English
Custom Parts Manufacturing Solutions
Industrial Equipment Parts Manufacturing Service
Neway offers Industrial Equipment Parts Manufacturing, providing CNC Machining, 3D Printing, Vacuum Casting, Die Casting, and Injection Molding. We deliver durable, high-precision components designed to meet the demanding needs of industrial applications.
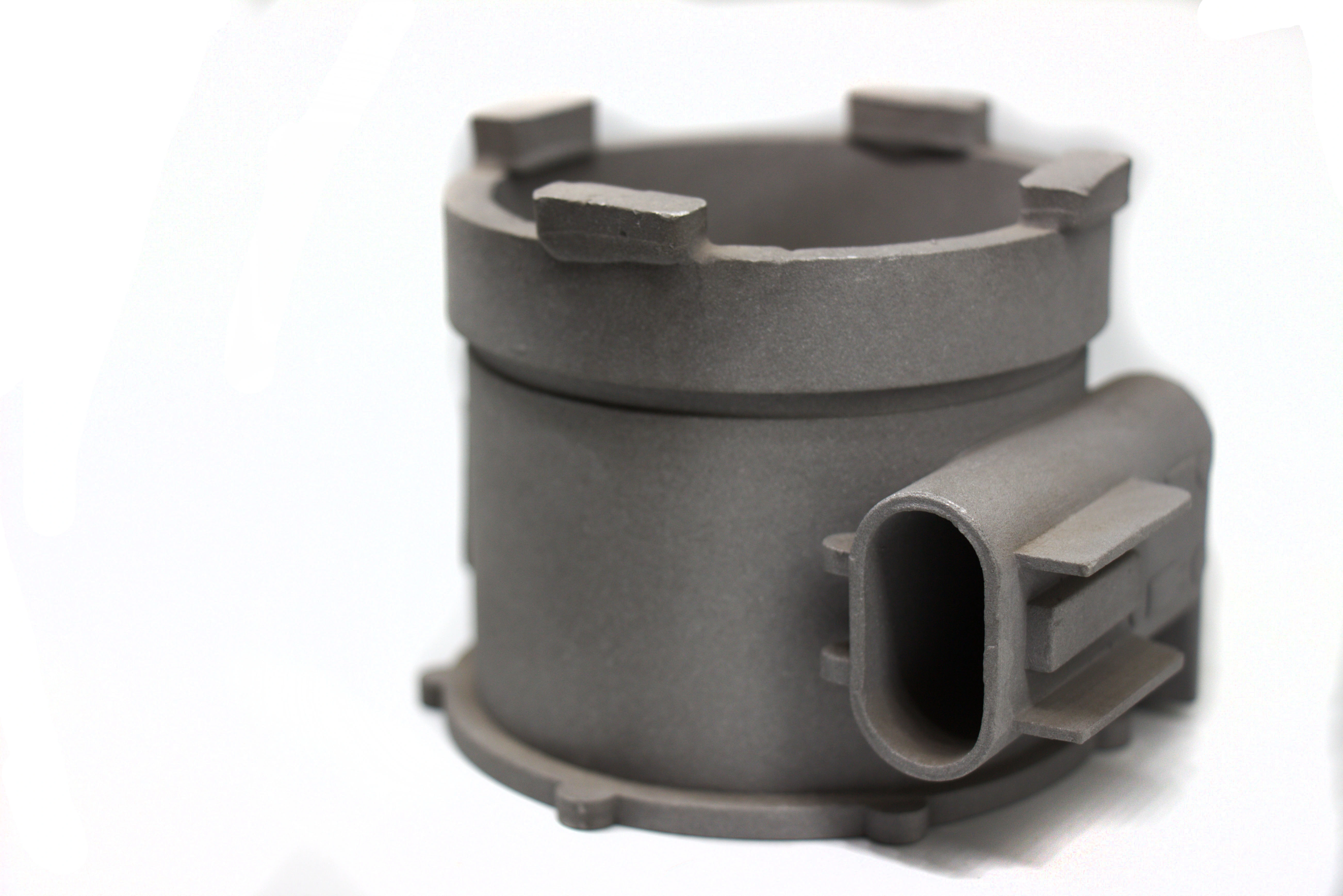
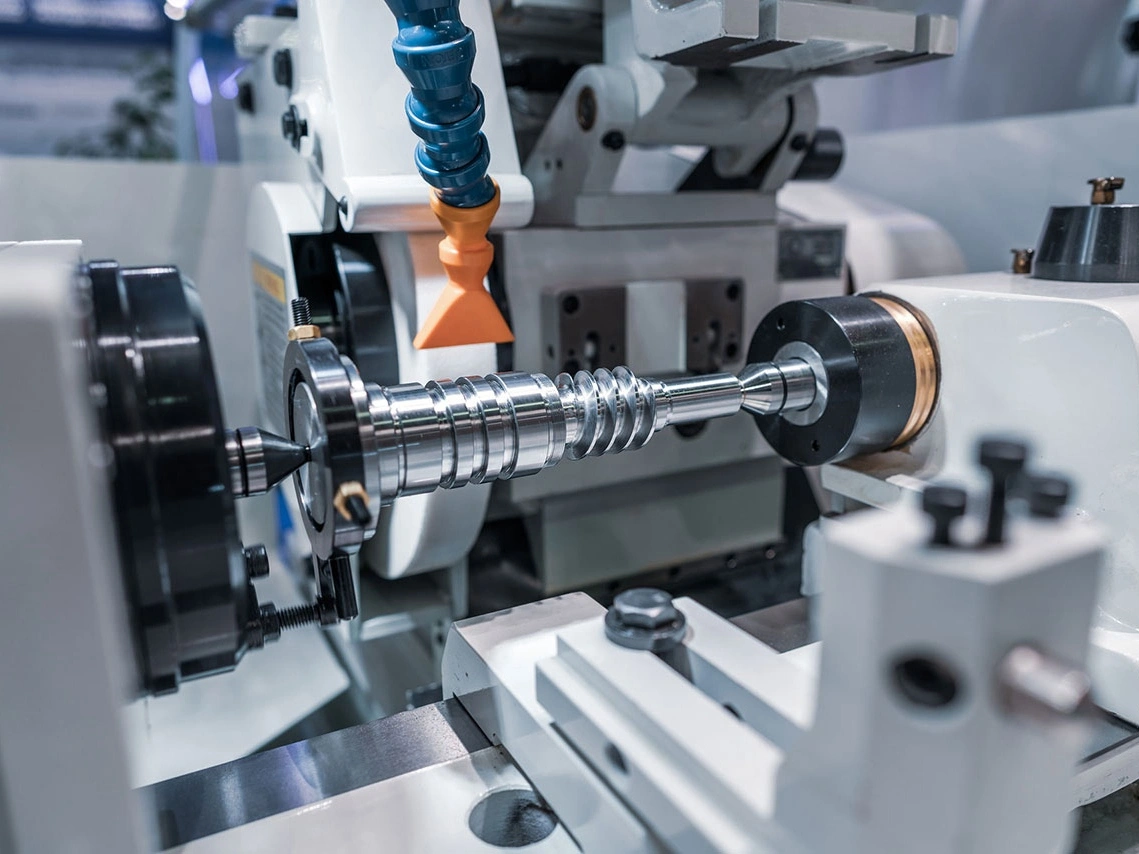
Industrial Equipment Parts Machining
Industrial equipment parts machining involves precision manufacturing processes such as CNC milling, turning, drilling, boring, grinding, and EDM to create high-quality components. Utilizing multi-axis and precision machining techniques, these services ensure the production of complex and accurate parts for industrial machinery. The result is durable, reliable equipment parts optimized for performance and longevity in demanding applications.
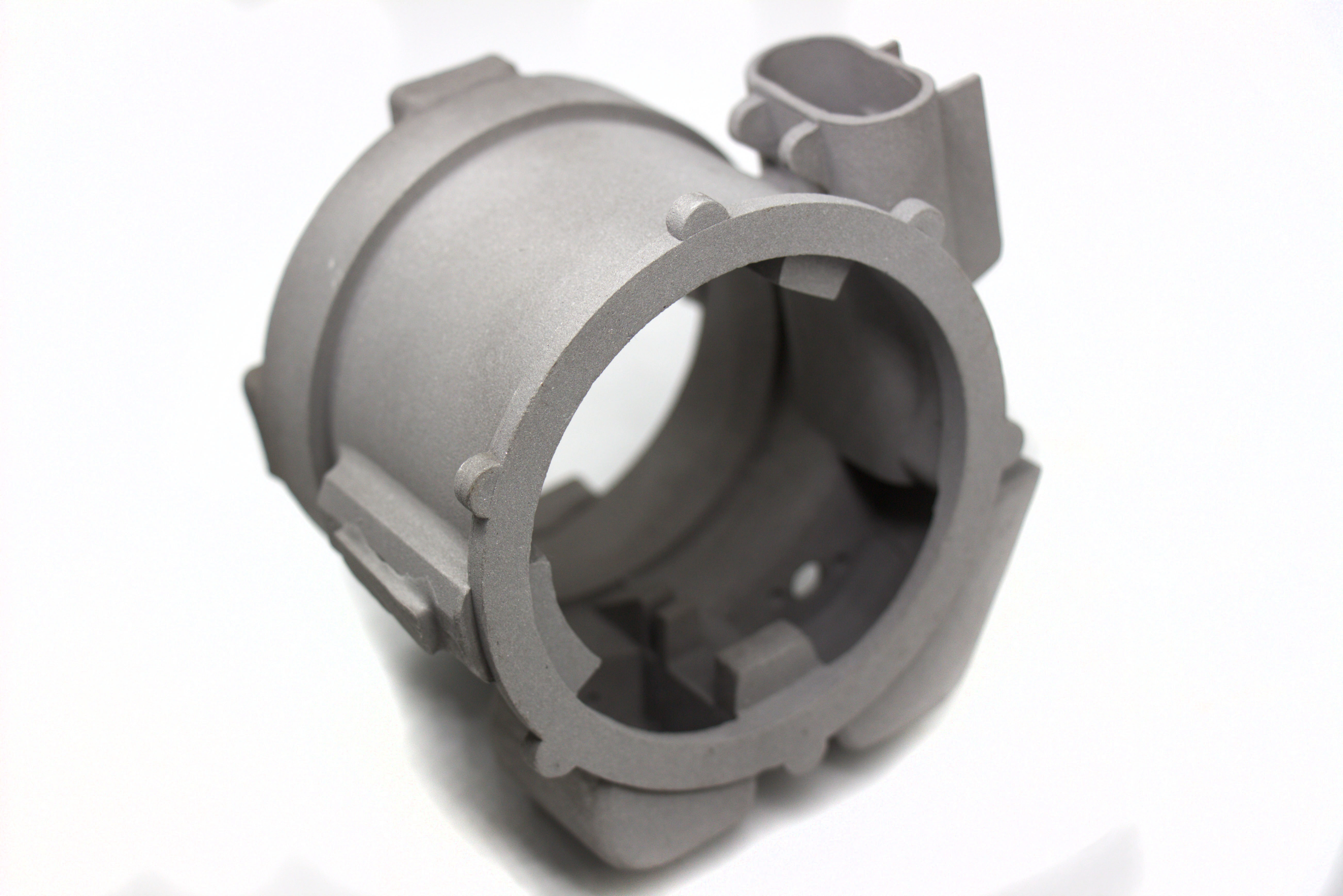
Industrial Equipment Material Selection
Industrial equipment manufacturing requires durable materials that can withstand high stress and harsh environments. Key materials include superalloys for high-temperature resistance, titanium for strength-to-weight ratio, stainless steel for corrosion resistance, aluminum for lightweight components, and plastics for non-structural, insulating, or sealing applications.
Typical Surface Treatment for Industrial Equipment Parts
Typical surface treatments for industrial equipment parts include processes like anodizing, electroplating, powder coating, and PVD to enhance durability, corrosion resistance, and aesthetic appearance. Methods such as sandblasting, passivation, and polishing improve surface finish, while heat treatments and thermal barrier coatings offer thermal stability. These treatments ensure parts perform efficiently under demanding industrial conditions.

Learn More
Thermal Coating

Learn More
As Machined

Learn More
Painting

Learn More
PVD (Physical Vapor Deposition)

Learn More
Sandblasting

Learn More
Electroplating

Learn More
Polishing

Learn More
Anodizing

Learn More
Powder Coating

Learn More
Electropolishing

Learn More
Passivation

Learn More
Brushing

Learn More
Black Oxide

Learn More
Heat Treatment

Learn More
Thermal Barrier Coating (TBC)

Learn More
Tumbling

Learn More
Alodine

Learn More
Chrome Plating

Learn More
Phosphating

Learn More
Nitriding

Learn More
Galvanizing

Learn More
UV Coating

Learn More
Lacquer Coating

Learn More
Teflon Coating
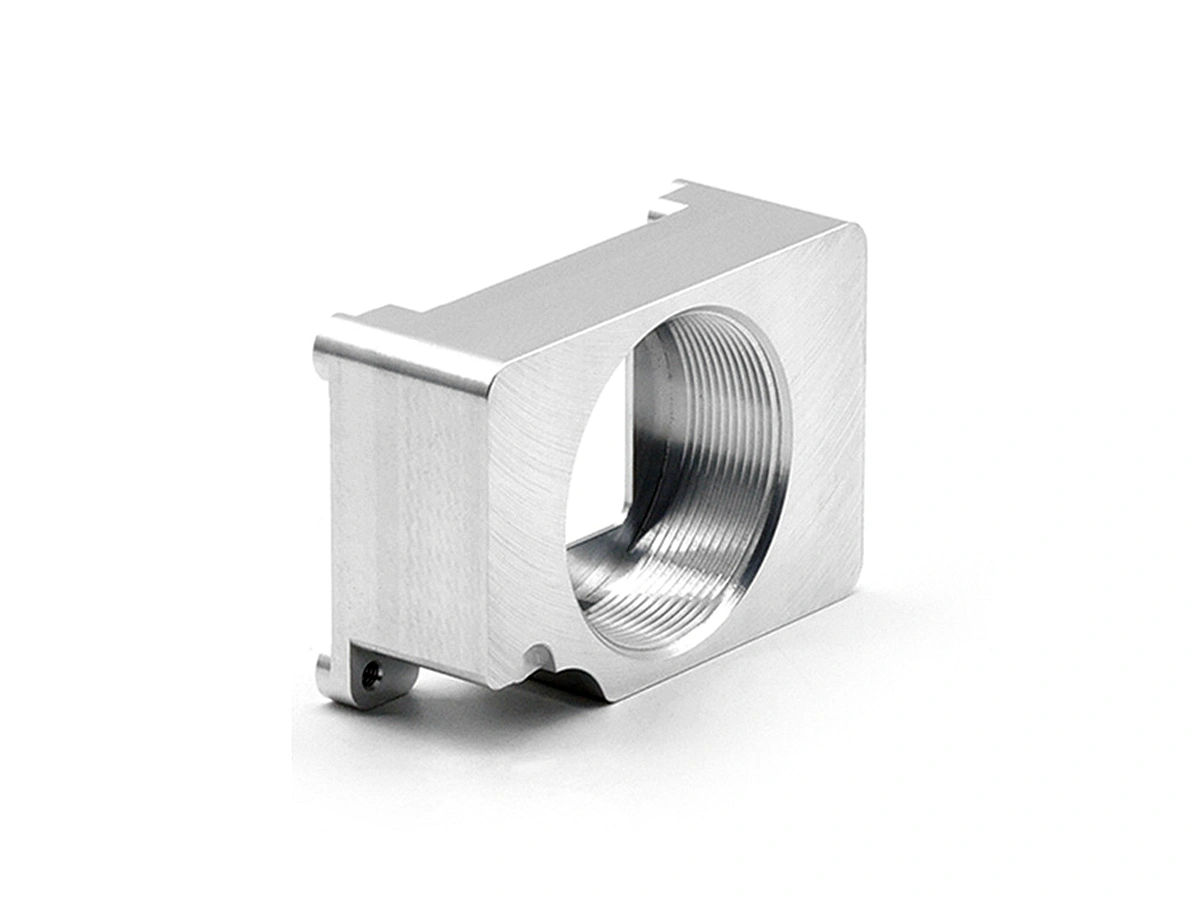
CNC Machined Industrial Equipment Parts
Industrial equipment benefits from CNC machining in producing parts like pumps, valves, and compressors, providing high-strength, precision-engineered components that ensure smooth operation and longevity.







Let's Start A New Project Today
Guide to Industrial Equipment Parts Design
Industrial equipment parts require design strategies that ensure high structural integrity, manufacturing precision, serviceability, and compliance. This guide details best practices for high-load, precision-machined, and field-operational components.
Custom Industrial Equipment Parts Manufacturing Considerations
Precision manufacturing of custom industrial equipment parts requires robust materials, process stability, tight tolerances, and global compliance. This guide outlines engineering-driven production principles for scalable, high-performance parts.
Frequently Asked Questions
Explore Related Resources




Neway Precision Works Ltd.
No.3 Lefushan Industry West Road
Fenggang, Dongguan, China
ZIP 523000
Solutions
Copyright © 2026 Machining Precision Works Ltd.All Rights Reserved.