Глубокое сверление нержавеющей стали для промышленного оборудования: тематическое исследование эффек...
Глубокое сверление нержавеющей стали для промышленного оборудования: тематическое исследование эффективности и точности
Глубокое сверление часто требуется для деталей промышленного оборудования, где передача жидкости, смазка, охлаждение, снижение веса или внутренняя структурная функция зависят от длинных, прямых и точных внутренних каналов. Когда эти детали изготовлены из нержавеющей стали, задача механической обработки усложняется, поскольку материал склонен к нагреву, сопротивлению резанию и образованию заусенцев, если процесс не спланирован правильно. Именно поэтому многие покупатели, оценивающие ЧПУ-сверление для деталей из нержавеющей стали, в конечном итоге нуждаются в более специализированном маршруте глубокого сверления вместо обычного сверления.
В данной статье основное внимание уделяется коммерческой и производственной логике услуги глубокого сверления для компонентов промышленного оборудования из нержавеющей стали. Вместо описания глубокого сверления как универсального процесса механической обработки, это обсуждение в формате кейса объясняет, почему оно важно для эффективности, какие риски точности должны отслеживать покупатели и как стабильная стратегия сверления поддерживает реальные детали оборудования при мелкосерийном и повторяющемся производстве.
Почему деталям из нержавеющей стали часто требуется глубокое сверление
В промышленном оборудовании нержавеющая сталь обычно используется для компонентов, требующих коррозионной стойкости, механической надежности и стабильных эксплуатационных характеристик во влажной, химической или загрязненной среде. Многие из этих деталей не являются простыми пластинами или корпусами. Они включают внутренние масляные каналы, пути охлаждения, длинные расточные элементы, отверстия для доступа датчиков, гидравлические или пневматические пути и внутренние расточные отверстия для выравнивания, которые должны оставаться прямыми и размерно согласованными на значительной глубине.
Стандартное сверление может работать для неглубоких отверстий или отверстий средней глубины, но когда отверстие становится длинным по отношению к его диаметру, стабильность процесса становится гораздо более важной. Удаление стружки затрудняется, концентрация тепла увеличивается, а контроль прямолинейности становится сложнее. В нержавеющей стали эти проблемы могут быстро привести к плохой чистоте поверхности, конусности, образованию заусенцев или износу инструмента, если метод сверления выбран неправильно.
Типичная промышленная функция | Почему требуется глубокое сверление |
|---|---|
Канал смазки | Требует длинного внутреннего канала с надежной непрерывностью потока |
Путь передачи охлаждающей жидкости или другой жидкости | Требуется контролируемый диаметр, прямолинейность и чистая внутренняя поверхность |
Гидравлическое или пневматическое отверстие | Требует стабильной геометрии и снижения риска образования заусенцев в местах пересечений |
Отверстие для доступа датчика | Может потребовать длинного, узкого и точно позиционированного сверления |
Внутреннее отверстие для снижения веса | Требуется большая глубина обработки без ущерба для структурной целостности |
Контекст кейса: компонент промышленного оборудования с длинным отверстием из нержавеющей стали
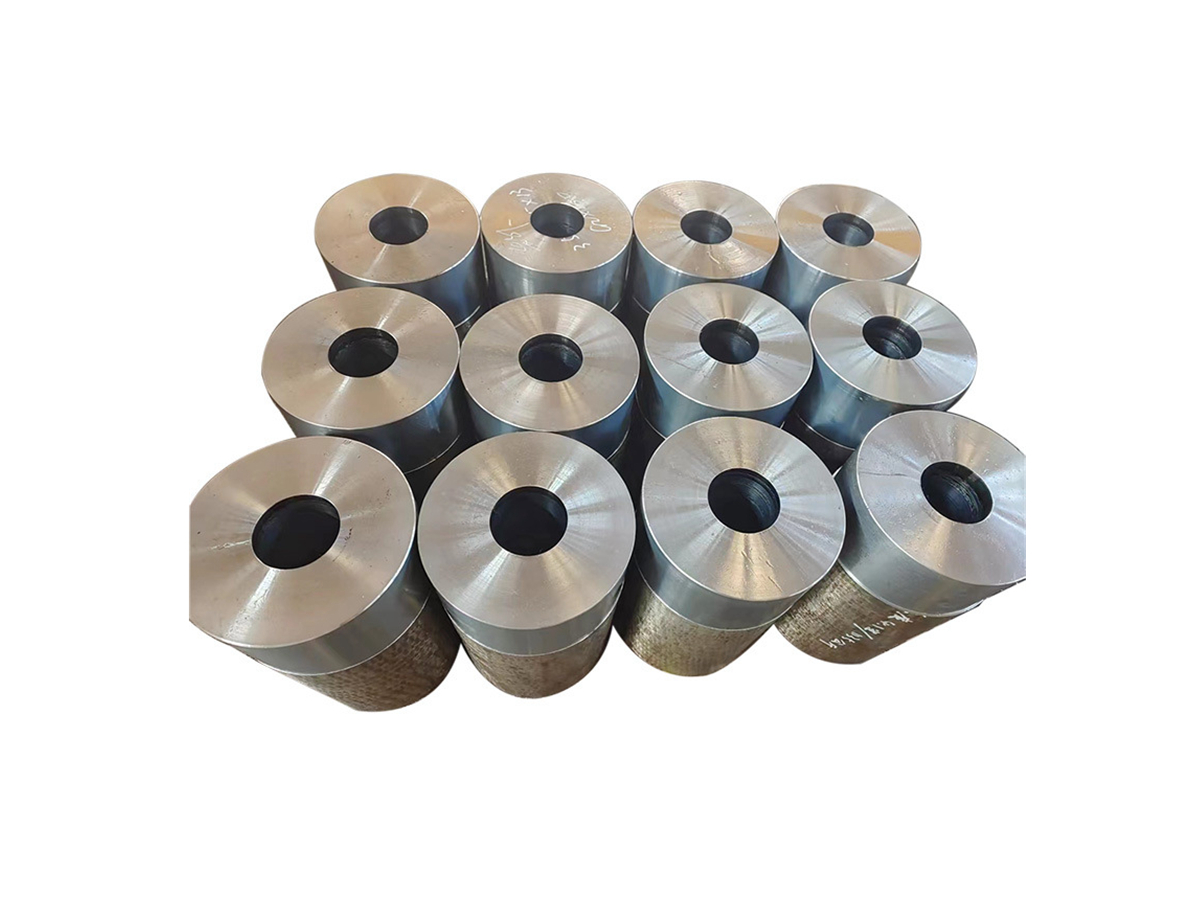
Типичный случай в промышленном оборудовании включает компонент из нержавеющей стали валоподобного или блочного типа, требующий одного или нескольких длинных осевых или смещенных отверстий. Деталь может включать внешние крепежные элементы, боковые отверстия, резьбовые интерфейсы, уплотнительные поверхности и глубокий внутренний канал, который должен быть выровнен с другой функциональной геометрией. В такого рода проектах процесс сверления не является независимым от остальной части детали. Отверстие должно быть изготовлено таким образом, чтобы поддерживать последующую механическую обработку, сборку, очистку и инспекцию.
С точки зрения покупателя, главная проблема обычно заключается не только в том, можно ли просверлить отверстие. Проблема состоит в том, можно ли просверлить его достаточно эффективно и точно, чтобы поддержать конечную функцию оборудования. Это включает прямолинейность отверстия, постоянство глубины, контроль заусенцев в местах пересечения отверстий, качество внутренней поверхности и возможность повторения процесса в разных партиях без непредсказуемых отклонений.
Почему эффективность важна в услуге глубокого сверления
Эффективность при глубоком сверлении — это не только скорость сверления. Во многих проектах промышленного оборудования реальная эффективность означает снижение нестабильности, уменьшение риска брака, сокращение времени переналадки и избежание доработок, вызванных отклонением отверстия или низким внутренним качеством. Процесс, который теоретически кажется быстрым, может стать дорогим, если он создает несогласованные отверстия, чрезмерные заусенцы или проблемы со сборкой на следующих этапах.
Для деталей из нержавеющей стали стабильный маршрут сверления часто повышает общую эффективность больше, чем более агрессивный, но рискованный подход к резанию. Когда отверстие критически важно для функции детали, покупатели получают больше выгоды от контролируемого и повторяемого метода, чем от номинального времени цикла alone. Это особенно верно для индивидуальных заказов, где важны стоимость материала, усилия по инспекции и сроки поставки.
Фактор эффективности | Почему это влияет на стоимость проекта |
|---|---|
Стабильность прямолинейности отверстия | Снижает брак и работы по вторичной коррекции |
Контроль удаления стружки | Увеличивает срок службы инструмента и постоянство качества внутренней поверхности |
Снижение количества заусенцев | Уменьшает усилия на ручную финишную обработку и очистку |
Стабильная стратегия настройки | Защищает позиционную связь с внешними элементами |
Повторяемые результаты инспекции | Поддерживает более плавный выпуск партий и снижает риски качества |
Риски точности при глубоком сверлении нержавеющей стали
Риск точности при глубоком сверлении нержавеющей стали обычно возникает из-за сочетания поведения материала и глубины геометрии. Нержавеющая сталь может вызывать наклеп и концентрацию тепла, что затрудняет сохранение стабильности пути сверления на большом расстоянии. Если процесс плохо контролируется, отверстие может сместиться, стать конусным или показать локальные внутренние повреждения, которые впоследствии повлияют на поток жидкости, герметичность или согласованность между деталями.
Другой распространенной проблемой является образование заусенцев там, где глубокие отверстия пересекаются с поперечными отверстиями или выходят на уплотнительные интерфейсы. Даже если основной размер отверстия приемлем, вторичные заусенцы могут создать проблемы со сборкой или потоком. Именно поэтому услуга глубокого сверления должна планироваться вместе с полной геометрией детали, а не рассматриваться как отдельный изолированный этап.
Планирование процесса для деталей с глубокими отверстиями из нержавеющей стали
Надежный план процесса для деталей с глубокими отверстиями из нержавеющей стали обычно начинается с полной функции детали, а не только с глубины отверстия. Инженерный обзор должен учитывать направление отверстия, условия входа, пересечение с другими отверстиями, будет ли деталь впоследствии подвергаться нарезке резьбы или иметь уплотнительные элементы, а также как отверстие будет инспектироваться и очищаться после сверления. Если деталь также требует точной внешней геометрии, маршрут сверления должен быть скоординирован с более широким циклом прецизионной механической обработки.
Во многих индивидуальных проектах стратегия сверления также зависит от того, является ли деталь прототипом, заказом на мелкую серию или изделием для повторяющегося производства. Для деталей ранней стадии валидации акцент может быть сделан на снижении рисков и подтверждении процесса. Для повторяющихся деталей промышленного оборудования акцент смещается в сторону стабильности процесса, эффективности цикла и постоянного выпуска партий.
Что покупатели должны подтвердить перед запросом коммерческого предложения
Для точной оценки проекта глубокого сверления нержавеющей стали покупатели должны предоставить больше, чем просто внешнюю форму детали. Поставщику требуется достаточно информации, чтобы понять функциональную важность отверстия и то, как оно взаимодействует с остальной геометрией.
Требуемая информация для КП | Почему это важно |
|---|---|
3D CAD файл | Показывает направление отверстия, пересекающиеся элементы и полную геометрию детали |
2D чертеж с допусками | Определяет диаметр, глубину, положение и связанные допуски |
Марка нержавеющей стали | Влияет на стратегию сверления, износ инструмента и стабильность процесса |
Количество | Изменяет баланс между гибкостью настройки и эффективностью повторения |
Требования к поверхности или чистоте | Помогает определить ожидания по очистке после сверления и удалению заусенцев |
Функция применения | Проясняет, предназначено ли отверстие для потока, выравнивания, снижения веса или сборки |
Требования к инспекции | Определяет, необходима ли дополнительная поддержка по размерам или отчетам |
Для покупателей, сравнивающих варианты сверления, также может быть полезно рассмотреть более широкие вопросы маршрутизации через статью Услуги электроэрозионного глубокого сверления – Высокоточные индивидуальные детали, когда деталь включает сложные условия начала или особо требовательные характеристики отверстий. Однако для многих компонентов промышленного оборудования из нержавеющей стали главное решение все еще заключается в том, как эффективно и последовательно выполнить услугу глубокого сверления в рамках полного маршрута механической обработки.
Контрольные точки инспекции, поддерживающие эффективность и точность
Инспекция в услуге глубокого сверления должна подтверждать не только номинальный диаметр. Для деталей промышленного оборудования важные вопросы обычно включают: правильна ли глубина отверстия, остается ли отверстие достаточно прямым для предполагаемой функции, свободны ли области пересечения от недопустимых заусенцев и находится ли соотношение между отверстием и внешними базовыми элементами в пределах требований проекта.
Когда инспекция спланирована правильно, она улучшает как качество, так и эффективность поставки. Это снижает вероятность того, что последующая механическая обработка или сборка обнаружат скрытую проблему сверления слишком поздно в процессе. Это особенно важно в проектах с нержавеющей сталью, где стоимость переделки бракованной детали может быть намного выше стоимости правильной проверки отверстия с первого раза.
Как услуга глубокого сверления поддерживает проекты промышленного оборудования
Для компонентов промышленного оборудования услуга глубокого сверления ценна тем, что поддерживает внутреннюю функциональную геометрию, которую общая механическая обработка не всегда может произвести эффективно. Она помогает создавать длинные пути для жидкости, элементы внутреннего доступа, контролируемые отверстия и функциональные каналы, сохраняя при этом общую надежность, ожидаемую от деталей оборудования из нержавеющей стали. В сочетании со стабильным планированием процесса эта услуга помогает снизить производственные риски в деталях, где внутренняя геометрия так же важна, как и внешняя форма.
Именно поэтому многие индивидуальные проекты используют глубокое сверление не как изолированный специализированный этап, а как часть более широкого производственного маршрута, который может включать ЧПУ-обработку, прецизионную финишную обработку и выпуск на основе инспекции. Процесс сверления становится наиболее ценным, когда он интегрирован в полную стратегию детали, а не рассчитывается только как операция по созданию отверстия.
Запросите коммерческое предложение на детали с глубокими отверстиями из нержавеющей стали
Если ваш проект промышленного оборудования включает длинные внутренние отверстия, пути для жидкости или узкие отверстия из нержавеющей стали, требующие лучшего контроля, чем может обеспечить стандартное сверление, услуга глубокого сверления может быть правильным выбором. Наиболее эффективный пакет для запроса коммерческого предложения обычно включает 3D-модель, 2D-допуски, марку нержавеющей стали, количество, функциональное описание отверстия и любые требования к инспекции или чистоте.
Для индивидуальных деталей из нержавеющей стали, где важны точность отверстия, внутреннее качество и повторяемость поставок, хорошо спланированная услуга глубокого сверления может улучшить как эффективность производства, так и надежность конечной детали.
