डेटम, GD&T, और निरीक्षण आवश्यकताओं वाले जटिल कस्टम पुर्जों के लिए परिशुद्ध मशीनिंग
डेटम, GD&T, और निरीक्षण आवश्यकताओं वाले जटिल कस्टम पुर्जों के लिए परिशुद्ध मशीनिंग
कई कस्टम मशीन किए गए पुर्जों के लिए, वास्तविक चुनौती एक कठिन आयाम का उत्पादन करना नहीं है। यह कई डेटम, कई मशीन किए गए चेहरों, और कई ज्यामितीय आवश्यकताओं को एक ऐसे तरीके से संरेखित रखना है जो अंतिम असेंबली का समर्थन करता रहे। यदि प्रत्येक स्थानीय आकार की जांच ठीक निकलती है तो एक पुर्जा स्वीकार्य लग सकता है, लेकिन यदि डेटम संरचना को गलत समझा जाता है या पूरी प्रक्रिया मार्ग में GD&T तर्क का पालन नहीं किया जाता है, तो पुर्जा असेंबली, सीलिंग, रोटेशन, या कार्यात्मक सत्यापन के दौरान विफल हो सकता है। यही कारण है कि कस्टम पुर्जों के लिए परिशुद्ध मशीनिंग का स्रोत खोजने वाले खरीदार अक्सर मशीनिंग क्षमता से अधिक की तलाश कर रहे होते हैं। उन्हें ऐसे आपूर्तिकर्ता की आवश्यकता होती है जो ड्राइंग को उसी तरह पढ़ सके जैसे डिज़ाइन इंजीनियर ने इसे अभिप्रेत किया था।
यह एयरोस्पेस, चिकित्सा, रोबोटिक्स, ऑटोमेशन, ऊर्जा, और फिक्स्चर-संबंधित पुर्जों के लिए विशेष रूप से महत्वपूर्ण है जहां अलग-अलग नाममात्र आयामों की तुलना में स्थान, अभिविन्यास, और फीचर संबंध अधिक मायने रखते हैं। इन परियोजनाओं में, परिशुद्ध मशीनिंग डेटम नियंत्रण, प्रक्रिया अनुक्रमण, फिक्स्चर रणनीति, और निरीक्षण योजना से घनिष्ठ रूप से जुड़ी होती है। आपूर्तिकर्ता को न केवल यह समझना चाहिए कि पुर्जा कैसा दिखता है, बल्कि यह भी कि असेंबली के अंदर पुर्जा कैसे कार्य करने के लिए अभिप्रेत है।
परिशुद्ध मशीनिंग में डेटम नियंत्रण क्यों महत्वपूर्ण है
डेटम महत्वपूर्ण हैं क्योंकि वे परिभाषित करते हैं कि मशीनिंग के दौरान पुर्जे को कैसे स्थित किया जाता है और निरीक्षण के दौरान इसका मूल्यांकन कैसे किया जाता है। परिशुद्ध मशीनिंग में, डेटम प्रणाली केवल एक ड्राइंग सम्मेलन नहीं है। यह सीधे सेटअप क्रम, फिक्स्चर डिज़ाइन, मशीनिंग अनुक्रम, और मापन रणनीति को प्रभावित करती है। यदि विनिर्माण डेटम निरीक्षण डेटम से मेल नहीं खाता है, या यदि दोनों वास्तविक असेंबली संदर्भ से भिन्न हैं, तो एक पुर्जा स्थानीय माप पास कर सकता है और फिर भी अनुप्रयोग में विफल हो सकता है।
यह समस्या कई मशीन किए गए पक्षों, लोकेटिंग होल, सीलिंग चेहरों, या स्टैक्ड फीचर संबंधों वाले कस्टम पुर्जों पर अधिक गंभीर हो जाती है। उन मामलों में, डेटम संरचना यह निर्धारित करती है कि अंतिम पुर्जा असेंबली में सही ढंग से स्थित होगा या नहीं। उच्च मूल्य वाले पुर्जों के लिए, डेटम योजना पहले सेटअप से पहले शुरू होनी चाहिए और मशीनिंग और निरीक्षण के माध्यम से सुसंगत रहनी चाहिए। यही एक कारण है कि कई टीमें 2D ड्राइंग और GD&T योजना को पूरी तरह से समझे जाने के बाद ही डेटम-संवेदनशील पुर्जों को व्यापक CNC मशीनिंग योजना के साथ जोड़ती हैं।
GD&T परिशुद्ध मशीनिंग रणनीति को कैसे प्रभावित करता है
GD&T मशीनिंग रणनीति को बदल देता है क्योंकि यह परिभाषित करता है कि फीचर्स को एक-दूसरे से कैसे संबंधित होना चाहिए, न कि केवल वे कितने बड़े या छोटे हैं। पोजीशन टॉलरेंस, लंबवतता, समतलता, या प्रोफ़ाइल आवश्यकताओं वाला एक पुर्जा केवल मानक आकार सहनशीलता वाले पुर्जे की तुलना में पूरी तरह से अलग अनुक्रम की आवश्यकता हो सकती है। इन परियोजनाओं में, मशीनिंग को अलगाव में फीचर-दर-फीचर योजनाबद्ध नहीं किया जा सकता। मार्ग को उस संदर्भ संरचना की रक्षा करनी चाहिए जिस पर GD&T योजना निर्भर करती है।
GD&T आवश्यकता | विनिर्माण प्रभाव | विशिष्ट निरीक्षण विधि |
|---|---|---|
पोजीशन टॉलरेंस (Position tolerance) | स्थिर डेटम सेटअप और सुसंगत फीचर लोकेशन रणनीति की आवश्यकता होती है | CMM |
समतलता (Flatness) | नियंत्रित फिनिशिंग पास और विरूपण जागरूकता की आवश्यकता होती है | सर्फेस प्लेट / CMM |
समानांतरता (Parallelism) | कई सतहों across सुसंगत डेटम संदर्भ की आवश्यकता होती है | CMM |
लंबवतता (Perpendicularity) | सटीक फिक्स्चर संरेखण और नियंत्रित टूल दृष्टिकोण की आवश्यकता होती है | CMM |
संकेंद्रिता (Concentricity) | वास्तविक अक्ष संदर्भ के सापेक्ष नियंत्रित टर्निंग या बोरिंग की आवश्यकता होती है | CMM / राउंडनेस निरीक्षण |
वृत्ताकारता (Circularity) | स्थिर घूर्णी ज्यामिति औरFINE प्रक्रिया नियंत्रण की आवश्यकता होती है | राउंडनेस निरीक्षण |
प्रोफ़ाइल टॉलरेंस (Profile tolerance) | नियंत्रित टूलपाथ, सतह स्थिरता, और डेटम सुसंगतता की आवश्यकता होती है | CMM स्कैनिंग |
अधिक जटिल सतहों या बहु-फलक ज्यामिति के लिए, इन आवश्यकताओं को अक्सर मल्टी-एक्सिस मशीनिंग से लाभ होता है क्योंकि सेटअप ट्रांसफर को कम करने से GD&T द्वारा परिभाषित फीचर संबंधों की रक्षा करने में मदद मिल सकती है।
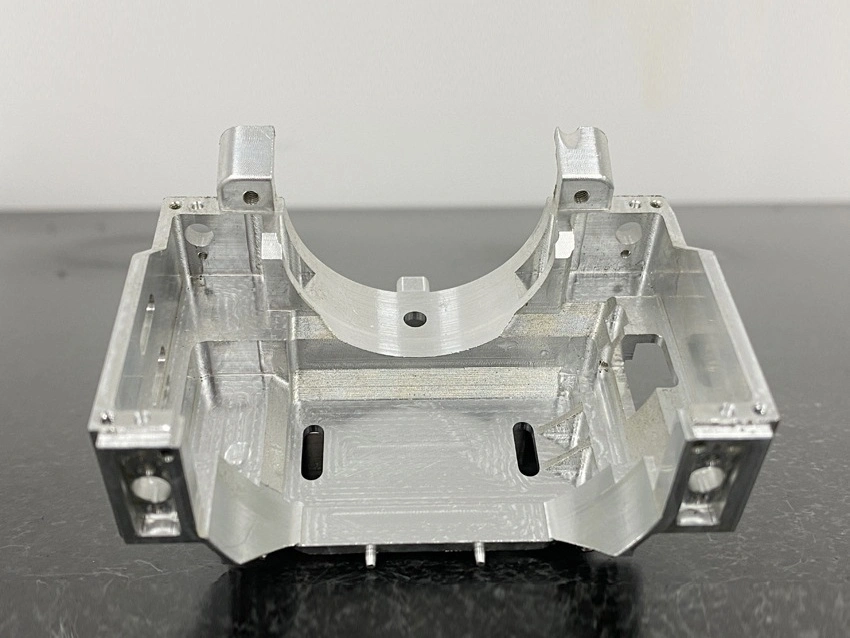
जटिल कस्टम पुर्जों के लिए परिशुद्ध मशीनिंग चुनौतियां
जटिल कस्टम पुर्जे अधिक जोखिम पेश करते हैं क्योंकि परिवर्तन के कई स्रोत एक ही डेटम संरचना को प्रभावित कर सकते हैं। बहु-फलक मशीनिंग में अक्सर कई सेटअप की आवश्यकता होती है, और प्रत्येक सेटअप संदर्भ स्थानांतरण त्रुटि की संभावना जोड़ता है। पतली दीवार वाले खंड मशीनिंग के दौरान विकृत हो सकते हैं या स्टॉक हटाने के बाद तनाव मुक्त कर सकते हैं। गहरी गुहाएं, संकीर्ण स्लॉट, और लंबे छेद टूल विक्षेपण को बढ़ा सकते हैं और स्थानीय सटीकता को कम कर सकते हैं। हीट ट्रीटमेंट ज्यामिति को बदल सकता है, और आंतरिक सामग्री तनाव खुरदरी मशीनिंग के बाद समतलता या अभिविन्यास को प्रभावित कर सकता है।
जब पुर्जे को बाद में छोटे बैचों या उत्पादन मात्रा में दोहराया जाना चाहिए, तो ये जोखिम और भी महत्वपूर्ण हो जाते हैं। एक पुर्जा कभी-कभी सावधानीपूर्वक मैनुअल समायोजन के साथ एक बार बनाया जा सकता है, लेकिन एक वास्तविक परिशुद्ध मशीनिंग आपूर्तिकर्ता को एक ऐसा मार्ग योजनाबद्ध करने में सक्षम होना चाहिए जो बार-बार आदेशों across एक ही डेटम तर्क और फीचर संबंधों को स्थिर रखे। यही एक जटिल पुर्जे को मशीन करने और इसे सही ढंग से औद्योगिक बनाने के बीच का अंतर है।
डेटम-नियंत्रित पुर्जों के लिए मशीनिंग प्रक्रिया की योजना कैसे बनाएं
डेटम-नियंत्रित पुर्जों के लिए, मशीनिंग टूलपाथ जनरेशन के बजाय ड्राइंग समीक्षा से शुरू होनी चाहिए। पहला कदम 2D ड्राइंग का अध्ययन करना और यह पहचानना है कि डिज़ाइन प्राथमिक, द्वितीयक, और तृतीयक डेटम का उपयोग कैसे करता है। वहां से, मशीनिंग अनुक्रम को इस प्रकार बनाया जाना चाहिए कि ये संदर्भ एक स्थिर क्रम में स्थापित हों और बाद के संचालन के माध्यम से संरक्षित रहें। कई परियोजनाओं में, इसके लिए सामान्य उद्देश्य वाले वर्कहोल्डिंग दृष्टिकोण के बजाय समर्पित सॉफ्ट जबड़े, कस्टम फिक्स्चर, या बहु-चरण सेटअप योजना की आवश्यकता होती है।
एक विशिष्ट मार्ग में ड्राइंग और GD&T योजना की समीक्षा, डेटम की पहचान, मशीनिंग अनुक्रम की परिभाषा, फिक्स्चर योजना, नियंत्रित स्टॉक भत्ते के साथ खुरदरी मशीनिंग, यदि आवश्यक हो तो तनाव राहत या हीट ट्रीटमेंट, महत्वपूर्ण फीचर्स की फिनिश मशीनिंग, और आकार और GD&T आवश्यकताओं का अंतिम निरीक्षण शामिल हो सकता है। विकास चरण के पुर्जों के लिए, CNC मशीनिंग प्रोटोटाइपिंग भी मूल्यवान हो सकती है जब खरीदार दोहराए गए उत्पादन मार्ग को पूरी तरह से लॉक करने से पहले डेटम तर्क और असेंबली फ़ंक्शन को सत्यापित करना चाहता है।
प्रक्रिया चरण | उद्देश्य |
|---|---|
2D ड्राइंग और GD&T की समीक्षा करें | मशीनिंग से पहले वास्तविक कार्यात्मक ज्यामिति को समझें |
प्राथमिक, द्वितीयक, और तृतीयक डेटम की पहचान करें | वास्तविक मशीनिंग और निरीक्षण संदर्भ संरचना स्थापित करें |
मशीनिंग अनुक्रम परिभाषित करें | प्रत्येक संचालन के माध्यम से फीचर संबंधों की रक्षा करें |
फिक्स्चर या सॉफ्ट जबड़े डिज़ाइन करें | पुर्जे को स्थिर करें और डेटम तर्क को संरक्षित रखें |
नियंत्रित भत्ते के साथ खुरदरी मशीनिंग | अंतिम फीचर स्थिरता का त्याग किए बिना स्टॉक हटाएं |
यदि आवश्यक हो तो तनाव राहत या हीट ट्रीटमेंट | अंतिम परिशुद्ध कट से पहले विरूपण का प्रबंधन करें |
महत्वपूर्ण फीचर्स की फिनिश मशीनिंग | अंतिम आयाम और GD&T संबंध बनाए रखें |
महत्वपूर्ण आयाम और GD&T का निरीक्षण करें | केवल स्थानीय आकार नहीं, बल्कि फ़ंक्शन को सत्यापित करें |
मशीनिंग शुरू होने से पहले निरीक्षण योजना क्यों शुरू होनी चाहिए
निरीक्षण को मशीनिंग पूर्ण होने के बाद जोड़े गए एक अंतिम प्रशासनिक चरण के रूप में नहीं माना जाना चाहिए। जटिल परिशुद्ध पुर्जों के लिए, निरीक्षण विधि यह प्रभावित करती है कि पुर्जे को पहली जगह पर कैसे मशीन किया जाना चाहिए। यदि एक ग्राहक को CMM रिपोर्ट, FAI, सामग्री प्रमाणपत्र, या फीचर-विशिष्ट ज्यामिति सत्यापन की आवश्यकता है, तो उन आवश्यकताओं को कोटेशन चरण पर पुष्टि किया जाना चाहिए ताकि विनिर्माण मार्ग उनका समर्थन कर सके। अन्यथा, आपूर्तिकर्ता पुर्जे को सफलतापूर्वक मशीन कर सकता है लेकिन फिर भी इसे सही ढंग से सत्यापित करने के लिए उचित संदर्भ तर्क या मापन पथ की कमी हो सकती है।
यह डेटम-नियंत्रित पुर्जों के लिए विशेष रूप से महत्वपूर्ण है क्योंकि निरीक्षण डेटम और विनिर्माण डेटम या तो मेल खाना चाहिए या जानबूझकर संबंधित होना चाहिए। यदि वे नहीं करते हैं, तो एक पुर्जा आकार जांच पास कर सकता है लेकिन असेंबली या सिस्टम-स्तरीय फ़ंक्शन में विफल हो सकता है। यही कारण है कि महत्वपूर्ण कस्टम पुर्जों पर काम करने वाले कई खरीदार आदेश जारी करने से पहले CNC मशीनिंग में गुणवत्ता नियंत्रण के साथ निरीक्षण अपेक्षाओं की समीक्षा करते हैं।
कस्टम परिशुद्ध मशीनिंग के लिए खरीदारों को क्या जानकारी प्रदान करनी चाहिए?
कस्टम परिशुद्ध मशीनिंग के लिए एक अच्छा RFQ आपूर्तिकर्ता को पुर्जे के वास्तविक इंजीनियरिंग इरादे को समझने के लिए पर्याप्त जानकारी देना चाहिए, न कि केवल इसके आकार को। इसका मतलब है कि RFQ पैकेज में मॉडल डेटा और फीचर-विशिष्ट आवश्यकताएं दोनों शामिल होनी चाहिए जो परिभाषित करती हैं कि पुर्जा कैसे बनाया और निरीक्षण किया जाएगा।
RFQ जानकारी | इसकी आवश्यकता क्यों है |
|---|---|
3D CAD फ़ाइलें: STEP, X_T, IGS | ज्यामिति और मशीनिंग पहुंच को परिभाषित करें |
सहनशीलता के साथ 2D ड्राइंग | महत्वपूर्ण आयाम और GD&T तर्क को परिभाषित करें |
सामग्री विनिर्देश | मशीनिंग, फिक्स्चरिंग, हीट ट्रीटमेंट, और निरीक्षण को प्रभावित करता है |
सतह फिनिश आवश्यकताएं | कार्यात्मक और कॉस्मेटिक सतह अपेक्षाओं को स्पष्ट करें |
हीट ट्रीटमेंट आवश्यकताएं | प्रक्रिया क्रम और विरूपण नियंत्रण को प्रभावित करें |
महत्वपूर्ण आयाम | प्रक्रिया को फ़ंक्शन-महत्वपूर्ण फीचर्स के आसपास प्राथमिकता देने में मदद करें |
मात्रा | फिक्स्चर योजना और पुनरावृत्ति रणनीति को प्रभावित करता है |
निरीक्षण रिपोर्ट आवश्यकताएं | परिभाषित करें कि क्या CMM, FAI, या अन्य रिपोर्टिंग की आवश्यकता है |
आवेदन या असेंबली वातावरण | पुष्टि करने में मदद करता है कि किन आवश्यकताओं को कम नहीं किया जा सकता |
GD&T पुर्जों के लिए परिशुद्ध मशीनिंग आपूर्तिकर्ता का चयन
GD&T-नियंत्रित पुर्जों के लिए एक उपयुक्त आपूर्तिकर्ता केवल नाममात्र आकार के अनुसार मशीन करने से अधिक करने में सक्षम होना चाहिए। उन्हें इंजीनियरिंग ड्राइंग को समझना चाहिए, डेटम प्रणाली के चारों ओर मार्ग की योजना बनानी चाहिए, स्थिर फिक्स्चरिंग डिज़ाइन करनी चाहिए, CMM-आधारित निरीक्षण का समर्थन करना चाहिए, और अंतिम ज्यामिति की रक्षा करने के तरीके से सामग्री या हीट ट्रीटमेंट का प्रबंधन करना चाहिए। उन्हें यह भी समझाने में सक्षम होना चाहिए कि कम वॉल्यूम और उत्पादन आदेशों across पुनरावृत्ति कैसे बनाए रखी जाएगी, न कि केवल यह कि पहला नमूना कैसे बनाया जाएगा।
स्थानिक, प्रोफ़ाइल, समतलता, लंबवतता, और डेटम-संबंधित आवश्यकताओं वाले कस्टम पुर्जों का स्रोत खोजने वाले खरीदारों के लिए, Neway ड्राइंग इरादे और निरीक्षण योजना से जुड़े इंजीनियरिंग समीक्षा के साथ परिशुद्ध मशीनिंग के माध्यम से उस प्रक्रिया का समर्थन कर सकता है। इन परियोजनाओं में, सबसे मजबूत आपूर्तिकर्ता आमतौर पर वह होता है जो यह समझता है कि पुर्जा कठिन क्यों है, न कि केवल इसे कैसे काटना है।
FAQ
कस्टम धातु पुर्जों के लिए परिशुद्ध मशीनिंग क्या सहनशीलता प्राप्त कर सकती है?
परिशुद्ध मशीन किए गए पुर्जों का कोटेशन देने के लिए किस जानकारी की आवश्यकता है?
GD&T परिशुद्ध मशीनिंग लागत और निरीक्षण को कैसे प्रभावित करता है?
परिशुद्ध मशीन किए गए घटकों के लिए कौन से निरीक्षण रिपोर्ट अनुशंसित हैं?
कम वॉल्यूम और उत्पादन पुर्जों के लिए आप परिशुद्ध मशीनिंग आपूर्तिकर्ता का चयन कैसे करते हैं?
