English
Custom Parts Manufacturing Solutions
Consumer Products Parts Manufacturing Service
Neway provides comprehensive Consumer Products Components Manufacturing services, offering CNC Machining, 3D Printing, Vacuum Casting, Die Casting, and Injection Molding. We deliver high-quality, durable components tailored to the consumer goods industry, ensuring precision, performance, and cost-efficiency in every product.

Consumer Products Parts Machining
Consumer products parts machining involves the precise fabrication of components using various CNC processes, such as milling, turning, drilling, and grinding. These advanced techniques ensure high accuracy and quality for products like electronics, appliances, and personal devices. Multi-axis machining and EDM provide enhanced precision for complex shapes, meeting the demands of modern consumer goods.

Consumer Products Material Selection
In consumer products manufacturing, materials like superalloys, titanium, aluminum, copper, brass, bronze, carbon steel, stainless steel, plastic, and ceramic are essential for producing durable, functional, and aesthetically appealing items such as kitchenware, electronics, toys, and decorative goods.

Typical Surface Treatment for Consumer Products
Typical surface treatments for consumer products include techniques like painting, electroplating, anodizing, and powder coating, which enhance aesthetics and durability. Additional processes such as polishing, passivation, and UV coating improve finish and resistance to wear. For specialized needs, options like PVD, sandblasting, and Teflon coating offer enhanced performance, while heat treatments strengthen materials for longer-lasting use.

Learn More
Thermal Coating

Learn More
As Machined

Learn More
Painting

Learn More
PVD (Physical Vapor Deposition)

Learn More
Sandblasting

Learn More
Electroplating

Learn More
Polishing

Learn More
Anodizing

Learn More
Powder Coating

Learn More
Electropolishing

Learn More
Passivation

Learn More
Brushing

Learn More
Black Oxide

Learn More
Heat Treatment

Learn More
Thermal Barrier Coating (TBC)

Learn More
Tumbling

Learn More
Alodine

Learn More
Chrome Plating

Learn More
Phosphating

Learn More
Nitriding

Learn More
Galvanizing

Learn More
UV Coating

Learn More
Lacquer Coating

Learn More
Teflon Coating
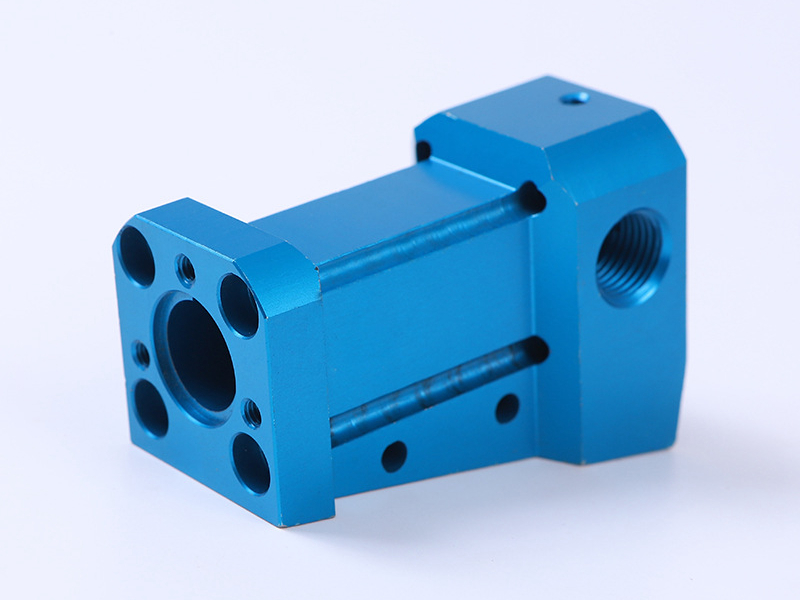
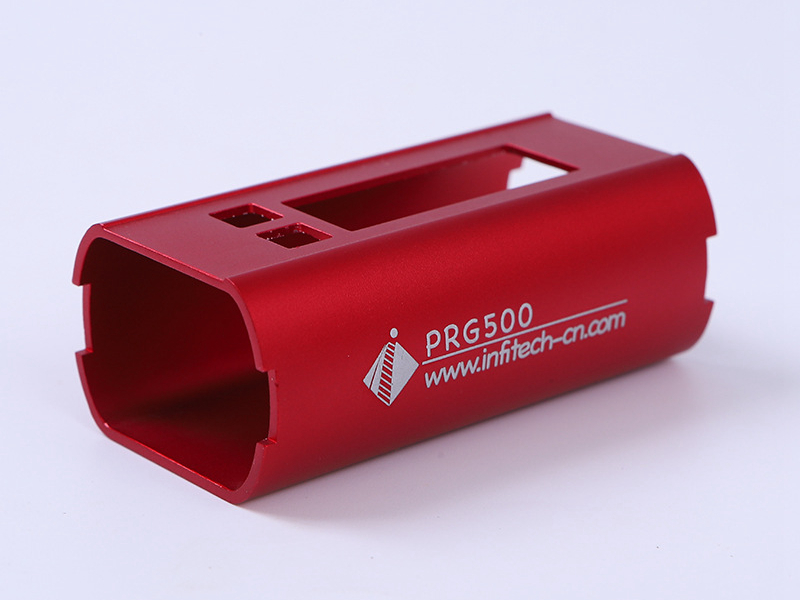
CNC Machined Components for Consumer Products
In consumer products, CNC machining manufactures parts such as housings, brackets, and enclosures, delivering high-quality finishes and precise tolerances for everyday electronic devices, appliances, and accessories.








Let's Start A New Project Today
Guide to Consumer Products Design
Consumer product design integrates functional engineering, manufacturability, user ergonomics, visual identity, and global compliance. This guide outlines technical best practices to ensure market-ready performance, production feasibility, and consumer appeal.
Custom Consumer Products Manufacturing Considerations
Successful custom consumer product manufacturing requires precise integration of engineering feasibility, visual appeal, cost efficiency, and compliance. This guide provides engineering-focused best practices for scalable production.
Frequently Asked Questions
Explore Related Resources


Neway Precision Works Ltd.
No.3 Lefushan Industry West Road
Fenggang, Dongguan, China
ZIP 523000
Solutions
Copyright © 2026 Machining Precision Works Ltd.All Rights Reserved.