Mecanizado CNC de Cremalleras de Engranaje de UPE de Precisión para Sistemas de Movimiento Lineal TH...
Antecedentes del Proyecto: Cremallera de Engranaje Ligera y Resistente al Desgaste para Movimiento Lineal
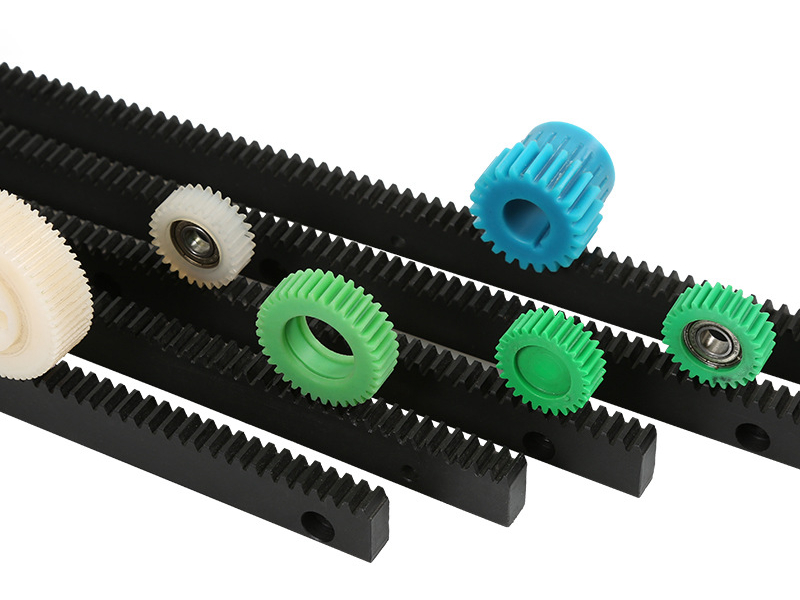
THK, líder mundial en sistemas de control de movimiento lineal, necesitaba una solución de cremallera de engranaje de polímero mecanizada con precisión para su uso en una nueva generación de conjuntos de actuadores ligeros y resistentes a la corrosión. Se esperaba que la pieza mantuviera una excelente precisión dimensional y rendimiento de desgaste en condiciones de funcionamiento en seco. Neway fue seleccionada para suministrar la cremallera de engranaje fabricada en UPE (Polietileno de Ultra Alto Peso Molecular) utilizando técnicas especializadas de CNC para plásticos.
Por qué se Seleccionó UPE para Aplicaciones de Cremallera de Engranaje
El UPE ofrece una resistencia excepcional al desgaste, alta resistencia al impacto y bajo coeficiente de fricción, lo que lo hace ideal para piezas de transmisión mecánica que funcionan en seco.
Propiedad | Valor |
|---|---|
Resistencia a la Tracción | ≥40 MPa |
Resistencia al Impacto | Excelente |
Coeficiente de Fricción | ~0.1 (deslizamiento en seco) |
Absorción de Agua | <0.01% |
Mecanizabilidad | Alta (con herramientas afiladas y baja generación de calor) |
El UPE (también conocido como UHMW-PE) proporciona una larga vida útil en componentes de deslizamiento y puede operar sin lubricación. Obtenga más información sobre el Mecanizado CNC de UPE.


Flujo de Trabajo de Mecanizado CNC
Fresado CNC para el Perfil y la Estructura del Diente
Se utilizó fresado CNC de 3 ejes para desbastar el cuerpo de la cremallera y cortar los perfiles de los dientes. Se prestó especial atención a la evacuación de virutas y al desahogo de la herramienta para evitar la acumulación de material y el sobrecalentamiento.
Mandrinado CNC para Agujeros de Montaje del Eje
Se aplicó mandrinado CNC de precisión para producir agujeros de montaje con una tolerancia de diámetro de ±0.02 mm. Esto aseguró un engrane estable entre los conjuntos de cremallera y piñón.
Taladrado CNC para Agujeros de Sujeción
Los agujeros de montaje para sujetadores se mecanizaron utilizando taladrado CNC con brocas afiladas y de alto desahogo. Se utilizaron ciclos de taladrado por picoteo para minimizar el ablandamiento térmico y asegurar la perpendicularidad en agujeros largos.
Control de Calidad y Validación Dimensional
Precisión del Perfil: El espaciado y la forma de los dientes del engranaje se verificaron utilizando comparadores ópticos
Tolerancias de los Agujeros: Los diámetros de los agujeros y de los sujetadores se inspeccionaron utilizando calibres de tapón y máquinas de medición por coordenadas (CMM)
Control de Planicidad y Alabeo: Todo el cuerpo de la cremallera se verificó utilizando indicadores de cuadrante para asegurar una planicidad ≤0.05 mm sobre una longitud de 800 mm
Resultado de la Producción
Neway entregó un lote de 2,500 cremalleras de engranaje con cero rechazos por alabeo y una tasa de aprobación dimensional >99.7%. El equipo de ingeniería de THK reportó un engrane estable, un excelente rendimiento en funcionamiento en seco y una larga vida útil de desgaste en los sistemas de movimiento prototipo.
¿Por qué elegir a Neway para Componentes de Movimiento de Plástico de Precisión?
Mecanizado CNC de Plásticos: Control experto del proceso para plásticos de ingeniería como UPE, POM y PA
Servicio de Mandrinado CNC: Logra agujeros con tolerancias estrechas y concentricidad consistente en sustratos poliméricos
Servicio de Taladrado CNC: Ideal para patrones de agujeros para sujetadores de alta precisión y alineación de agujeros largos
Preguntas Frecuentes
¿Cómo se comporta el UPE en aplicaciones de cremallera de engranaje sin lubricación?
¿Cuál es la mejor estrategia para controlar el alabeo del material UPE durante el mecanizado?
¿Qué tolerancias se pueden mantener en los agujeros mandrinados en piezas de UPE?
¿Se pueden usar cremalleras de engranaje de UPE en ambientes húmedos o corrosivos?
¿Cómo se compara el UPE con el POM y el Nylon en componentes de transmisión mecanizados por CNC?
