BYD電気自動車向けアルミ6063バッテリー筐体の5軸CNC加工
プロジェクト背景:EVパワーモジュール向け高精度バッテリー筐体
BYD は、電気自動車製造のグローバルリーダーとして、最新のEV電力システム向けに、軽量で耐食性が高く、精密加工されたバッテリー筐体を必要としていました。この筐体には、厳しい自動車使用条件下において熱的・構造的信頼性を確保するため、厳格な平面度およびシール要件が求められました。Newayは、統合型CNC加工および表面仕上げソリューションを提供するパートナーとして選定されました。
EVバッテリー筐体にアルミニウム6063が選ばれる理由
アルミニウム6063は、優れた耐食性、熱伝導性、表面仕上げ品質を備えており、EV用途のバッテリー筐体に最適です。
特性 | 値 |
|---|---|
熱伝導率 | ~200 W/m·K |
降伏強さ | ≥160 MPa |
伸び | ≥10% |
表面仕上げ適性 | 陽極酸化およびブラスト処理に最適 |
この合金は、シール面やモジュール組立に不可欠な高精度の寸法管理も可能にします。詳しくはアルミニウム6063 CNC加工をご覧ください。
加工ワークフロー
3軸CNC粗フライス加工
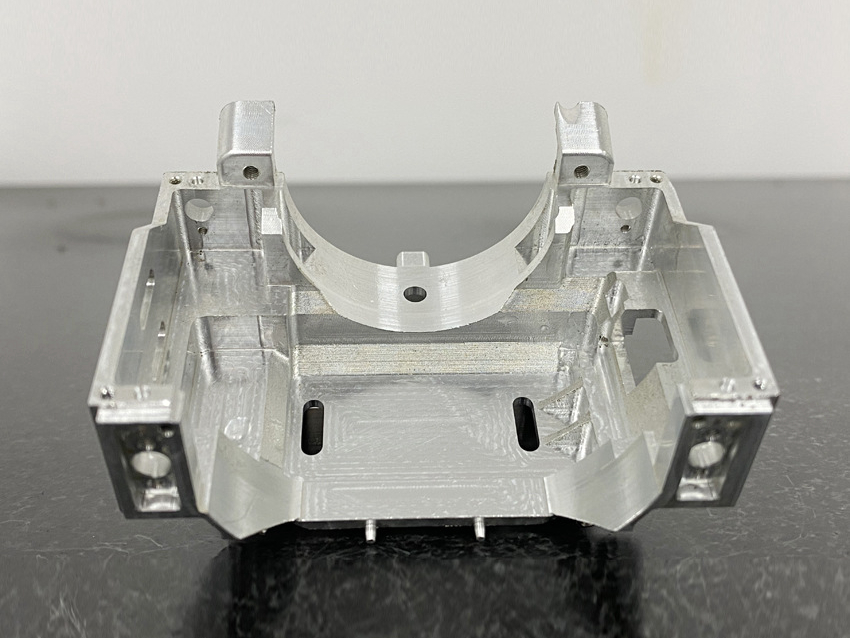
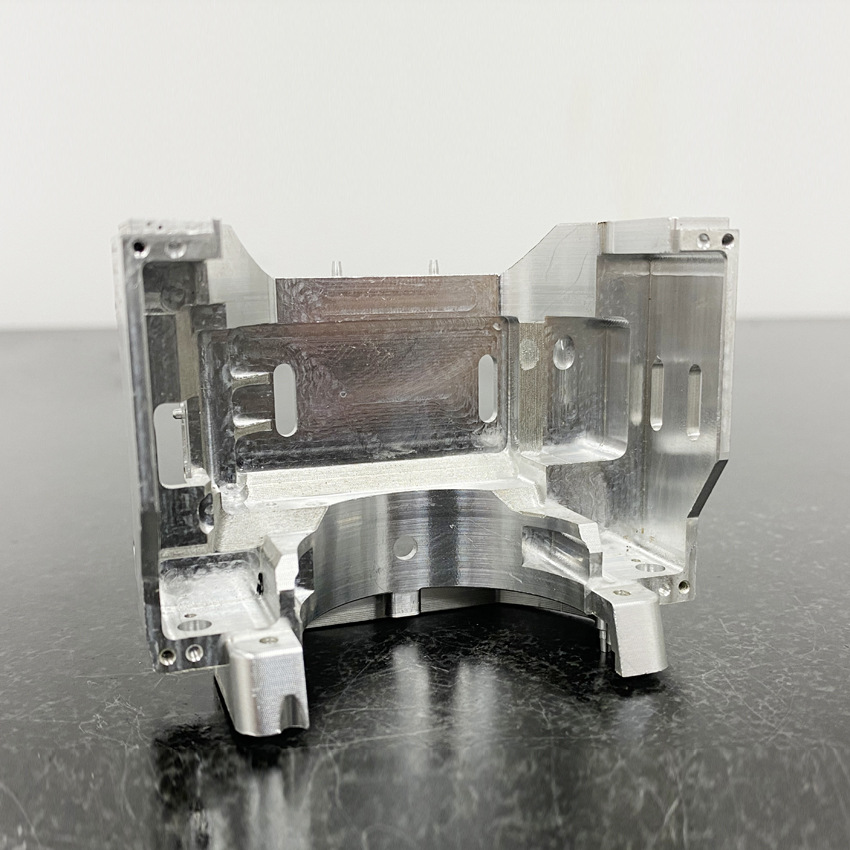
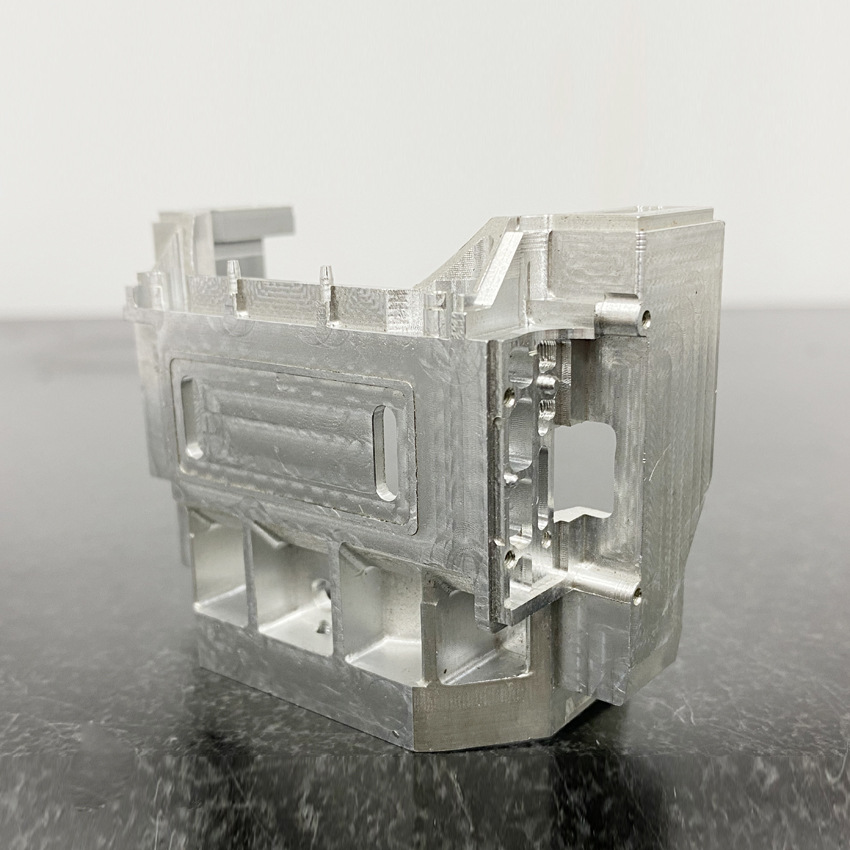
大量の材料は3軸CNCミーリングを使用して除去され、内部キャビティを形成するとともに、高精度面のための加工余肉を確保しました。
5軸CNC精密加工
重要なシールフランジ、ロックスロット、およびセンサーインターフェースは、5軸CNC加工を用いて単一セットアップで仕上げられました。平面度は±0.015 mm以内に維持され、組立機能部の位置再現性は±0.02 mmを達成しました。
表面仕上げ
耐食性を向上させ、BYDの外観および機能要件を満たすため、以下の表面処理が適用されました。
サンドブラスト:均一なマット仕上げ(約Ra 1.3 μm)を実現し、陽極酸化の密着性を向上
陽極酸化:酸化防止、表面硬度向上、電気絶縁性向上のため、Type IIのクリア陽極酸化皮膜(膜厚約12 μm)を適用
品質管理
CMM検査:すべてのシール面および位置決め穴を±5 μm精度で測定
陽極酸化膜厚試験:渦電流法により検証し、すべての筐体表面で一貫性を確認
平面度および反り管理:筐体ベースは石定盤上で、隙間ゲージ≤0.02 mmにより確認
生産結果
Newayは2,000個のバッテリー筐体を納品し、構造およびシール寸法検査で100%の合格率を達成しました。BYDのエンジニアは、熱性能および外観品質の期待に合致した陽極酸化仕上げの一貫性を高く評価しました。これらの筐体は、再組立調整を必要とすることなく、バッテリーパックへ円滑に組み込まれました。
EV向けCNC加工バッテリー部品でNewayが選ばれる理由
アルミニウムCNC加工:位置決め替えなしで多面形状の高精度加工を可能にし、公差累積を低減します
精密加工サービス:重要なシール寸法および嵌合寸法を確実に維持します
ワンストップ製造サービス:加工、仕上げ、検査、納品を単一ソースでシームレスに統合します
よくある質問(FAQs)
EVバッテリー筐体のシール面には、どのような公差基準が求められますか?
アルミニウム6063は、熱性能および耐食性の面で6061と比べてどう違いますか?
自動車グレードのアルミ部品に最適な陽極酸化膜厚はどのくらいですか?
5軸加工はバッテリー筐体の生産にどのような利点をもたらしますか?
サンドブラストは自動車用陽極酸化部品の表面耐久性向上に役立ちますか?
