¿Qué informes de inspección se recomiendan para piezas de cobre mecanizadas por CNC?
¿Qué informes de inspección se recomiendan para piezas de cobre mecanizadas por CNC?
Los informes de inspección recomendados para piezas de cobre mecanizadas por CNC pueden incluir certificados de material, informes de inspección dimensional, informes de MMC (máquina de medición por coordenadas), informes de rugosidad superficial, registros de inspección de rebabas, registros de inspección de roscas, informes FAI (inspección de primera pieza), verificación de chapado o recubrimiento y registros de trazabilidad por lotes cuando sea necesario. Desde una perspectiva de ingeniería, el paquete documental correcto debe coincidir con los requisitos eléctricos, térmicos, de ensamblaje y de acabado de la pieza bajo el control de calidad del mecanizado de cobre.

Informe o Registro | Propósito Principal |
|---|---|
Certificado de material | Confirma el grado de la aleación de cobre, la condición del material y la identidad del lote |
Informe de inspección dimensional | Verifica las dimensiones generales y las características críticas definidas |
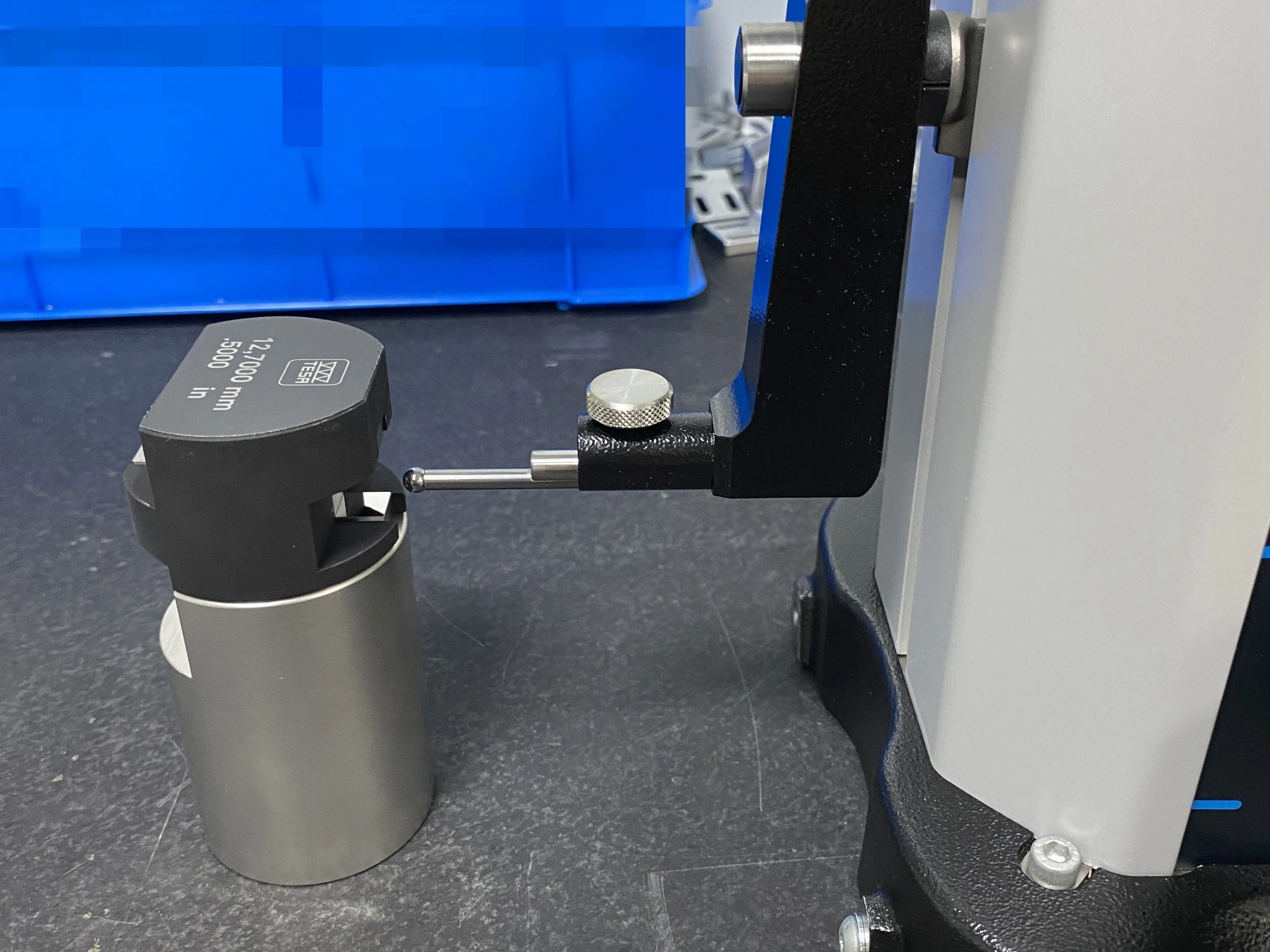
Informe de MMC | Valida la geometría compleja, GD&T y las características clave de ensamblaje |
Informe de rugosidad superficial | Comprueba las caras de contacto conductoras, superficies de sellado, áreas estéticas o interfaces funcionales |
Registro de inspección de rebabas | Verifica el control de rebabas en terminales, conectores, pequeños orificios y bordes delgados |
Registro de inspección de roscas | Confirma los agujeros roscados, características de fijación y estructuras de conexión |
Informe FAI | Respalda la aprobación de la primera pieza antes del lanzamiento de producción o de bajo volumen |
Verificación de chapado/recubrimiento | Confirma los requisitos de acabado de níquel, estaño, plata u otros |
Registro de trazabilidad por lotes | Respalda pedidos repetidos, suministro a largo plazo y seguimiento de la calidad |
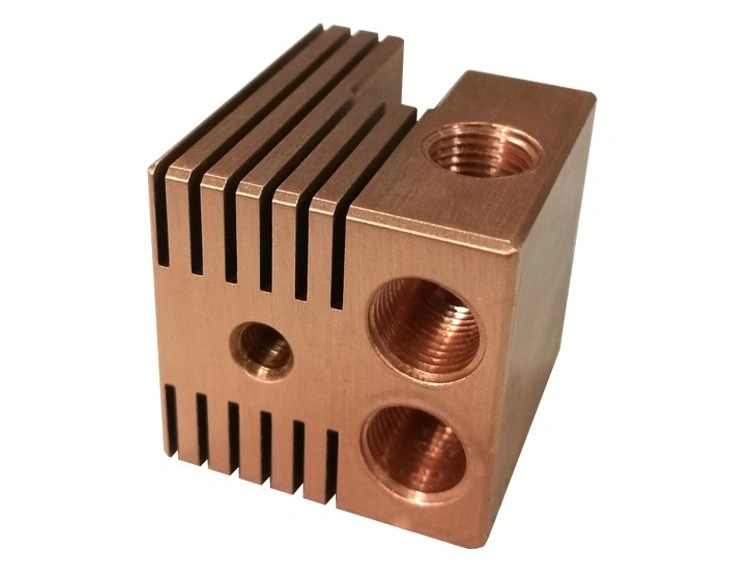
1. La certificación de material es el documento básico para piezas de cobre
Para los componentes de cobre, el certificado de material suele ser el primer documento requerido, ya que el grado de la aleación y la trazabilidad del lote afectan directamente la conductividad, el rendimiento térmico, la resistencia y el comportamiento del acabado posterior. Esto es especialmente importante cuando la pieza utiliza grados como C110, C151, C172 u otras aleaciones de cobre funcionales.
2. Los informes dimensionales y de MMC deben coincidir con la complejidad de las características
Un informe dimensional estándar es adecuado para la verificación general de tamaños, mientras que se recomienda un informe de MMC cuando la pieza incluye geometría compleja, tolerancias de posición, referencias estrictas o interfaces de ensamblaje importantes. Para piezas de cobre de mayor precisión, esto está estrechamente relacionado con el mecanizado de precisión y el enfoque de control descrito en la garantía de calidad de MMC certificada ISO para componentes mecanizados por CNC.
3. Los registros de rugosidad superficial y rebabas son críticos para piezas conductoras
Las piezas de cobre se utilizan a menudo en conectores eléctricos, terminales, bloques conductores y componentes térmicos, por lo que la condición de la superficie puede afectar directamente la estabilidad del contacto, la calidad del chapado, el rendimiento de inserción y el sellado. Por eso, los informes de rugosidad y los registros de inspección de rebabas suelen ser más importantes para las piezas de cobre que para los componentes mecánicos ordinarios.
4. Los informes de roscas y FAI ayudan a controlar el ensamblaje y el lanzamiento de producción
Si la pieza incluye agujeros roscados, puntos de fijación o pequeñas estructuras de conector, la inspección de roscas debe incluirse cuando sea necesario. También se recomienda un informe FAI cuando el proyecto pasa de muestras a producción repetitiva, ya que confirma que la primera pieza aprobada coincide con el dibujo y la ruta de proceso acordada.
5. La verificación del chapado es importante para los componentes de cobre acabados
Muchas piezas de cobre requieren tratamientos superficiales de níquel, estaño, plata u otros. En estos casos, el paquete de calidad también debe verificar que el acabado cumpla con el requisito especificado, especialmente si la conductividad, la resistencia a la corrosión, la soldabilidad o la fiabilidad del contacto dependen del estado del chapado. Por esta razón, los proyectos de cobre suelen revisar los 8 procesos comunes de tratamiento superficial para piezas de cobre mecanizadas por CNC junto con el plan de inspección.
6. El nivel de inspección adecuado depende del riesgo de la aplicación
El paquete de inspección recomendado debe seleccionarse según si la pieza es un componente de contacto conductor, conector, parte térmica, ensamblaje sellado, parte roscada, parte chapada o un conjunto de características sensibles a rebabas. El nivel de cantidad también importa, ya que los pedidos de prototipos, bajo volumen y producción suelen requerir diferente profundidad de informe. Para piezas de aplicación industrial, esto debe alinearse con la lógica de control más amplia utilizada en el mecanizado CNC de equipos industriales.
7. El mejor momento para definir los informes requeridos es durante la solicitud de cotización (RFQ)
Para evitar brechas en la cotización o malentendidos en la entrega, los informes requeridos deben definirse en la etapa de RFQ. Esto permite al proveedor alinear el mecanizado, desbarbado, acabado e inspección desde el principio, respaldado por el marco más amplio del control de calidad en el mecanizado CNC.