CNC Machined Parts: Key Materials, Tolerances, and Applications Across Industries

CNC machined parts are components produced by removing material from metal or plastic stock with computer-controlled cutting tools until the final geometry is achieved. Buyers search this term when they need real information about cost, materials, tolerances, production routes, and supplier capability. Engineers search it when they want to understand which process can hold the required geometry, how a part should be designed for machining, and what quality level is realistic for the intended application. In both cases, the goal is the same: to get a functional part that matches the drawing and performs reliably in service.
Because machining is a subtractive process, it is especially valuable when the part requires true engineering materials, controlled dimensions, and production flexibility without waiting for dedicated tooling. This is why CNC machining services are used for housings, shafts, brackets, connectors, manifolds, thermal parts, sealing interfaces, and custom structural hardware across many industries. The same machining route can often support early samples, bridge builds, and recurring production, provided the supplier aligns process planning, inspection, and delivery with the project stage.
What Processes Are Used to Make CNC Machined Parts?
Most CNC machined parts are produced through a combination of milling, turning, drilling, and grinding rather than a single operation. The right process mix depends on whether the part is prismatic, rotational, hole-intensive, or tolerance-critical on specific surfaces. Buyers who understand how these processes differ usually make better sourcing decisions because they can judge whether the quoted route actually fits the part geometry.
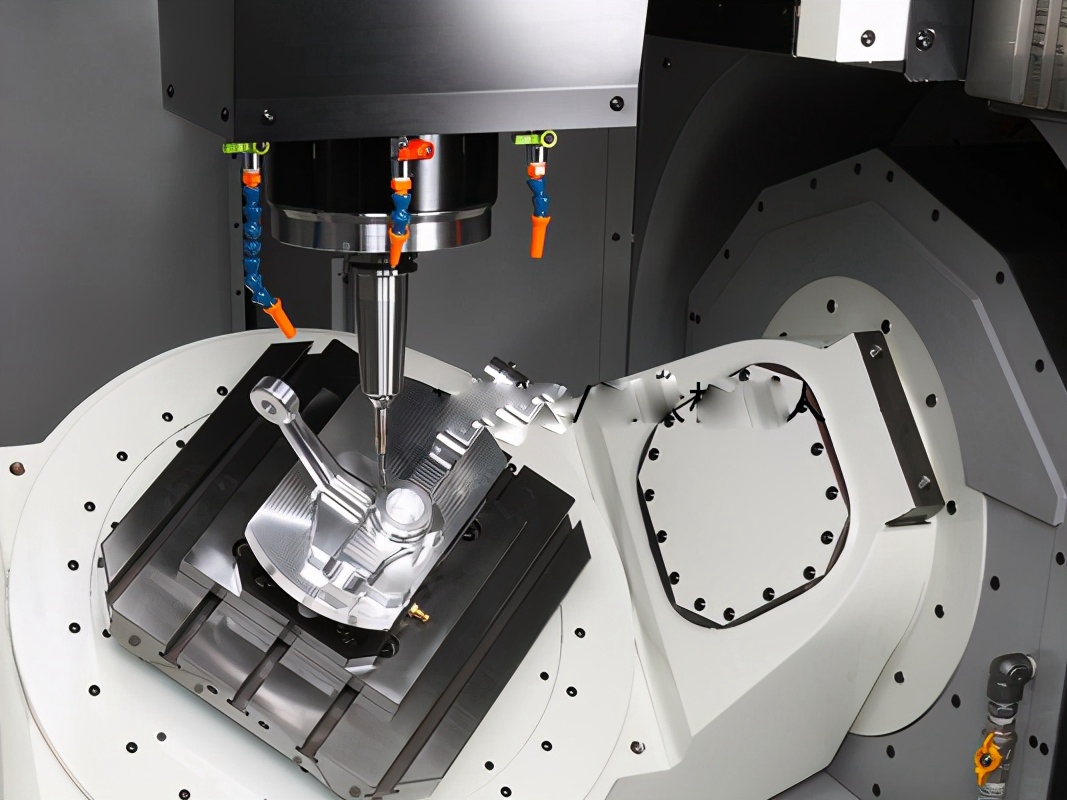
CNC Milling
CNC milling is the main process for creating flat faces, pockets, slots, contours, bosses, and multi-surface geometry. It is widely used for brackets, housings, manifolds, structural supports, electronics enclosures, and custom frames. Milling is especially useful when the part has multiple machined faces and requires accurate datums across complex external geometry.
CNC Turning
For shafts, sleeves, pins, threaded adapters, and other rotational components, CNC turning is usually the most efficient option. Turning is preferred when concentricity, roundness, diameter control, and thread quality are critical. It often delivers better accuracy and faster cycle times than trying to create the same rotational geometry through milling alone.
CNC Drilling
Holes are among the most function-critical features in machined parts, which is why CNC drilling remains essential. Drilling creates through-holes, blind holes, tapped holes, counterbores, and fluid passages. Hole location, depth, straightness, burr condition, and thread-entry quality all affect how the final part performs in assembly.
CNC Grinding
Grinding is often used as a finishing process when a part needs tighter dimensional control, better roundness, or a finer surface finish than general cutting alone can provide. This is common on bearing seats, seal diameters, hardened shafts, and critical contact surfaces. Grinding is especially useful when the part must maintain precision after heat treatment or in wear-sensitive applications.
Process | Best For | Main Advantage | Typical Parts |
|---|---|---|---|
Milling | Prismatic and multi-face parts | High flexibility across complex geometry | Brackets, housings, manifolds, covers |
Turning | Rotational features and cylindrical parts | Strong diameter and thread control | Shafts, sleeves, nozzles, pins |
Drilling | Holes, ports, and internal passages | Efficient hole creation and thread preparation | Mounting parts, fluid parts, connector bodies |
Grinding | Final precision surfaces | Improved finish and tighter final size control | Bearing surfaces, seal lands, hardened diameters |
Which Materials Are Most Common for CNC Machined Parts?
Material selection is one of the biggest cost and performance drivers in machining. The same design can behave very differently depending on whether it is made in aluminum, stainless steel, brass, or titanium. Buyers should choose the material based on real service requirements rather than defaulting to the strongest or most expensive alloy.
Aluminum
Aluminum is one of the most common machining materials because it offers low weight, good machinability, and short cycle times. It is widely used for housings, brackets, fixtures, thermal management parts, and structural frames. Aluminum also responds well to anodizing, making it attractive for both functional and cosmetic applications.
Stainless Steel
Stainless steel is often chosen where corrosion resistance, durability, and long-term structural stability are important. It is commonly used for shafts, fittings, valves, medical components, and hardware exposed to moisture or aggressive service conditions. It generally machines slower than aluminum, but it offers stronger environmental durability.
Brass
Brass is valued for excellent machinability, clean thread quality, conductivity, and attractive surface finish. It is often used in connectors, electrical components, instrument fittings, valves, and decorative hardware. In many small precision parts, brass helps reduce machining difficulty while maintaining excellent repeatability.
Titanium
Titanium is selected when high strength-to-weight ratio, corrosion resistance, and advanced performance are required. It is widely used in aerospace, medical, and high-end industrial applications. Titanium is more difficult to machine because heat concentration and tool wear are more challenging, but it remains essential where premium material performance justifies the added cost.

Material | Main Benefit | Typical Applications | Buyer Selection Logic |
|---|---|---|---|
Aluminum | Lightweight and easy to machine | Housings, brackets, thermal parts | Best for speed, cost, and lower weight |
Stainless steel | Corrosion resistance and durability | Fittings, shafts, valves, medical hardware | Best for harsh or wet environments |
Brass | Machinability and surface quality | Connectors, electrical parts, threaded hardware | Best for clean precision and conductivity |
Titanium | High strength-to-weight and corrosion resistance | Aerospace, medical, advanced structural parts | Best where premium performance matters most |
What Tolerances and Surface Finishes Can CNC Machined Parts Achieve?
Tolerance depends on part geometry, material, feature type, process route, and inspection method. For many commercial machined parts, general tolerances around ±0.05 mm may be practical, while more critical dimensions such as precision bores, bearing seats, sealing faces, and datum-related features may require ±0.01 mm or tighter depending on the process. Buyers should avoid assigning overly tight tolerance to every dimension because that increases cycle time, inspection burden, and cost without always improving real function.
Surface finish also varies by feature and process. General as-machined surfaces may often fall around Ra 1.6 to 3.2 μm depending on the material and cut strategy, while finer machined or ground surfaces can be significantly smoother when contact, sealing, or appearance require it. The key is to specify finish only where it affects function, corrosion behavior, cleaning, or visible quality.
Surface Treatments, Quality Control, and Production Stage
Many CNC machined parts require more than raw machining. Surface treatments such as anodizing, passivation, polishing, coating, or blasting may be used to improve corrosion resistance, appearance, wear behavior, or surface cleanliness. These steps should be planned early because they can affect dimensions, inspection sequence, and lead time.
Quality control is equally important. Good suppliers check the dimensions that actually matter to function, such as threads, bores, datums, flatness, and critical hole locations. They also adapt the route to the project stage. A part ordered through low-volume manufacturing may prioritize flexibility and manageable inventory, while a part moving into mass production must focus more on repeatability, fixture control, and stable batch output.
Control Area | Main Purpose | Typical Buyer Concern | Why It Matters |
|---|---|---|---|
Tolerance control | Protect fit and function | Can the supplier hold critical dimensions? | Prevents assembly and performance issues |
Surface treatment | Improve corrosion resistance or appearance | Will finish affect size or delivery? | Links machining to final-use performance |
Inspection | Verify critical features before shipment | Are the right dimensions being checked? | Reduces incoming rejection and rework |
Production stage planning | Match process to order type | Can the supplier support growth from samples to scale? | Improves cost and delivery stability over time |
What Industries Use CNC Machined Parts Most?
CNC machined parts are used across nearly every precision manufacturing sector, but some industries rely on them especially heavily because of their need for material realism, dimensional accuracy, and flexible production. Aerospace uses them for brackets, connectors, housings, and engine-adjacent hardware. Automotive uses them for housings, shafts, fixtures, and thermal parts. Medical uses them for instruments, precision housings, and implant-related components. Industrial equipment and energy sectors use them for valves, bushings, manifolds, structural supports, and wear-related components. Consumer products use them for visible housings, hardware, and premium structural parts.
What these industries have in common is that they need more than raw shape. They need engineering-grade materials, controlled tolerances, and reliable repeat supply. That is why CNC machining continues to be one of the most adaptable production routes across both development and recurring manufacturing programs.
How Buyers Can Lower the Total Cost of CNC Machined Parts
The best way to reduce total cost is not simply to ask for a lower quote. It is to improve the manufacturability of the part. Buyers can lower cost by limiting tight tolerances to truly critical features, using standard hole and thread sizes, reducing unnecessary cosmetic requirements, selecting the right material for the real function, and discussing DFM feedback with the supplier before release. Many cost increases in CNC machining come from over-specification rather than from unavoidable process limits.
It also helps to match the order to the right production stage. Fast samples, low-volume bridge lots, and recurring production are not the same sourcing problem. Buyers who align the design, material, and production route correctly usually get better pricing, more stable lead times, and fewer downstream issues than buyers who compare suppliers only by unit price.
Conclusion
CNC machined parts are widely used because they combine real engineering materials, flexible manufacturing routes, strong dimensional control, and broad application range across industries. Milling, turning, drilling, and grinding each support different feature types, while materials such as aluminum, stainless steel, brass, and titanium let buyers match the part to its performance requirement. The best sourcing results come when material, process, tolerance, finish, and production stage are planned together rather than separately.
If you are sourcing custom parts and want to compare materials, tolerances, and manufacturing routes more effectively, the next step is to review the full CNC machining services page and discuss whether your part is best suited for early validation, low-volume manufacturing, or repeat mass production.
FAQ