरोध और विश्वसनीयता को संतुलित करता है |
ऑटोमेशन एक्ट्यूएटर पार्ट्स | घर्षण प्रतिरोध, लोड क्षमता और संक्षारण प्रतिरोध की आवश्यकता वाले पुर्जों के लिए उपयुक्त |
उच्च-लोड कनेक्टर | मानक ऑस्टेनिटिक स्टेनलेस स्टील की तुलना में बेहतर लोड-बेरिंग क्षमता प्रदान करता है |
परिशुद्धता हाउसिंग और तंत्र भाग | यांत्रिक शक्ति बनाए रखते हुए कसकर मशीनिंग नियंत्रण का समर्थन करता है |
2. 17-4PH, 304 और 316 से अलग क्यों है
स्टेनलेस स्टील CNC मशीनिंग में, सामान्य संक्षारण प्रतिरोध के लिए अक्सर 304 और 316 का चयन किया जाता है, लेकिन वे उच्च-लोड वाले पुर्जों के लिए पर्याप्त शक्ति या कठोरता प्रदान नहीं कर सकते हैं। 17-4PH प्रेसिपिटेशन-हार्डेन्ड स्टेनलेस स्टील परिवार से संबंधित है, इसलिए यह नियंत्रित ऊष्मा उपचार के माध्यम से उच्च यांत्रिक शक्ति प्राप्त कर सकता है।
यह 17-4PH को उन स्टेनलेस स्टील पार्ट्स के लिए उपयुक्त बनाता है जिन्हें संक्षारण प्रतिरोध और उच्च संरचनात्मक प्रदर्शन दोनों की आवश्यकता होती है, विशेष रूप से जहां साधारण स्टेनलेस स्टील के साथ कार्बन स्टील को बदलने से शक्ति बहुत कम हो जाएगी।
3. ऊष्मा उपचार की स्थिति को परिभाषित करना आवश्यक है
17-4PH को विभिन्न ऊष्मा उपचार स्थितियों, जैसे H900, H1025, H1075, और H1150 में आपूर्ति या संसाधित किया जा सकता है। ये स्थितियां कठोरता, तन्य शक्ति, कठोरता और आयामी स्थिरता को प्रभावित करती हैं। इसलिए, कोटेशन और उत्पादन से पहले आवश्यक ऊष्मा उपचार स्थिति को स्पष्ट रूप से निर्दिष्ट किया जाना चाहिए।
ऊष्मा उपचार विचार | इंजीनियरिंग प्रभाव |
|---|---|
H900 स्थिति | आमतौर पर तब उपयोग किया जाता है जब उच्च शक्ति और कठोरता की आवश्यकता होती है |
H1025 / H1075 स्थिति | अक्सर शक्ति, कठोरता और स्थिरता को संतुलित करते समय चुना जाता है |
H1150 स्थिति | आमतौर पर तब विचार किया जाता है जब बेहतर कठोरता या तनाव कम करने की आवश्यकता होती है |
ऊष्मा उपचार से पहले या बाद में मशीनिंग | अंतिम सहनशीलता नियंत्रण, टूल वियर और फिनिशिंग रणनीति को प्रभावित करता है |
4. ऊष्मा उपचार के बाद आयामी नियंत्रण महत्वपूर्ण है
कसे आयामों वाले 17-4PH मशीनीकृत घटकों के लिए, उत्पादन मार्ग को यह परिभाषित करना चाहिए कि क्या खुरदरी मशीनिंग, ऊष्मा उपचार और अंतिम फिनिशिंग अलग-अलग हैं। यदि महत्वपूर्ण बोर्स, शाफ्ट जर्नल, सीलिंग चेहरे या बेयरिंग सीट शामिल हैं, तो ऊष्मा उपचार के बाद अंतिम फिनिशिंग की आवश्यकता हो सकती है।
बेलनाकार या उच्च-सटीकता वाली विशेषताओं के लिए, गोलता, आकार नियंत्रण और सतह फिनिश में सुधार करने के लिए ऊष्मा उपचार के बाद CNC ग्राइंडिंग का उपयोग किया जा सकता है। जटिल उच्च-शक्ति वाले घटकों के लिए, परिशुद्धता मशीनिंग स्थिति, समतलता, संकेंद्रता और असेंबली-महत्वपूर्ण विशेषताओं को नियंत्रित करने में मदद करती है।
5. कोटेशन से पहले खरीदारों को क्या निर्दिष्ट करना चाहिए
आवश्यक जानकारी | इसकी आवश्यकता क्यों है |
|---|---|
लक्षित ऊष्मा उपचार स्थिति | कठोरता, शक्ति, कठोरता और मशीनिंग मार्ग निर्धारित करता है |
कठोरता आवश्यकता | यह सत्यापित करने में मदद करता है कि चुनी गई स्थिति उपयुक्त है या नहीं |
शक्ति आवश्यकता | पुष्टि करता है कि 304 या 316 की तुलना में 17-4PH की आवश्यकता है या नहीं |
अंतिम निरीक्षण स्थिति | स्पष्ट करता है कि आयामों की जांच ऊष्मा उपचार से पहले या बाद में की जाती है |
सामग्री प्रमाणपत्र आवश्यकता | ट्रेसबिलिटी और गुणवत्ता दस्तावेज़ीकरण का समर्थन करता है |
महत्वपूर्ण सहनशीलताएं | संकेंद्रता, छेद की स्थिति, बोर्स और सीलिंग चेहरे जैसे मुख्य विशेषताओं को नियंत्रित करता है |
प्रोटोटाइप या बैच मात्रा | उत्पादन योजना, निरीक्षण स्तर और लागत संरचना को परिभाषित करने में मदद करता है |
6. 17-4PH के लिए मशीनिंग और सहनशीलता योजना
17-4PH मशीनेबल है, लेकिन इसका मशीनिंग व्यवहार स्थिति और कठोरता पर दृढ़ता से निर्भर करता है। प्रेसिपिटेशन हार्डनिंग के बाद, टूल वियर, कटिंग फोर्स और ऊष्मा उत्पन्न होने में वृद्धि हो सकती है। महत्वपूर्ण विशेषताओं के लिए, सहनशीलता रणनीति को अंतिम ऊष्मा उपचार मार्ग से मिलान करना चाहिए।
खरीदारों को यह परिभाषित करना चाहिए कि कौन से आयाम कार्य-महत्वपूर्ण हैं और कौन से सामान्य मशीनिंग सहनशीलता का पालन कर सकते हैं। व्यापक सहनशीलता योजना के लिए, पूरे ड्राइंग पर अत्यधिक कसी आवश्यकताएं निर्धारित करने से पहले CNC मशीनिंग सहनशीलता की समीक्षा की जानी चाहिए।
7. व्यावहारिक इंजीनियरिंग सिफारिश
17-4PH एक मजबूत विकल्प है जब CNC मशीनीकृत स्टेनलेस स्टील पार्ट्स को 304 या 316 द्वारा प्रदान की जा सकने वाली तुलना में उच्च शक्ति, कठोरता और आयामी स्थिरता की आवश्यकता होती है। यह विशेष रूप से उच्च-लोड स्टेनलेस स्टील शाफ्ट, क्लैम्पिंग पार्ट्स, एक्ट्यूएटर घटक, एयरोस्पेस हार्डवेयर, परिशुद्धता हाउसिंग और संक्षारण-प्रतिरोधी संरचनात्मक भागों के लिए उपयुक्त है।
सही प्रक्रिया मार्ग का मूल्यांकन करने के लिए, खरीदारों को 2D ड्राइंग, 3D मॉडल, लक्षित ऊष्मा उपचार स्थिति, कठोरता या शक्ति आवश्यकता, अंतिम निरीक्षण स्थिति, सतह फिनिश आवश्यकता और उत्पादन मात्रा प्रदान करनी चाहिए। प्रोटोटाइप-से-बैच परियोजनाओं के लिए, उत्पादन के लिए स्केलिंग करने से पहले मशीनिंग स्थिरता को सत्यापित करने में कम मात्रा में विनिर्माण मदद कर सकता है।
