Русский
Онлайн Сервис Быстрого Прототипирования Литьём
Наш онлайн-сервис быстрого прототипирования литьём предлагает быстрые и экономичные решения с использованием вакуумного литья, литья пластмасс, металлов и керамики. Мы предоставляем высококачественные прототипы для различных отраслей с гарантией быстрой обработки и высокой точности.
- Сервис Быстрого Прототипирования Литьём
- Сервис Мелкосерийного Производства Литьём
- Сервис Серийного Производства Литьём
- Комплексный Сервис Литья

Отправьте нам ваши чертежи и спецификации для получения бесплатного расчета
Все загруженные файлы надежно защищены и конфиденциальны
Ассортимент Услуг Быстрого Литья
Наш ассортимент услуг быстрого литья включает вакуумное литье, литье пластмасс, металлов и керамики. Мы обеспечиваем быстрые, точные прототипы и детали для производства, гарантируя высокое качество для широкого спектра отраслей и применений.
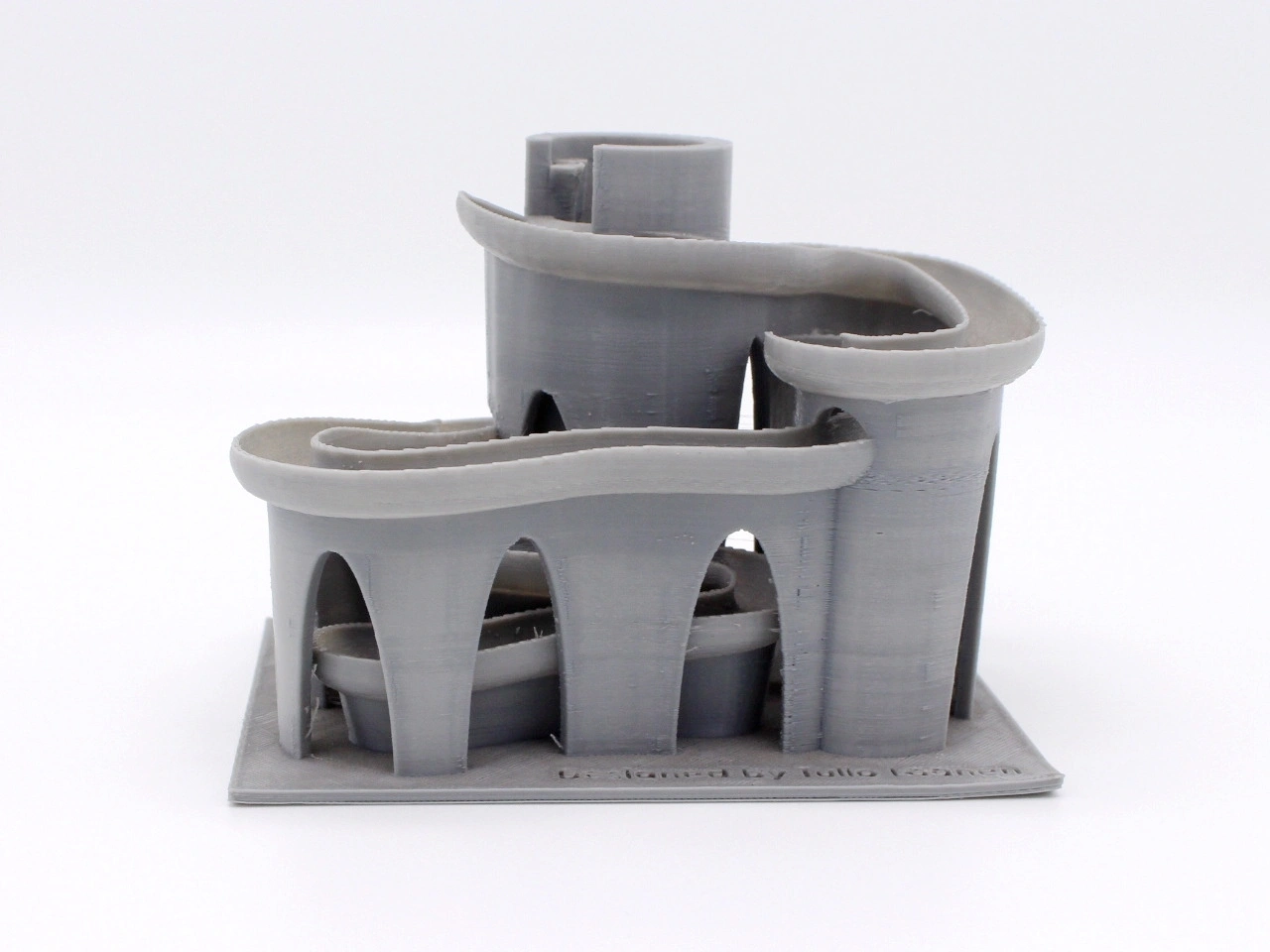
Наш сервис быстрого вакуумного литья производит высококачественные прототипы с быстрой доставкой в течение 10 дней, используя долговечные силиконовые формы для прототипирования и мелкосерийного производства.

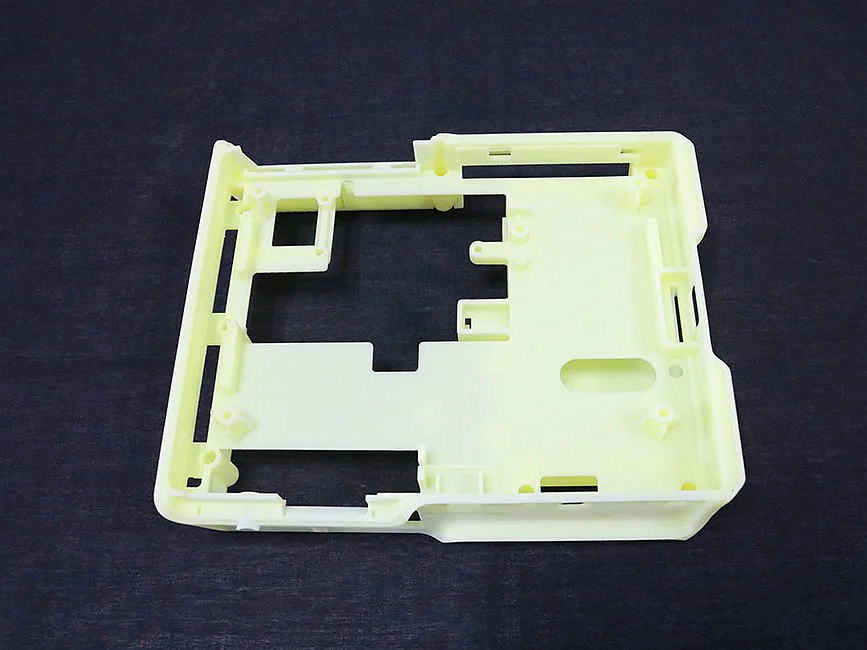
Услуги литья пластмасс под давлением обеспечивают точные и качественные прототипы и серийные детали с быстрой доставкой в течение 15 дней и экономичной серийной производительностью.
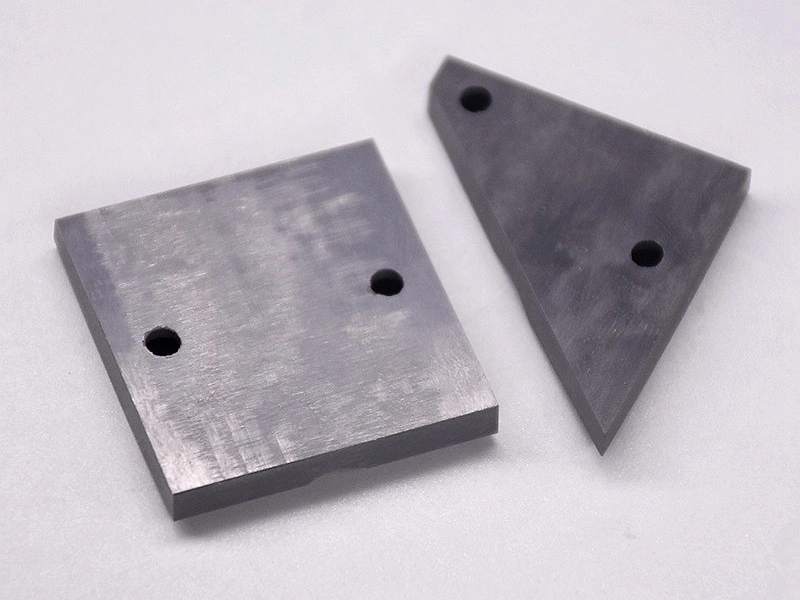
Наш сервис литья металлов под давлением производит сложные, высокопрочные металлические детали с отличной точностью, идеально подходящие для малых и средних серий с доставкой в течение 20 дней.

Сервис керамического литья под давлением создает сложные, высокопроизводительные керамические детали с точной проработкой в течение 20 дней, идеально подходящие для передовых инженерных приложений.
Сервис керамического литья под давлением создает сложные, высокопроизводительные керамические детали с точной проработкой в течение 20 дней, идеально подходящие для передовых инженерных приложений.
Наш сервис быстрого вакуумного литья производит высококачественные прототипы с быстрой доставкой в течение 10 дней, используя долговечные силиконовые формы для прототипирования и мелкосерийного производства.
Услуги литья пластмасс под давлением обеспечивают точные и качественные прототипы и серийные детали с быстрой доставкой в течение 15 дней и экономичной серийной производительностью.
Наш сервис литья металлов под давлением производит сложные, высокопрочные металлические детали с отличной точностью, идеально подходящие для малых и средних серий с доставкой в течение 20 дней.
Сервис керамического литья под давлением создает сложные, высокопроизводительные керамические детали с точной проработкой в течение 20 дней, идеально подходящие для передовых инженерных приложений.
Наш сервис быстрого вакуумного литья производит высококачественные прототипы с быстрой доставкой в течение 10 дней, используя долговечные силиконовые формы для прототипирования и мелкосерийного производства.
Типичные Материалы для 3D Печати
Распространённые алюминиевые сплавы для ЧПУ-обработки включают 6061, 7075, 2024 и 5052, обладающие различными свойствами, такими как высокая прочность, коррозионная стойкость и обрабатываемость. Эти сплавы применяются в аэрокосмической, автомобильной, морской и строительной отраслях.
Обработка Поверхности для Деталей Быстрого Литья
Neway предлагает передовые обработки поверхности для деталей быстрого литья, включая вакуумное литье, литье пластмасс, металлов и керамики. Наши услуги повышают долговечность, качество отделки и производительность, обеспечивая точность и надежность для различных применений.

Узнать больше
Термическое Покрытие

Узнать больше
Как Обработано

Узнать больше
Покраска

Узнать больше
PVD (Физическое Напыление Паром)

Узнать больше
Пескоструйная Обработка

Узнать больше
Электрохимическое Покрытие

Узнать больше
Полировка

Узнать больше
Анодирование

Узнать больше
Порошковое Покрытие

Узнать больше
Электрополировка

Узнать больше
Пассивация

Узнать больше
Щеточная Обработка

Узнать больше
Чёрный Оксид

Узнать больше
Термообработка

Узнать больше
Термическое Барьерное Покрытие (TBC)

Узнать больше
Тамблинг (Шаровая Полировка)

Узнать больше
Алодин

Узнать больше
Хромирование

Узнать больше
Фосфатирование

Узнать больше
Нитрование

Узнать больше
Гальванизация

Узнать больше
UV Покрытие

Узнать больше
Лакирование

Узнать больше
Тефлоновое Покрытие
Кейс Быстрого Изготовления Индивидуальных Деталей Литьём
Наш кейс по быстрому изготовлению индивидуальных деталей литьём демонстрирует успешное применение вакуумного литья, литья пластмасс, металлов и керамики. Мы поставляем точные и качественные детали, оптимизируя скорость производства и экономию затрат.








Начните новый проект сегодня
Рекомендации по Деталям Быстрого Литья
Для оптимальных деталей быстрого литья учитывайте факторы, такие как угол съёма 1-3° для лёгкого извлечения, минимальный диаметр отверстий 0,8 мм, строгий контроль допусков (±0,1 мм), равномерная толщина стенок, правильные радиусы и выбор материала на основе характеристик и требований к применению детали.
Frequently Asked Questions
Изучить связанные ресурсы



Neway Precision Works Ltd.
№3 Лефушаньская промышленная западная дорога
Фэнган, Дунгуань, Китай
Индекс 523000
Решения
Copyright © 2026 Machining Precision Works Ltd.All Rights Reserved.