Sony向けアルミニウム6061光学レンズハウジングの高精度5軸CNC加工
プロジェクト背景:ハイエンド光学レンズ向け構造シェル
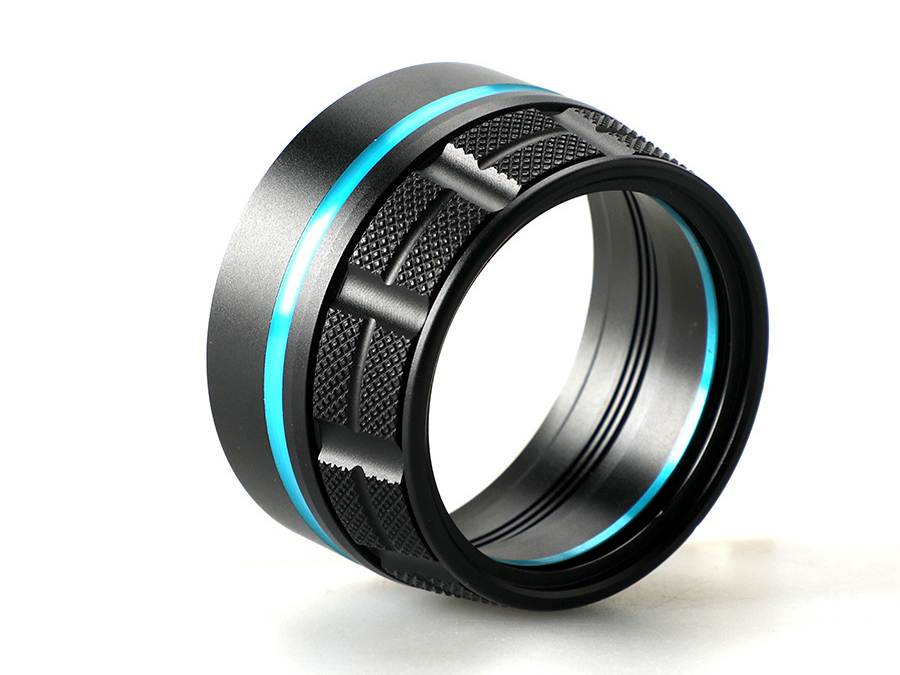
Sony は、同社のフラッグシップ交換レンズモデルの一つに向けて、構造的に高剛性で、軽量かつ外観性に優れたアルミニウム製レンズハウジングを必要としていました。この光学部品には、厳格な寸法公差、表面外観品質への要求、そしてブランドアイデンティティの一貫性が求められました。Newayは、高度なCNC加工サプライヤーとして選定され、素材の旋削粗加工から仕上げまでを含むワンストップ生産ワークフローを提供しました。
光学レンズハウジングにアルミニウム6061が採用された理由
アルミニウム6061は、構造性能、耐食性、表面仕上げ品質の理想的なバランスを実現しており、光学部品ハウジングに不可欠な材料です。
特性 | 値 |
|---|---|
降伏強さ | ≥240 MPa |
表面仕上げ適性 | コーティングおよびブラスト処理に最適 |
強度対重量比 | 高い |
加工性 | 優秀 |
その安定した加工性と表面仕上げ適性により、民生用電子機器、航空宇宙、カメラグレードの光学機器向けに最適な合金となっています。


加工プロセスの内訳
CNC旋削(粗加工工程)
初期形状の加工はCNC旋削によって行われ、余分な材料を除去するとともに、その後のフライス加工に向けた同心基準を形成しました。
5軸CNC精密加工
この光学レンズシェルには、ズーム/フォーカスインターフェース用の複数のアンダーカット、スロット、螺旋ねじリングが含まれていました。5軸CNC加工により、多面からの工具アクセスが可能となり、重要な光学ボアとねじ部の間で±0.01 mmの同心度を実現しました。
表面処理工程
耐久性と高級感のある外観の両立を確保するため、以下の工程を実施しました。
サンドブラスト:光学グレードのハウジングに最適な、マットで反射防止効果のある仕上げ(約Ra 1.4 μm)を実現
塗装:UV安定性と耐摩耗性を最適化した多層ブラックマットコーティング
レーザーマーキング:シリアル番号とブランドロゴを高コントラストかつ熱変形なしで刻印
品質管理と検査
寸法検証:すべてのねじ部および光軸関連部位は、CMMおよび3Dレーザースキャンで検査されました
表面試験:コーティング密着性はASTM D3359に基づいて確認し、光沢レベルは85°角度基準のもとで管理されました
ロゴ刻印:鮮明さと深さはISO 14782準拠の測定ツールにより確認されました
生産結果
このレンズハウジングは1,200個単位のロットで生産され、不良ゼロ、初回合格率99.5%以上を達成しました。Sonyは、光学アライメントと外装コーティング耐久性の両面において、優れた一貫性を高く評価しました。このハウジングは、温度サイクル試験および落下衝撃試験を経ても、外観劣化や寸法変化を生じることなく基準を満たしました。
光学CNCレンズ部品にNewayが選ばれる理由
アルミニウムCNC加工:光学面とねじマウント間の同心度および角度精度の確保に不可欠です
CNC旋削サービス:高速な材料除去と高精度な円筒形状加工を実現します
ワンストップ製造サービス:加工、コーティング、ブランド刻印をすべて社内で一元管理することで、納期短縮と品質安定性を実現します
よくある質問(FAQs)
5軸CNC加工による光学レンズハウジングでは、どの程度の公差を実現できますか?
CNC加工されたアルミ部品のコーティング密着性はどのように試験されますか?
塗装面およびサンドブラスト面は、大量生産ロットでも均一な外観を維持できますか?
円筒形レンズ部品で、ねじ部とボア部の同心度を確保するにはどのような技術が用いられますか?
レーザーマーキングは、塗装済みアルミ部品の最終表面品質にどのような影響を与えますか?
