5-осевая обработка на станке с ЧПУ пресс-фитингов из SUS 316L для гидравлических систем Bosch
Предпосылки проекта: Высоконадежные фитинги для автомобильных систем давления
Bosch потребовался коррозионностойкий, размерно стабильный пресс-фитинг для использования в современных системах подачи жидкости в автомобильных приложениях. Деталь должна была соответствовать строгим требованиям к герметичности под давлением, точности резьбы и долговременной коррозионной стойкости. Neway был выбран для полного цикла производства — от чернового точения до высокоточной 5-осевой обработки и финишной отделки.
Почему была выбрана нержавеющая сталь SUS 316L
SUS 316L широко используется в гидравлических системах благодаря повышенной коррозионной стойкости, прочности и совместимости с финишной обработкой поверхности.
Свойство | Значение |
|---|---|
Предел текучести | ≥170 МПа |
Относительное удлинение | ≥40% |
Коррозионная стойкость | Отличная (в средах с хлоридами) |
Пригодность для финишной обработки | Идеальна для пескоструйной обработки и маркировки |
Ее низкое содержание углерода делает ее идеальной для сварки и размерной стабильности в автомобильных напорных фитингах. Узнайте больше о обработке нержавеющей стали 316L на станках с ЧПУ.
Обзор процесса обработки на станках с ЧПУ
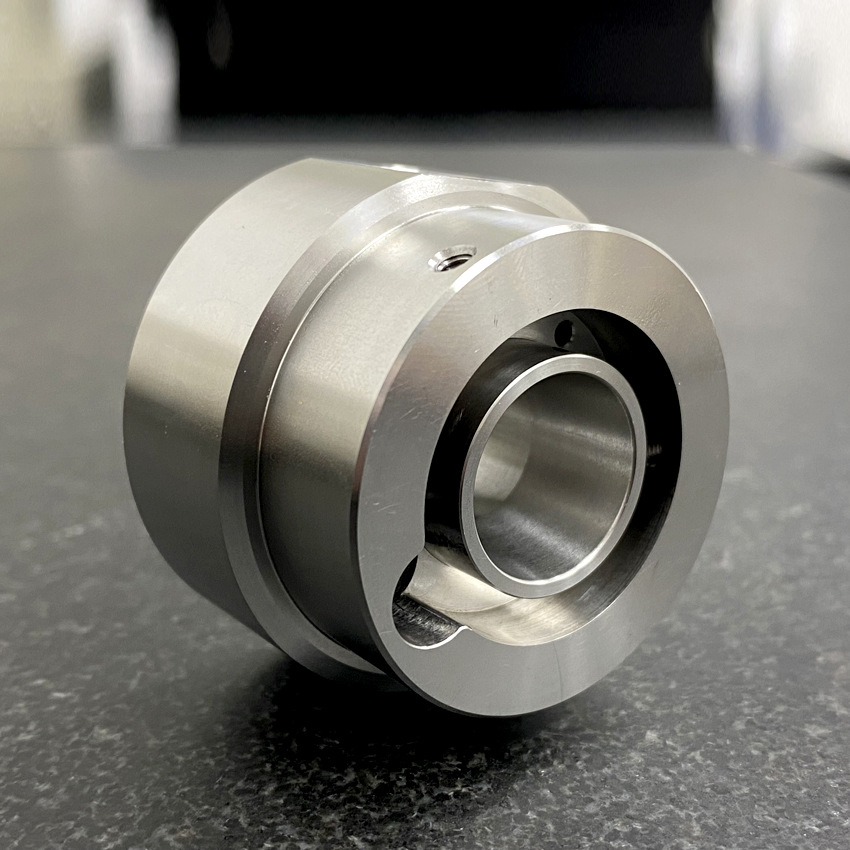
Токарная обработка для чернового формования
Цилиндрическая заготовка детали первоначально была подготовлена с использованием токарной обработки с ЧПУ, что обеспечило точные диаметры для резьбы, пресс-посадок и уплотнительных поверхностей.
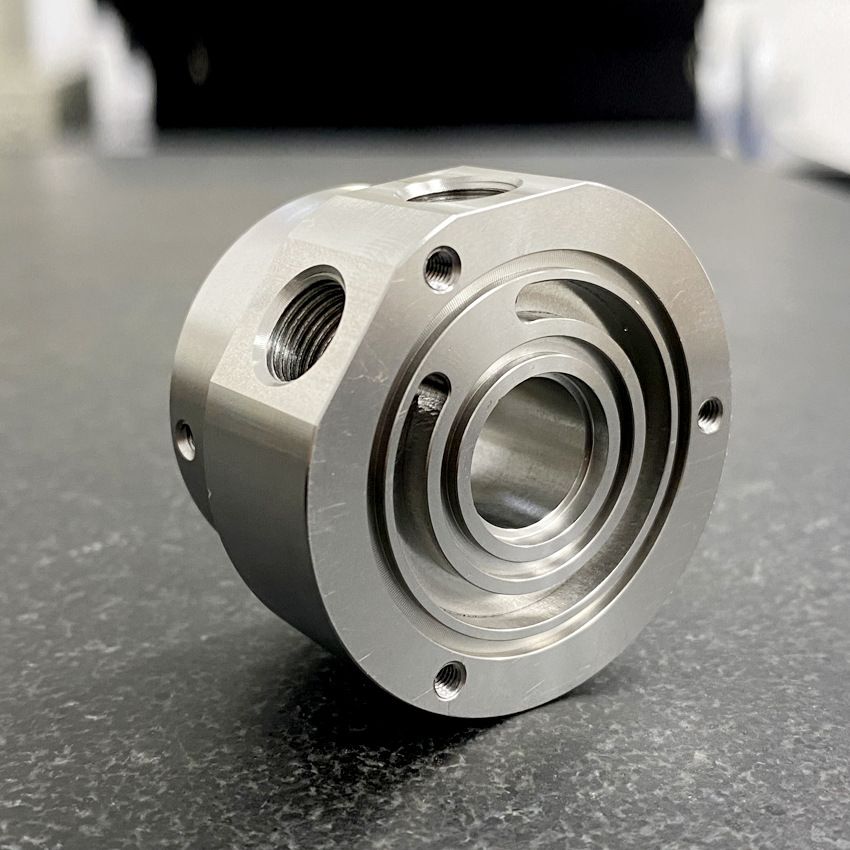
5-осевая прецизионная обработка на станке с ЧПУ
Сложные поднутрения, наклонные резьбы и многоуровневые уплотнительные элементы были доведены до готовности с использованием 5-осевой обработки на станке с ЧПУ. Это позволило выполнить обработку за одну установку с допуском ±0,01 мм на резьбовых поверхностях и внутренних отверстиях.
Поверхностная обработка и маркировка
Фитинг требовал поверхностной прочности и прослеживаемости. Neway применил трехэтапную последовательность финишной обработки:
Пескоструйная обработка: Обеспечила однородную матовую отделку (~Ra 1,2 мкм) и удалила незначительные следы инструмента
Анодирование: Специальный процесс, адаптированный для нержавеющей стали с использованием защиты прозрачным оксидным слоем, эквивалентной пассивации
Лазерная маркировка: Серийные номера деталей и логотипы Bosch были нанесены с помощью высокоразрешающей, коррозионностойкой лазерной гравировки
Контроль качества и испытания
Испытание резьбы калибрами: Все резьбы для пресс-посадки проверены откалиброванными проходными и непроходными калибрами
Контроль герметичности: Контроль размеров уплотнительных поверхностей подтвержден с помощью КИМ и контактной профилометрии
Целостность поверхности: Обработанные пескоструйным методом и анодированные детали прошли испытание на коррозионную стойкость в солевом тумане по ASTM B117 в течение >240 часов
Результат производства
Neway успешно произвел партию в 3000 штук без единого случая нарушения герметичности и с полной прослеживаемостью всех единиц. Bosch сообщил об отличной однородности резьбы, надежных допусках пресс-посадки и стабильном внешнем качестве между партиями. Компоненты прошли все квалификационные испытания гидравлических и вибрационных систем.
Почему Neway для компонентов пресс-фитингов, обработанных на станках с ЧПУ
Услуги по обработке нержавеющей стали: Позволяют точно производить наклонные уплотнительные поверхности и многоосевые резьбы
Услуги токарной обработки с ЧПУ: Идеальны для контроля концентричности допусков и переходов диаметров
Услуги комплексного производства: Полностью интегрированная обработка и финишная отделка повышают стабильность и прослеживаемость
Часто задаваемые вопросы
Какие допуски резьбы могут быть достигнуты на фитингах из SUS 316L при обработке на станках с ЧПУ?
Как ведет себя сталь 316L при испытаниях в солевом тумане и на вибрацию?
Можно ли анодировать детали из нержавеющей стали, или предпочтительнее пассивация?
Каковы преимущества 5-осевой обработки в зонах наклонных уплотнений пресс-посадки?
Как наносится лазерная маркировка без повреждения коррозионностойкой поверхности?