Perforado profundo CNC de alta tolerancia – Solicite una cotización
Llevando los límites al máximo: el papel clave del taladrado de agujeros profundos de alta precisión en la fabricación avanzada
En la fabricación de precisión, el mecanizado de agujeros profundos se ha considerado durante mucho tiempo un indicador crítico de la capacidad técnica de una empresa. Como ingeniero de procesos senior en Neway, sé que cada agujero profundo representa una búsqueda extrema de la excelencia técnica. Cuando la relación longitud-diámetro supera 10:1, los métodos de mecanizado convencionales alcanzan rápidamente sus límites: la deflexión de la herramienta, las dificultades de evacuación de virutas, la mala disipación del calor y la inestabilidad de la calidad superficial se convierten en factores clave que restringen el rendimiento de las piezas.
En la fabricación moderna de equipos de alta gama, los agujeros profundos ya no son simples pasantes o fondos roscados; se han convertido en elementos funcionales críticos responsables del suministro de combustible, la transmisión hidráulica, la circulación de refrigerante y muchas otras funciones. Ya se trate de boquillas de combustible para motores aeroespaciales o de ejes de transmisión de alta precisión en robots quirúrgicos, los requisitos de tolerancia de diámetro, rectitud, precisión de posición y acabado superficial de los agujeros profundos son extremadamente exigentes. Precisamente aquí es donde nuestros servicios de taladrado de agujeros profundos aportan valor, resolviendo los retos de mecanizado de agujeros profundos más difíciles para nuestros clientes.
Tecnologías de taladrado profundo explicadas: gun drilling, sistema BTA y sistemas eyectores
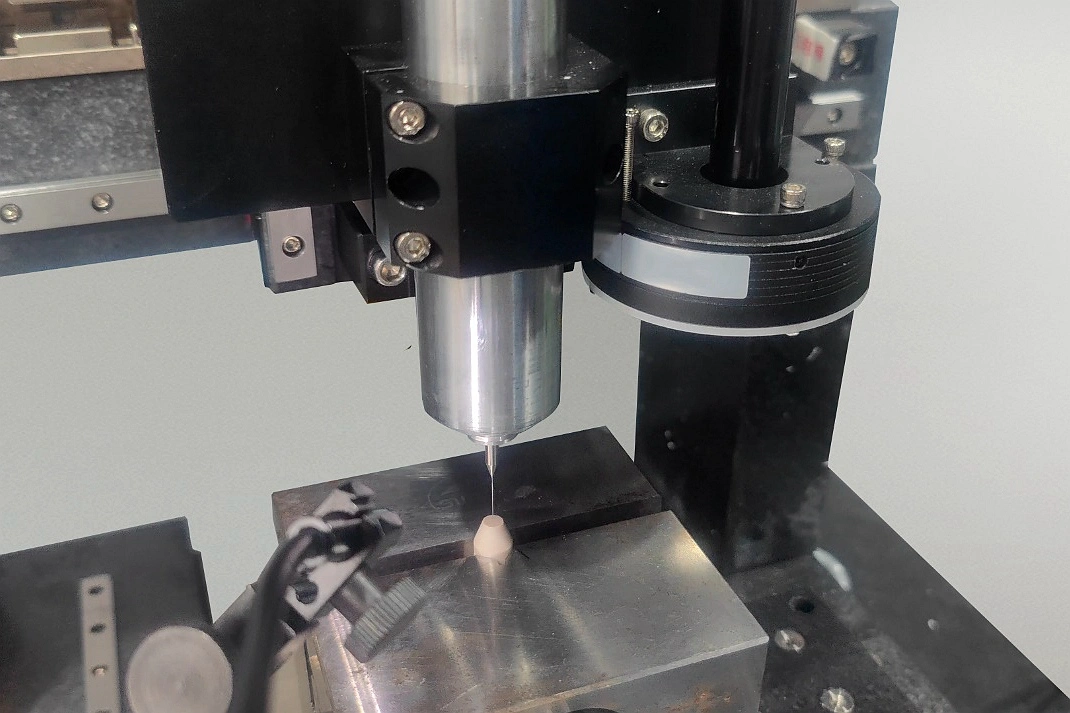
Taladrado de cañón (gun drilling): la opción de alta precisión para agujeros profundos de pequeño diámetro
El taladrado tipo gun drilling es nuestro método preferido para mecanizar agujeros profundos de pequeño diámetro. Este sistema de tubo simple utiliza refrigerante a alta presión para evacuar las virutas a través de la ranura en V del interior del tubo de la broca. Su geometría específica de cabeza de corte y la configuración del canal de refrigerante garantizan estabilidad y evacuación suave de virutas durante todo el proceso. Nuestro equipo de gun drilling puede mecanizar de forma fiable agujeros profundos con diámetros de 1,5 mm a 20 mm, alcanzando relaciones longitud-diámetro de hasta 100:1, un nivel prácticamente imposible de lograr con brocas helicoidales convencionales.
Sistema BTA: mecanizado eficiente de agujeros profundos de diámetro medio y grande
Para agujeros profundos con diámetros superiores a 20 mm, utilizamos el sistema BTA (Boring and Trepanning Association). En esta configuración de doble tubo, el refrigerante a alta presión se introduce a través del hueco anular entre el tubo de la broca y la pared del agujero, mientras que las virutas se evacuan por el interior del tubo. El sistema BTA ofrece una productividad superior y mejor acabado superficial, lo que lo hace ideal para agujeros profundos de diámetro medio y grande en producción en serie. En nuestros centros de mecanizado multieje, el sistema BTA permite mecanizar múltiples agujeros profundos en componentes complejos en una sola sujeción.
Cómo seleccionar el proceso óptimo según el diámetro, la relación de profundidad y el material
Seleccionar el proceso de taladrado profundo adecuado requiere una evaluación integral de múltiples factores. Además del diámetro del agujero y de la relación longitud-diámetro, las propiedades del material son criterios decisivos. Para materiales de difícil mecanizado, como las superaleaciones, seleccionamos geometrías de herramienta especializadas y parámetros de refrigerante optimizados. En el caso de las aleaciones de titanio, prestamos especial atención al control de la temperatura para evitar cambios microestructurales indeseados. Nuestro equipo de ingeniería de procesos posee una amplia experiencia en la adaptación de soluciones de mecanizado a medida para cada proyecto.
Capacidades centrales y especificaciones técnicas de Neway en taladrado profundo de alta precisión
El departamento de mecanizado de agujeros profundos de Neway está equipado con maquinaria dedicada de clase mundial, incluyendo máquinas de taladrado profundo multieje, sistemas de gun drilling y equipos BTA. Nuestras capacidades abarcan agujeros profundos de 1,5 mm a 50 mm de diámetro, con relaciones longitud-diámetro máximas de hasta 150:1, lo que nos sitúa entre los líderes del sector. En cuanto al control de tolerancias, podemos alcanzar tolerancias de diámetro de nivel IT7, desviaciones de rectitud inferiores a 0,02 mm por cada 100 mm y precisión de posición dentro de 0,05 mm.
La calidad superficial es un indicador clave del rendimiento del mecanizado de agujeros profundos. Mediante la optimización de los parámetros de corte y de los sistemas de refrigeración, logramos valores de rugosidad interna tan bajos como Ra 0,4 μm. Esto no solo reduce la necesidad de operaciones de acabado posteriores, sino que, lo que es más importante, garantiza fiabilidad en condiciones de servicio exigentes. Para piezas que requieren electropulido del diámetro interior, nuestra calidad de mecanizado proporciona una superficie base ideal.
Experiencia en materiales: superar los retos de agujeros profundos en aleaciones de difícil mecanizado
Estrategias de taladrado profundo para superaleaciones y aleaciones de titanio
Las superaleaciones y las aleaciones de titanio son ampliamente reconocidas como algunos de los materiales m�����s desafiantes para el mecanizado de agujeros profundos. Su alta resistencia y baja conductividad térmica pueden causar endurecimiento por trabajo severo y un desgaste rápido de la herramienta. Empleando recubrimientos avanzados de herramienta, parámetros de corte optimizados y formulaciones de refrigerante personalizadas, abordamos estos retos de manera eficaz. Por ejemplo, al mecanizar Inconel 718, utilizamos estrategias de avance progresivo y refrigeración interna a alta presión para garantizar una evacuación oportuna de virutas y evitar fallos de herramienta por empaquetamiento de viruta.
Mecanizado de agujeros profundos y control de viruta en aceros inoxidables
Debido a su tenacidad y tendencia a generar filo recrecido, los aceros inoxidables suelen producir virutas largas y continuas en el taladrado profundo, lo que provoca problemas de evacuación. Lo resolvemos personalizando geometrías rompevirutas, aplicando estrategias de avance pulsado y controlando con precisión la presión del refrigerante. En los agujeros profundos de acero inoxidable 316, también prestamos especial atención a minimizar el endurecimiento por trabajo en la superficie del diámetro interior, lo que facilita los procesos posteriores.
Taladrado profundo eficiente y protección de la superficie en aleaciones de aluminio
Aunque la aleación de aluminio 7075 es relativamente fácil de mecanizar, el taladrado profundo sigue presentando retos específicos. Se trata de un material más blando, propenso a la formación de rebabas y sensible a los arañazos superficiales. Empleamos estrategias de corte a alta velocidad y bajo avance, combinadas con fluidos de corte especializados para aluminio, a fin de mantener tanto la eficiencia como la calidad del diámetro interior. Para componentes críticos, realizamos además una limpieza inmediata tras el mecanizado para evitar la oxidación o corrosión de la superficie de aluminio.
Indicadores clave de calidad para el taladrado profundo y nuestra garantía de inspección
La inspección es la última y más crucial barrera para garantizar la precisión del mecanizado de agujeros profundos. Hemos establecido un sistema integral de inspección de agujeros profundos que cubre todas las etapas, desde las materias primas hasta las piezas acabadas. Durante el mecanizado, supervisamos continuamente la fuerza de corte, la presión del refrigerante y el caudal para mantener condiciones de corte estables. Tras el mecanizado, utilizamos calibres internos dedicados, calibres neumáticos y máquinas de medición por coordenadas para medir con precisión el diámetro, la redondez y la cilindricidad.
Para la verificación de la rectitud, utilizamos avanzados sistemas de medición basados en láser que pueden mapear las desviaciones de rectitud a lo largo de toda la profundidad del agujero. Esto nos permite detectar y corregir de forma rápida problemas relacionados con el desgaste de la herramienta o la precisión de la máquina, garantizando que cada agujero profundo cumpla las especificaciones de diseño. Especialmente después del tratamiento térmico, volvemos a medir los agujeros profundos críticos para evaluar el impacto de la distorsión y confirmar que las tolerancias dimensionales se mantienen dentro de los límites.
Soluciones por sector: aplicaciones del taladrado profundo en industrias críticas
Aeroespacial: boquillas de combustible y cilindros de actuadores hidráulicos
En el sector aeroespacial, mecanizamos agujeros de inyección de combustible con precisión micrométrica en boquillas de motor. Estos agujeros suelen tener diámetros de solo 0,1–0,3 mm, con relaciones longitud-diámetro superiores a 20:1. Mediante taladrado de cañón de alta precisión garantizamos caudales de flujo consistentes en cada orificio, asegurando una eficiencia de combustión óptima. Los agujeros profundos en cilindros de actuadores hidráulicos también exigen rectitud y acabado superficial extremadamente altos para evitar el desgaste de juntas y las fugas.
Dispositivos médicos: instrumentos quirúrgicos, componentes de endoscopios y orificios guía en implantes
En el campo de los dispositivos médicos, los requisitos para agujeros profundos son aún más estrictos. Los agujeros en instrumentos quirúrgicos deben combinar diámetros pequeños, relaciones de profundidad elevadas y acabados superficiales excelentes. Para los componentes de endoscopios, mecanizamos canales para haces de imagen con un diámetro de 1,2 mm y una profundidad de 120 mm, con la rectitud controlada dentro de 0,05 mm, un reto extremo para cualquier proceso de mecanizado. Los orificios guía en implantes ortopédicos también requieren dimensiones muy precisas y una calidad superficial superior para garantizar la exactitud quirúrgica y la seguridad del paciente.
Petróleo y gas: cuerpos de válvulas y carcasas de herramientas de registro
En la industria de petróleo y gas, los agujeros profundos de los cuerpos de válvula trabajan bajo presiones extremas y en entornos corrosivos. Mediante procesos optimizados y un riguroso control de calidad, garantizamos la fiabilidad y durabilidad a largo plazo de estas características críticas. Las carcasas de herramientas de registro suelen incorporar agujeros profundos que atraviesan múltiples cámaras con tolerancias de posición muy ajustadas; nuestras capacidades de mecanizado multieje proporcionan la precisión necesaria para este tipo de componentes tan exigentes.
¿Por qué elegir a Neway como su socio para taladrado profundo de alta precisión?
En Neway, estamos comprometidos a impulsar el avance de la fabricación mediante la innovación tecnológica. Nuestro equipo de mecanizado de agujeros profundos está formado por ingenieros y técnicos experimentados, todos ellos sometidos a una rigurosa formación y certificación. Más allá de contar con equipos avanzados, hemos acumulado un amplio know-how en la resolución de retos complejos de taladrado profundo. Desde la validación de procesos en la fase de prototipado hasta las pruebas de pequeños lotes y la producción a gran escala, ofrecemos soporte técnico completo a lo largo de todo el ciclo de vida del proyecto.
Nuestro modelo de servicio integral (one-stop) garantiza que los clientes reciban soluciones completas e integradas. Desde el mecanizado de agujeros profundos hasta el tratamiento térmico, el acabado superficial y la inspección final, gestionamos toda la cadena de fabricación. Esta integración no solo mejora la eficiencia, sino que también garantiza la consistencia de la calidad en todas las etapas.
En Neway, consideramos cada proyecto de taladrado profundo como una oportunidad para demostrar nuestras capacidades de fabricación de precisión. No importa lo complejo que sea su componente o lo estrictos que sean sus requisitos, nos comprometemos plenamente a ofrecer la solución técnica óptima. Confiamos en que nuestra experiencia y rigor nos convierten en su socio más fiable para el taladrado profundo de alta precisión.
Información necesaria para sus RFQ: cómo obtener un presupuesto preciso de forma rápida
Para asegurarnos de poder proporcionar presupuestos precisos y oportunos, recomendamos incluir la siguiente información en su RFQ: planos de la pieza o modelos 3D (con todas las dimensiones de los agujeros profundos, tolerancias y requisitos técnicos claramente indicados), especificaciones del material (grado y estado), cantidad estimada de pedido, requisitos de tratamiento superficial y cualquier instrucción especial. Con base en esta información, nuestros ingenieros elaborarán una propuesta técnica detallada y un presupuesto competitivo en un plazo de 24 horas.
Preguntas frecuentes (FAQ)
