Multi-Axis Machining Services for Complex Custom Parts with Multiple Angled Features
Multi-Axis Machining Services for Complex Custom Parts with Multiple Angled Features
For many custom metal and engineering material parts, the real manufacturing challenge is not a single pocket, bore, or face. It is the relationship between features machined from different directions. When a part includes angled holes, inclined planes, side features, multi-face mounting surfaces, and complex cavity geometry, ordinary vertical machining routes often require repeated re-clamping. That increases the risk of datum shift, cumulative positioning error, and inconsistent feature relationships. This is why many buyers look for multi-axis machining services when standard 3-axis routing is no longer the most stable or efficient option.
Multi-axis machining is especially valuable for custom parts where feature orientation matters as much as size tolerance. In these projects, the goal is not simply to machine a more complex shape. The goal is to reduce setup count, improve access to difficult features, and keep the positional relationship between multiple faces, holes, and functional surfaces more stable across the full process route. For complex custom parts, that often has more practical value than speed alone.

What Are Multi-Axis Machining Services?
Multi-axis machining services are used when a part cannot be produced efficiently or accurately with simple vertical 3-axis machining alone. By adding rotary positioning or simultaneous movement beyond the standard X, Y, and Z axes, manufacturers can machine angled holes, inclined surfaces, side features, multi-face details, and complex contours with fewer setups. Depending on the part, this may involve indexed positioning, 3+2 machining, 4-axis machining, or full simultaneous 5-axis-style tool access within the broader multi-axis process family.
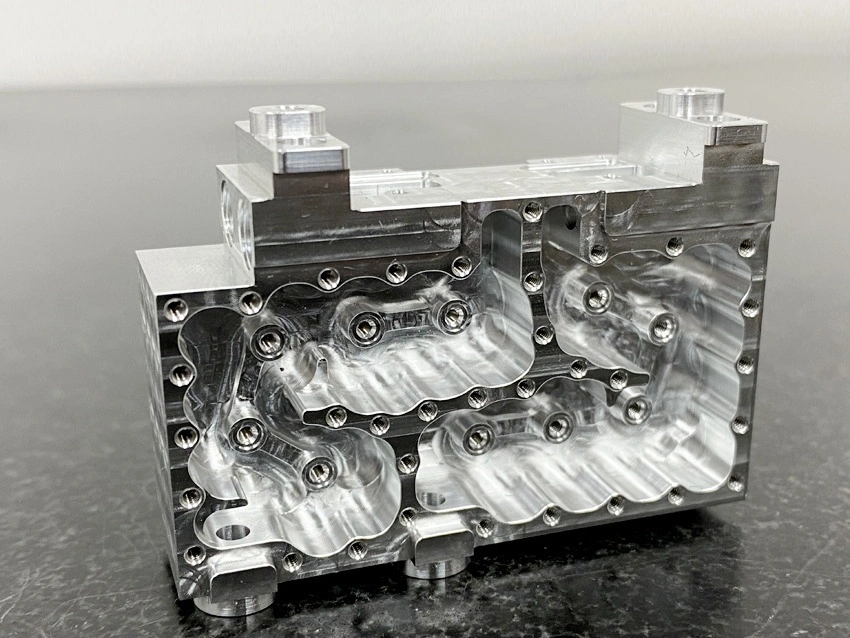
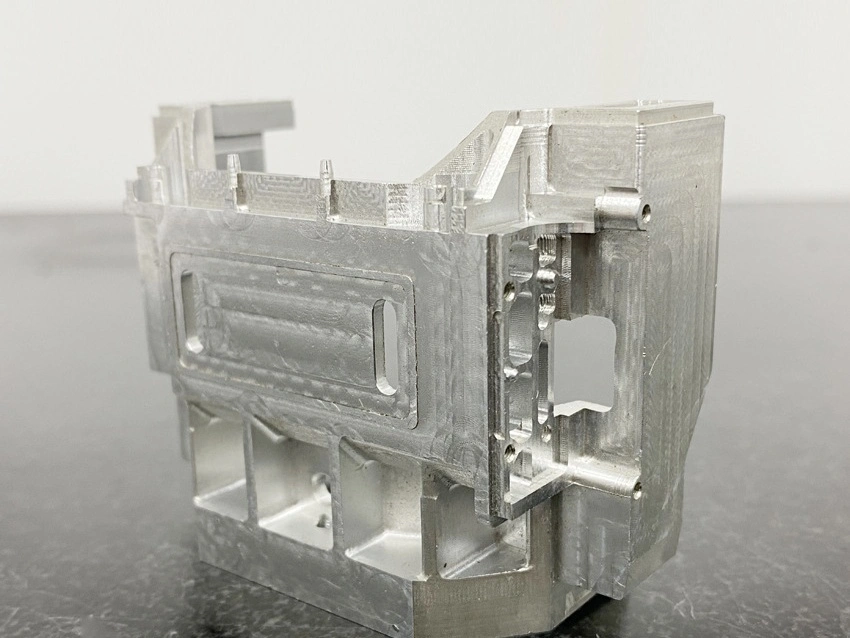
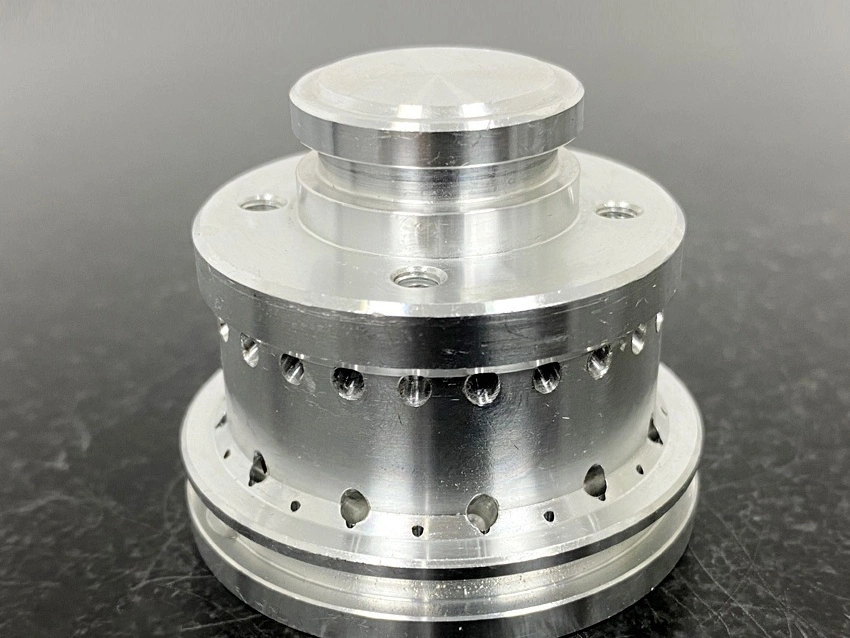
This makes multi-axis machining especially suitable for custom brackets, manifolds, precision fixtures, housings, aerospace-style components, and other parts with geometry distributed across several faces. It is not only a “high-end” option for exotic shapes. It is often the more rational process when repeated re-clamping would otherwise create unnecessary manufacturing risk. In most projects, multi-axis machining works as an advanced extension of broader CNC machining services rather than as a separate isolated category.
Which Part Features Usually Require Multi-Axis Machining?
Parts usually benefit from multi-axis machining when the main challenge is access from multiple directions or when several features must remain tightly related to one another across different faces. These are often parts that can technically be machined on simpler equipment, but only with many setups, higher risk, and more difficult inspection alignment.
Feature Type | Why Multi-Axis Machining Helps |
|---|---|
Angled holes | Reduces secondary drilling setups and improves hole orientation accuracy |
Inclined surfaces | Allows direct tool access to non-horizontal faces |
Multi-side features | Reduces repeated clamping and datum transfer error |
Deep pockets | Improves access and can reduce excessive tool overhang |
Complex contours | Supports smoother tool orientation on changing surfaces |
Undercut-like access zones | May be reached through indexed or simultaneous axis movement |
Precision mounting faces | Maintains better relationship between critical surfaces |
In practical terms, complex multi-side parts machined on standard 3-axis equipment may require three to six setups depending on geometry. When 3+2 or broader multi-axis routing is used, some of those same parts can be reduced to one or two setups. Every eliminated setup usually lowers the risk of datum conversion error and accumulated angular misalignment.
Multi-Axis Machining vs Standard 3-Axis CNC Machining
Standard 3-axis machining and multi-axis machining are both important, but they are suited to different kinds of parts. The difference is not that one is “good” and the other is “better.” The real difference is that standard 3-axis machining is more efficient for simpler prismatic geometry, while multi-axis machining becomes more valuable when the part contains multiple orientations, more complex access conditions, or tighter feature relationships across several faces.
Item | Standard 3-Axis CNC Machining | Multi-Axis Machining |
|---|---|---|
Tool movement | X, Y, Z linear axes | Linear axes plus rotary positioning or simultaneous movement |
Best for | Simple prismatic parts | Complex angled and multi-side parts |
Setup count | Often higher for multi-side parts | Often reduced |
Feature access | Limited by mainly vertical tool direction | Better access to side and angled features |
Datum consistency | More affected by repeated re-clamping | Usually better when setup count is reduced |
Typical application | Plates, brackets, simple housings | Manifolds, complex brackets, fixtures, aerospace-style components |
For many parts, the base material removal may still rely heavily on CNC milling services. The key difference is whether the geometry can be reached and controlled efficiently with only one main tool direction or whether additional axis access is needed to protect feature relationships.
How Multi-Axis Machining Improves Accuracy for Complex Geometry
The main value of multi-axis machining is not only that it can create more complex shapes. Its deeper value is that it reduces re-positioning. For complex parts, the biggest dimensional risk is often not a single hole diameter or a single flatness requirement. It is the positional relationship between features machined from different directions. Every manual re-clamp introduces the possibility of angle error, position drift, inconsistent clamping force, or mismatch between machining and inspection references.
Multi-axis machining helps maintain these feature relationships by reducing manual re-positioning and improving tool access to the true work surface. This is especially important for parts with multiple hole patterns, intersecting faces, angular mounting features, and complex assembly geometry. On these parts, fewer setups often mean more stable datum logic, more repeatable orientation control, and lower risk of compounded positioning error.
Materials Suitable for Multi-Axis Machined Parts
Multi-axis machining can be applied across many of the same materials used in other CNC routes, but each material changes the process priorities. Aluminum alloys are often well suited because of their good machinability and their common use in complex housings, brackets, and structural parts. Stainless steel usually requires stronger control of heat and tool wear. Titanium alloys benefit from shorter tool overhang and better access control, which can make multi-axis routing especially valuable on deeper or more complex features. Tool steels require stable finishing strategy and careful setup planning. Copper alloys need attention to burrs and surface marking. Engineering plastics require controlled clamping to reduce deformation.
Material | Multi-Axis Machining Consideration |
|---|---|
Aluminum alloys | Good machinability, suitable for complex housings and brackets |
Stainless steel | Requires heat and tool wear control |
Titanium alloys | Benefits from optimized engagement and shorter tool overhang |
Tool steel | Needs stable setups and controlled finishing |
Copper alloys | Needs burr and surface scratch control |
Engineering plastics | Requires careful clamping to avoid deformation |
What Files Are Needed for a Multi-Axis Machining Quote?
Complex multi-axis parts should ideally be quoted using both 3D and 2D information. The 3D CAD file is important for evaluating tool access, collision risk, workholding feasibility, and possible machining sequence. The 2D drawing is needed to confirm tolerances, GD&T requirements, critical features, and inspection expectations. Without both, the supplier may be able to judge geometry but not the full engineering intent.
Required RFQ Information | Why It Matters |
|---|---|
3D CAD file: STEP, X_T, IGS | Supports toolpath review and machining accessibility evaluation |
2D drawing with tolerances | Defines critical dimensions and inspection standards |
Material grade | Affects cutting strategy and tool selection |
Quantity | Changes fixture and process planning |
Critical features | Help identify the real reason multi-axis routing may be required |
Surface finish | Defines final surface expectations on functional and cosmetic areas |
Heat treatment | May affect process order and finishing approach |
Inspection requirements | Clarify whether CMM or other reporting is required |
Application or assembly function | Helps prioritize which feature relationships matter most |
When Should You Choose Multi-Axis Machining Services?
You should usually consider multi-axis machining services when the part includes multiple angled holes or inclined faces, when several sides of the part need machining, when functional surfaces must remain accurately related to one another, when standard 3-axis machining would require repeated re-clamping, or when the part contains complex contours or cavity geometry that are difficult to reach with one fixed tool direction. It is also a strong option when small batches of complex parts need to be manufactured with lower setup-related risk.
For buyers comparing process routes, the real question is usually not whether a part can be machined somehow on simpler equipment. It is whether the chosen route can keep the part accurate, inspectable, and efficient enough for the required quantity. When the answer depends on reduced setups and better access to complex geometry, multi-axis machining services are often the more dependable choice.
FAQ
When should you choose multi-axis machining for custom metal parts?
What part features are best suited for multi-axis CNC machining?
How does multi-axis machining reduce setup time and positioning errors?
What information is needed to quote multi-axis machined parts?
How do you choose a multi-axis machining supplier for complex CNC parts?