النماذج الأولية السريعة بالتحكم الرقمي للبلاستيك: حلول سريعة وفعالة من حيث التكلفة للتصاميم المخصصة
مقدمة
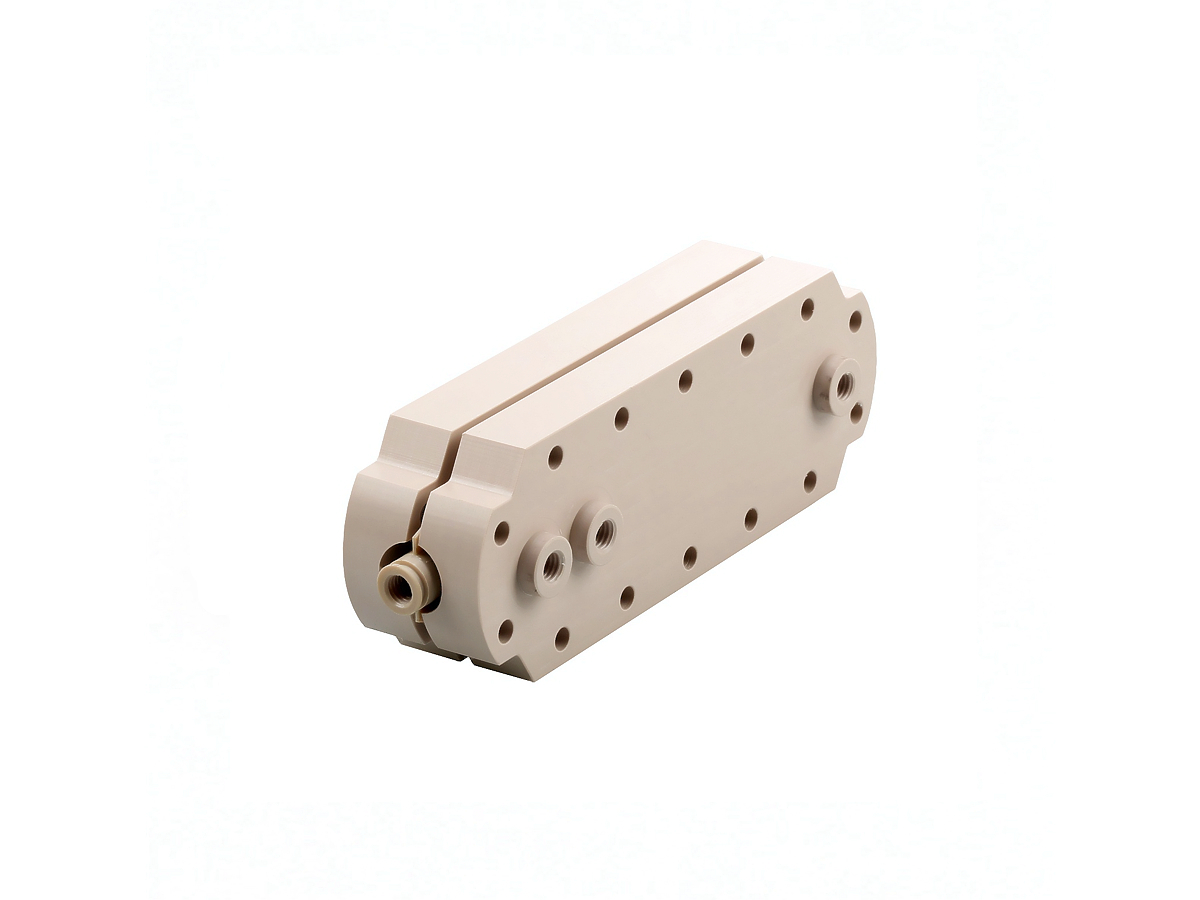
توفر النماذج الأولية السريعة بالتحكم الرقمي للبلاستيك للمصنعين طريقة سريعة ودقيقة وفعالة من حيث التكلفة لتطوير نماذج أولية وأجزاء وظيفية بلاستيكية مخصصة. تُستخدم المواد البلاستيكية مثل ABS والنايلون (PA) وPOM (أسيتال) والبولي كربونات (PC) على نطاق واسع في مختلف الصناعات، بما في ذلك المنتجات الاستهلاكية والأجهزة الطبية والسيارات والإلكترونيات، وذلك نظرًا لتعدد استخداماتها وسهولة تشغيلها وتكلفتها المعقولة. يساعد الاستفادة من تقنيات التشغيل بالتحكم الرقمي المتقدمة، مثل خدمة التشغيل بالتحكم الرقمي للبلاستيك و خدمة التشغيل متعدد المحاور، في تحقيق تسليم سريع بدقة عالية (دقة ±0.005 مم وفقًا لمعايير ISO 2768)، مما يتيح التحقق السريع والتكرارات المنتجة.
تعمل النماذج الأولية السريعة بالتحكم الرقمي للبلاستيك على تبسيط دورة تطوير المنتج بشكل كبير، مما يسمح بإجراء الاختبارات السريعة وتحسينات التصميم والتحقق قبل الانتقال إلى الإنتاج الضخم.
خصائص المواد البلاستيكية
جدول مقارنة أداء المواد
نوع البلاستيك | قوة الشد (ميغاباسكال) | معامل الانحناء (ميغاباسكال) | الكثافة (جم/سم³) | مقاومة الحرارة (°C، ASTM D648) | التطبيقات | المزايا |
|---|---|---|---|---|---|---|
40–50 | 2300 | 1.04 | 85–100 | الإلكترونيات الاستهلاكية، هياكل الأجهزة | مقاومة الصدمات، سهولة التشغيل | |
60–80 | 2900 | 1.13 | 120–150 | التروس، المحامل، الأجزاء الميكانيكية | قوة عالية، مقاومة التآكل | |
65–80 | 2800 | 1.41 | 100–120 | المحامل، التروس الدقيقة | استقرار أبعادي ممتاز، احتكاك منخفض | |
60–70 | 2400 | 1.20 | 130–140 | النماذج الأولية الشفافة، العدسات | قوة صدم عالية، وضوح بصري |
اختيار المادة البلاستيكية المثالية
يعتمد اختيار المادة البلاستيكية المناسبة للنماذج الأولية السريعة بالتحكم الرقمي على احتياجات التطبيق، والقوة الميكانيكية، والخصائص الحرارية، والأداء المطلوب:
ABS: مثالي للنماذج الأولية للأغراض العامة نظرًا لمقاومته للصدمات (ISO 180: 20-25 كيلوجول/م²)، وسهولة تشغيله، وتكلفته المعقولة. يُستخدم بشكل متكرر للمنتجات الاستهلاكية.
النايلون (PA): مفضل للنماذج الأولية الميكانيكية القوية، حيث يوفر قوة شد تصل إلى 80 ميغاباسكال (ASTM D638)، ومقاومة للتآكل، ومرونة جيدة، مما يجعله مناسبًا للترس والمكونات المتحركة في السيارات.
الأسيتال (POM): موصى به للمكونات عالية الدقة ذات الاستقرار الأبعادي (درجة التسامح ISO 294-4 IT7)، والصلابة، ومعامل الاحتكاك المنخفض (0.2–0.3). مثالي للمحامل الدقيقة والتروس.
البولي كربونات (PC): الأمثل للمكونات الشفافة التي تتطلب مقاومة عالية للصدمات (ISO 179: 70-80 كيلوجول/م²)، ووضوحًا بصريًا (>89% شفافية وفقًا لـ ASTM D1003)، واستقرارًا حراريًا.
عمليات التشغيل بالتحكم الرقمي للمكونات البلاستيكية
جدول مقارنة عمليات التحكم الرقمي
عملية التشغيل بالتحكم الرقمي | الدقة (مم) | نهاية السطح (Ra ميكرومتر) | الاستخدامات النموذجية | المزايا |
|---|---|---|---|---|
±0.005 | 0.4–1.6 | الحاويات المعقدة، هياكل النماذج الأولية | تشكيل دقيق، هندسات معقدة | |
±0.005 | 0.4–1.6 | المكونات البلاستيكية الأسطوانية، البكرات | دقة عالية، اتساق ممتاز للسطح | |
±0.01 | 0.8–3.2 | ثقوب التثبيت، المداخيل الملولبة | صنع الثقوب سريع ودقيق | |
±0.005 | 0.4–1.2 | النماذج الأولية الوظيفية التفصيلية، النماذج الدقيقة | تسليم سريع، دقة فائقة |
اختيار عملية التشغيل بالتحكم الرقمي المثلى
يعتمد اختيار عملية التشغيل بالتحكم الرقمي المناسبة على التعقيد، واحتياجات الدقة، والهندسة، ووقت تسليم الإنتاج:
الطحن بالتحكم الرقمي: الأنسب للمكونات المعقدة التي تتطلب تسامحات تصل إلى ±0.005 مم، وفقًا لفئة التسامح المتوسطة ISO 2768.
الخراطة بالتحكم الرقمي: مثالي للمكونات الأسطوانية، مما يضمن جودة متسقة ودقة أبعاد ونهايات سطحية ناعمة تصل إلى Ra 0.4 ميكرومتر.
الحفر بالتحكم الرقمي: موصى به لصنع الثقوب بدقة مع تسامح ±0.01 مم، وهو أمر بالغ الأهمية لمهام التجميع الدقيقة.
النماذج الأولية بالتشغيل بالتحكم الرقمي: مثالي للنماذج الأولية الوظيفية السريعة والدقيقة للغاية، والتي تلبي المواصفات الأبعادية الصارمة (فئة التسامح الدقيق ISO 2768).
معالجات السطح للمكونات البلاستيكية
جدول مقارنة معالجات السطح
طريقة المعالجة | خشونة السطح (Ra ميكرومتر) | مقاومة التآكل | استقرار الأشعة فوق البنفسجية | التطبيقات | الميزات الرئيسية |
|---|---|---|---|---|---|
≤0.8 | جيدة | ممتازة | الإلكترونيات الاستهلاكية، الأجزاء الطبية | حماية محسنة من الأشعة فوق البنفسجية، متانة | |
≤1.0 | متوسطة | جيدة جدًا | أجزاء السيارات، النماذج الأولية | فعال من حيث التكلفة، نهاية جمالية | |
≤0.6 | ممتازة | جيدة | المحامل، الأجزاء الميكانيكية | احتكاك منخفض، مقاومة كيميائية | |
≤0.4 | متوسطة | متوسطة | الأغطية الشفافة، العدسات | وضوح استثنائي، نعومة |
اختيار معالجة السطح المثالية
تحسن معالجة السطح المناسبة الجماليات والأداء والمتانة بشكل كبير:
التغليف بالأشعة فوق البنفسجية: يوفر حماية فائقة من الأشعة فوق البنفسجية ومتانة وفقًا لـ ASTM G154 (≥500 ساعة تعرض)، مثالي للأجهزة الإلكترونية الخارجية.
الطلاء: يوفر حلاً اقتصاديًا لتحسين الجماليات، ويستوفي معايير الدرجة السياراتية (ISO 12944-5 C3).
تغليف التفلون: يحقق معامل احتكاك منخفض (<0.05)، ومقاومة كيميائية ممتازة، ومقاومة عالية للتآكل (اختبار التآكل ASTM D4060).
التلميع: مثالي للوضوح البصري، حيث يحقق Ra ≤0.4 ميكرومتر، وفقًا لمعايير ISO 4287، مناسب للعدسات والحاويات الشفافة.
طرق النماذج الأولية السريعة للبلاستيك النموذجية
تشمل طرق النماذج الأولية البلاستيكية الفعالة:
النماذج الأولية بالتشغيل بالتحكم الرقمي: يوفر نماذج أولية عالية الدقة تلتزم بمعايير التسامح ISO 2768.
الطباعة ثلاثية الأبعاد للبلاستيك: تتيح هندسات معقدة وتكرارات تصميم سريعة، وفقًا لمعايير ASTM F2792.
النماذج الأولية بالقوالب السريعة: فعال للتحقق السريع من النماذج الأولية الوظيفية، ومتوافق مع معايير الانكماش ASTM D955.
إجراءات ضمان الجودة
فحص الأبعاد: دقة ±0.002 مم (ISO 10360-2).
التحقق من المادة: معايير ASTM D638.
تقييم نهاية السطح: ISO 4287.
اختبار استقرار الأشعة فوق البنفسجية: ASTM G154 (≥500 ساعة تعرض).
الاختبارات الميكانيكية: الشد والانحناء ASTM D790.
الفحص البصري: معايير ISO 2768.
الامتثال لنظام إدارة الجودة ISO 9001.
التطبيقات الرئيسية
المنتجات الاستهلاكية: هياكل الإلكترونيات، الألعاب، الأجهزة المنزلية.
الأجهزة الطبية: المكونات القابلة للاستخدام مرة واحدة، هياكل الأجهزة، نماذج الأدوات الجراحية الأولية.
السيارات: الزخارف الداخلية، لوحات القيادة، مكونات الإضاءة.
الإلكترونيات: الحاويات، الموصلات، علب الأجهزة.
الأسئلة الشائعة ذات الصلة:
لماذا تختار البلاستيك للنماذج الأولية السريعة بالتحكم الرقمي؟
ما عمليات التحكم الرقمي المناسبة للنماذج الأولية البلاستيكية؟
كيف تعمل معالجات السطح على تحسين النماذج الأولية البلاستيكية؟
ما معايير الجودة التي تنطبق على النماذج الأولية البلاستيكية بالتحكم الرقمي؟
ما الصناعات التي تستخدم عادةً النماذج الأولية السريعة بالتحكم الرقمي للبلاستيك؟
