English
Custom Parts Manufacturing Solutions
Nuclear Components Manufacturing Service
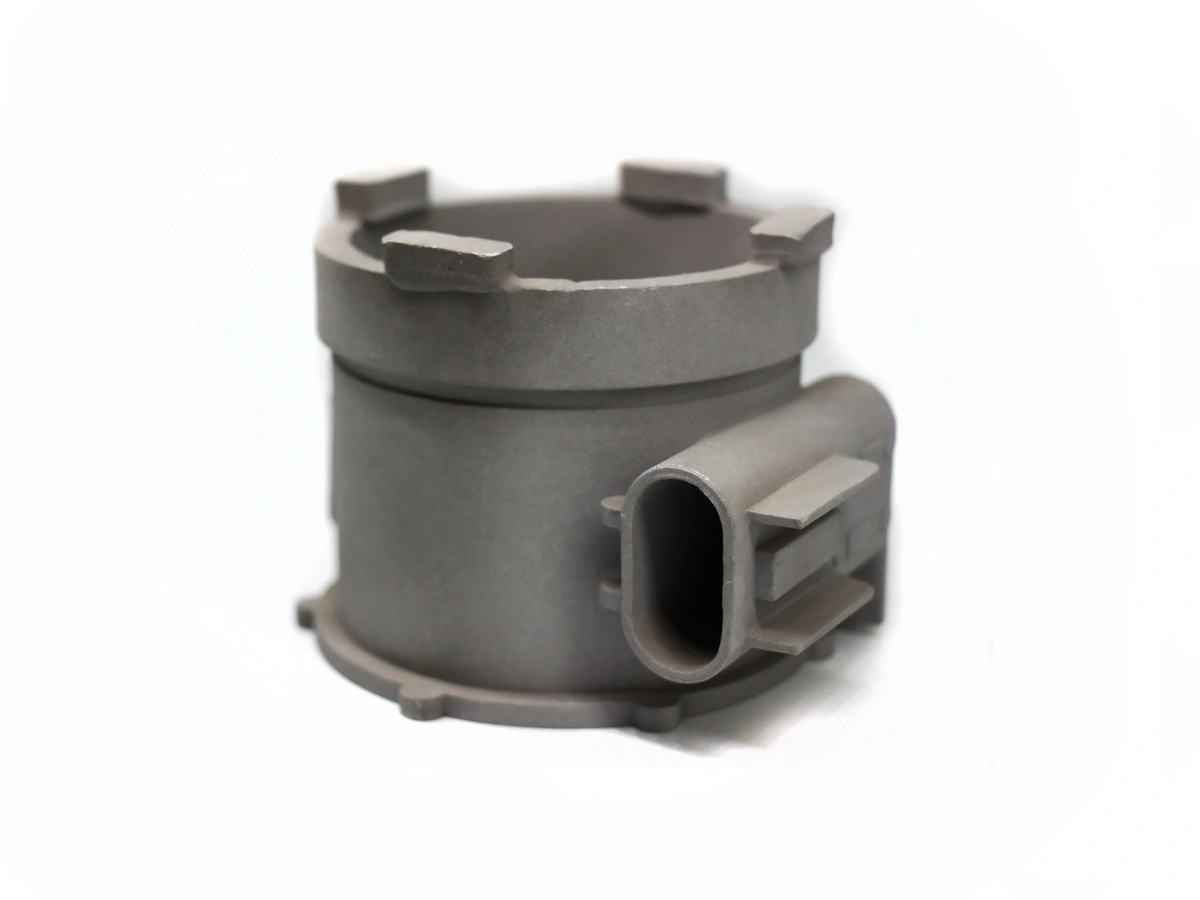
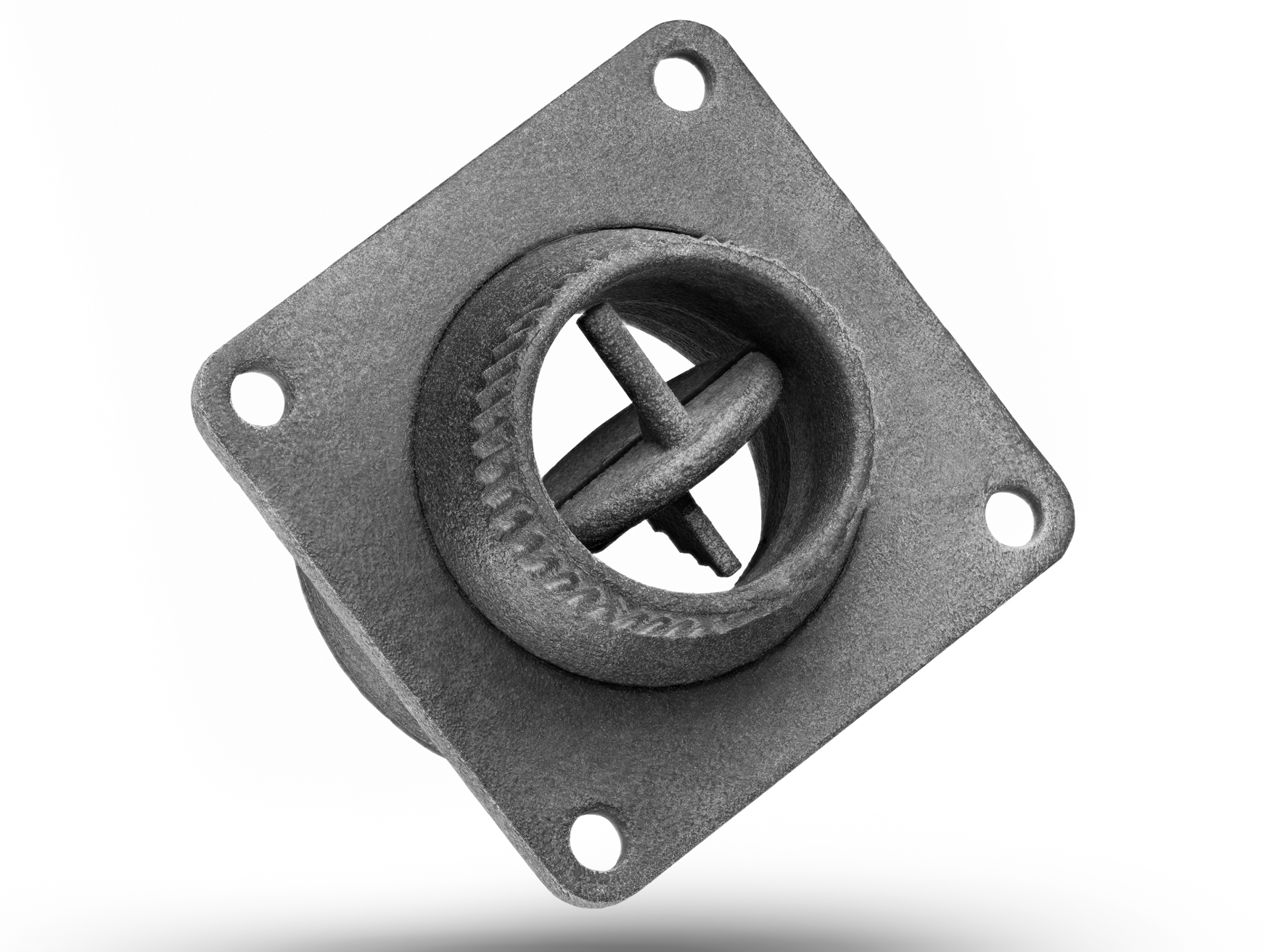
Neway specializes in Nuclear Components Manufacturing, offering CNC Machining, 3D Printing, Vacuum Casting, and Investment Casting services. We provide high-precision, durable components designed to meet the stringent requirements of the nuclear industry.
Custom Nuclear Components Machining
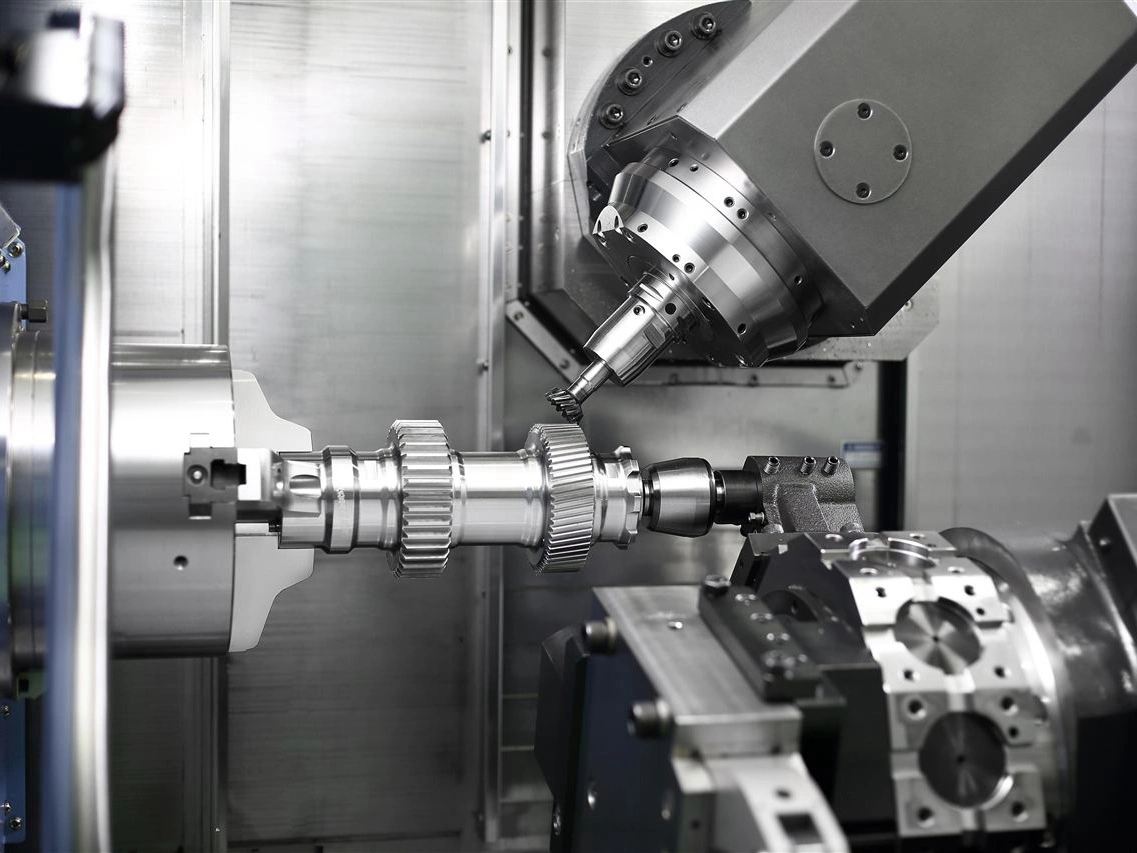
Custom nuclear components machining involves the precision fabrication of parts used in nuclear reactors and related systems. Utilizing advanced CNC techniques like milling, turning, and EDM, these components are produced with high accuracy and reliability. Ensuring strict adherence to safety and quality standards, this machining process guarantees performance and durability in critical nuclear applications.
Nuclear Material Selection
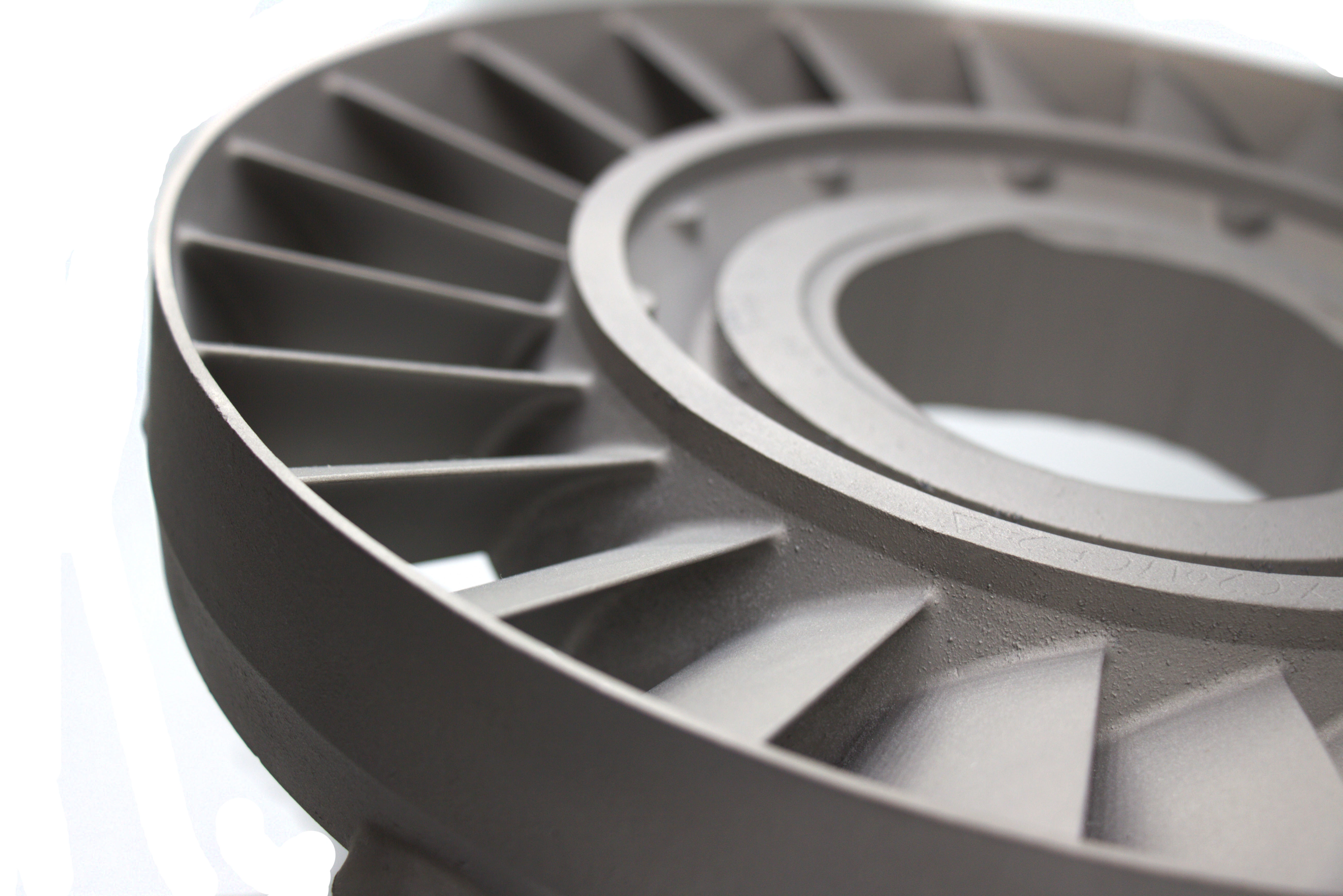
Nuclear parts manufacturing requires materials that can withstand extreme temperatures, radiation, and corrosion. Superalloys, titanium, stainless steel, and ceramics are commonly used for reactor components, heat exchangers, and shielding. Materials must also offer structural integrity and durability for long-term, safe operation in nuclear environments.
Typical Surface Treatment for Nuclear Parts
Typical surface treatments for nuclear parts include coatings and processes like anodizing, PVD, passivation, electroplating, and thermal barrier coatings (TBC). These treatments enhance corrosion resistance, improve wear properties, and ensure safety under extreme conditions. Techniques such as nitriding, phosphating, and black oxide are used for durability, while UV, lacquer, and Teflon coatings provide additional protection in radiation environments.

Learn More
Thermal Coating

Learn More
As Machined

Learn More
Painting

Learn More
PVD (Physical Vapor Deposition)

Learn More
Sandblasting

Learn More
Electroplating

Learn More
Polishing

Learn More
Anodizing

Learn More
Powder Coating

Learn More
Electropolishing

Learn More
Passivation

Learn More
Brushing

Learn More
Black Oxide

Learn More
Heat Treatment

Learn More
Thermal Barrier Coating (TBC)

Learn More
Tumbling

Learn More
Alodine

Learn More
Chrome Plating

Learn More
Phosphating

Learn More
Nitriding

Learn More
Galvanizing

Learn More
UV Coating

Learn More
Lacquer Coating

Learn More
Teflon Coating
CNC Machining in Nuclear Industry Components
CNC machining plays a vital role in manufacturing nuclear power plant components, such as reactor cores, shielding systems, and control systems, ensuring critical safety and operational efficiency.







Let's Start A New Project Today
Guide to Nuclear Components Design
Nuclear component design requires strict material control, structural reliability, and regulatory compliance under extreme radiation and thermal conditions. This guide outlines engineering design practices aligned with global nuclear safety standards.
Custom Nuclear Components Manufacturing Considerations
Custom manufacturing of nuclear components demands the highest standards of material integrity, precision, and compliance. This guide details critical manufacturing considerations for producing reliable and compliant nuclear parts.
Frequently Asked Questions
Explore Related Resources


Neway Precision Works Ltd.
No.3 Lefushan Industry West Road
Fenggang, Dongguan, China
ZIP 523000
Solutions
Copyright © 2026 Machining Precision Works Ltd.All Rights Reserved.